板坯連鑄機(jī)液壓系統(tǒng)泄漏分析與控制
2023-03-07 06:08:26董新宇
設(shè)備管理與維修 2023年3期
董新宇
(安鋼建設(shè)有限責(zé)任公司,河南安陽 455004)
0 引言
板坯連鑄機(jī)是現(xiàn)代鋼鐵生產(chǎn)中以板坯為主要產(chǎn)品的重要設(shè)備,隨著板坯連鑄技術(shù)的發(fā)展,逐步形成機(jī)械、電氣、液壓及計算機(jī)控制配套的系統(tǒng)工藝技術(shù)。液壓設(shè)備作為板坯連鑄機(jī)重要組成部分,其泄漏問題影響鑄機(jī)功能,污染環(huán)境,造成火災(zāi)隱患,增加油品消耗和維檢工作量。針對板坯連鑄設(shè)備特點,準(zhǔn)確分析泄漏的影響因素,實施針對性控制措施,對保證板坯連鑄機(jī)安全、穩(wěn)定、低成本運(yùn)行具有十分重要的意義。
1 板坯連鑄機(jī)常用液壓設(shè)備
板坯連鑄機(jī)涉及的液壓設(shè)備按工藝流程,包括機(jī)前液壓設(shè)備、二冷段液壓設(shè)備、出坯區(qū)液壓設(shè)備。機(jī)前液壓設(shè)備中,一部分接觸或靠近高溫液體區(qū)域且動作相對頻繁,如鋼包滑動水口、中間包滑動水口等部位;另一部分工作環(huán)境相對較好,工作速度不高,動作周期較長,如鋼包回轉(zhuǎn)臺、中間包車等部位。二冷段液壓設(shè)備主要包括結(jié)晶器部分和扇形段部分,這部分設(shè)備的使用工況涉及高溫、蒸汽、水、粉塵,封閉于二冷室中,在線維護(hù)、檢查難度大。出坯區(qū)液壓設(shè)備具有動作頻繁、環(huán)境溫度高、介質(zhì)管線長等特點,部分設(shè)備動作速度快、液壓沖擊大。根據(jù)設(shè)備工況及運(yùn)行特點,一般配套有1 套以上的液壓站所,向各區(qū)域設(shè)備提供動力。執(zhí)行元件多為液壓缸。控制元件多數(shù)采用板式液壓閥集成連接,除截止閥外,較少采用管式或其他形式的控制閥。中間管線包括剛性管道(碳鋼或不銹鋼無縫管)和柔性管道(高壓膠管或金屬軟管)。常見板坯連鑄機(jī)液壓系統(tǒng)如圖1 所示。
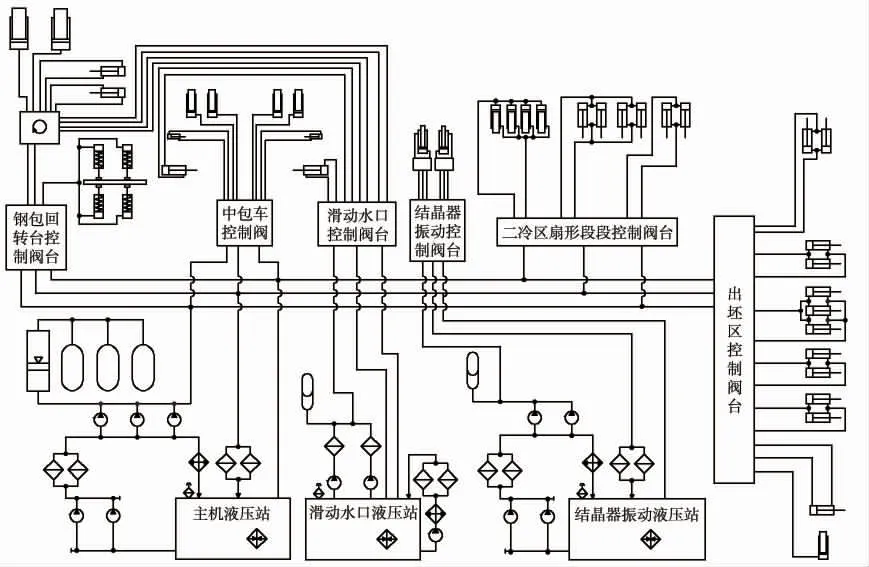
圖1 常見板坯連鑄機(jī)液壓系統(tǒng)
2 泄漏產(chǎn)生的部位及特點
板坯連鑄機(jī)液壓系統(tǒng)的泄漏主要發(fā)生在高溫、重載或動作頻繁的執(zhí)行元件處、各疊加式控制閥組、剛性管路及柔性管路老化或破裂處、各類接頭密封處等部位。泄漏問題現(xiàn)場表現(xiàn)為持續(xù)滲漏、漸進(jìn)發(fā)展或突發(fā)崩潰3 種形態(tài)。持續(xù)滲漏泄漏量較小,在滲漏部位表面有油跡,擦拭干凈后,看不到明顯泄漏點。多見于執(zhí)行元件相對運(yùn)動部位、疊加閥組的結(jié)合面、管路接頭或焊縫處。主要危害為污染設(shè)備、吸納灰塵,如果長期得不到處理,可能轉(zhuǎn)化為漸進(jìn)發(fā)展式泄漏,一般不會直接造成突發(fā)崩潰式大量泄漏。漸進(jìn)發(fā)展式泄漏多發(fā)生于采用柔性密封件的密封部位,一般由持續(xù)滲漏發(fā)展而成,隨著時間延長泄漏量逐漸增大,如果得不到及時控制,最終發(fā)展為突發(fā)崩潰式大量泄漏。及早發(fā)現(xiàn)及時處理有利于控制泄漏發(fā)展。突發(fā)崩潰式泄漏多見于管路、焊縫,以及高溫工況或承受附加徑向載荷的液壓缸等部位,泄漏發(fā)生不可預(yù)期且泄漏量大,直接影響設(shè)備功能,造成停機(jī)問題,且?guī)磔^大的環(huán)保、消防、安全隱患,增加油品消耗。
3 泄漏原因分析及控制
3.1 執(zhí)行元件泄漏原因分析及控制
板坯連鑄機(jī)執(zhí)行元件多為液壓缸,泄漏形式一般表現(xiàn)為液壓缸活塞桿與缸蓋處密封泄漏、液壓缸缸蓋和缸筒結(jié)合面泄漏、液壓缸本體泄漏3 種形態(tài)。部分執(zhí)行元件采用液壓馬達(dá),具有幾何尺寸小、功率低的特點,泄漏故障率不高,一般出現(xiàn)在馬達(dá)輸出軸的周向密封處。執(zhí)行元件泄漏主要受環(huán)境溫度、備件加工裝配質(zhì)量、密封材質(zhì)影響,不良的操作習(xí)慣和受力也會造成執(zhí)行元件泄漏。
3.1.1 環(huán)境溫度影響
高溫工作部位的液壓缸受到強(qiáng)烈熱輻射,局部溫度高,橡膠類密封材料老化加快。同時,在具有閉鎖功能要求的液壓回路中,密閉系統(tǒng)內(nèi)油液溫度升高,體積膨脹,產(chǎn)生局部高壓,對靠近熱源的液壓缸現(xiàn)場檢測壓力,達(dá)到額定工作壓力的2 倍以上,液壓缸密封負(fù)擔(dān)增大。此外,液壓缸活塞桿伸出工況下,暴露于高溫環(huán)境中,活塞桿溫度較高。以鋼包滑動水口為例,澆鑄過程中,活塞桿表面高達(dá)100~200 ℃。活塞縮回動作時,與活塞桿直接接觸的缸蓋圓周密封溫度急劇升高,加速劣化。
針對環(huán)境溫度影響,主要采取以下措施:①增加防護(hù)隔絕熱源。對于受到強(qiáng)烈熱輻射的執(zhí)行元件,采用硬質(zhì)耐熱材料進(jìn)行隔離,阻斷熱輻射;②增加冷卻措施。與高溫部件直接接觸的液壓缸,采用壓縮空氣、水、惰性氣體等作為冷卻介質(zhì),帶走傳導(dǎo)至液壓缸的熱量,控制液壓缸活塞桿的溫升。
3.1.2 備件加工裝配質(zhì)量影響
備件加工裝配質(zhì)量不良,活塞桿直線度、表面粗糙度等幾何精度較差,活塞與活塞桿、活塞桿與缸蓋孔同軸度等位置精度不高等,均會加劇缸蓋與活塞桿之間圓周密封的磨損。加工裝配缺陷也會帶來密封表面間隙不均勻等問題,影響液壓缸密封件的受力均勻,造成密封損壞。液壓缸自身材料及材料缺陷,內(nèi)部裂紋、局部組織疏松等問題,會在液壓缸表面形成漏點。
備件加工裝配質(zhì)量引起的泄漏問題一般在備件上線早期顯現(xiàn)。因此,針對新更換的設(shè)備,要在運(yùn)行初期8~24 h 內(nèi)加強(qiáng)狀態(tài)監(jiān)測,出現(xiàn)泄漏及時更換。針對液壓缸表面出現(xiàn)的漏點,可在做好冷卻防護(hù)措施的條件下,采用打磨后焊補(bǔ)的方式在線修復(fù)。
3.1.3 密封材料影響
板坯連鑄機(jī)所用密封材料多為橡膠類和合成樹脂類,液壓系統(tǒng)使用介質(zhì)涉及礦物油及抗燃液。由于密封材料性能特點不同,與液壓系統(tǒng)介質(zhì)的相容性也存在差異。例如廣泛使用的丁腈橡膠,耐油、耐熱、耐磨性好,但不適用于磷酸酯系列液壓油。同時,液壓缸的工作壓力、環(huán)境及工作溫度、動態(tài)和靜態(tài)工作條件等因素,對密封材質(zhì)的要求也各不相同。誤用不恰當(dāng)?shù)拿芊饧斐蓢?yán)重泄漏,甚至污染液壓系統(tǒng)。
針對液壓缸密封材質(zhì),要在選型時充分考慮液壓介質(zhì)特性,選擇與介質(zhì)相容性、減摩性、耐磨性好的密封材料。為了防止在現(xiàn)場檢修時誤用,可將密封材料對應(yīng)現(xiàn)場使用部位分類標(biāo)識,強(qiáng)化保存、領(lǐng)用、更換的過程控制。
3.1.4 其他因素
除了上述原因,不良的操作習(xí)慣,如在較短時間內(nèi)頻繁操作液壓缸換向,產(chǎn)生劇烈的液壓沖擊,會增加泄漏風(fēng)險。此外,液壓缸活塞桿或柱塞承受較大的徑向附加荷載,造成端蓋動態(tài)密封局部受力過大、磨損加劇。同時,在受力時相對運(yùn)動部位一側(cè)間隙過大,產(chǎn)生泄漏。如鋼包回轉(zhuǎn)臺液壓盤式制動器液壓缸的泄漏故障,90%以上均為回轉(zhuǎn)臺制動時液壓缸承受較大徑向荷載所引起。
對于開關(guān)閥自動控制的液壓系統(tǒng),要優(yōu)化PLC 控制程序,對于手動控制的部位,要完善標(biāo)準(zhǔn)化操作,提高職工操作水平和技能,盡量避免或減少短時高頻大行程換向。對承受徑向力的液壓缸,可通過減小徑向力絕對值,如完善回轉(zhuǎn)臺旋轉(zhuǎn)變頻控制,減緩速度斜坡,減小慣性力對制動器液壓缸徑向沖擊。同時,要縮短此類部位的檢查周期,及時發(fā)現(xiàn)并控制早期滲漏。
3.2 控制閥泄漏原因分析
板坯連鑄機(jī)液壓設(shè)備控制閥多采用板式疊加閥組,常見泄漏形式為疊加閥組結(jié)合面持續(xù)滲漏、漸進(jìn)發(fā)展式泄漏。泄漏的直接原因是疊加閥結(jié)合面密封效果不良,主要影響因素為工作溫度、疊加閥結(jié)合面表面損傷或隔板變形、安裝維修不當(dāng)或密封件老化以及沖擊振動等。
3.2.1 工作溫度
板坯連鑄機(jī)液壓閥臺一般置放于遠(yuǎn)離熱源的部位,鋼水及熱坯的輻射影響較小,主要與系統(tǒng)工作溫度有關(guān)。工作溫度升高的主要原因是系統(tǒng)存在異常溢流、內(nèi)泄嚴(yán)重或冷卻失效。包括疊加式溢流閥溢流導(dǎo)致該閥組局部工作溫度升高,液壓泵出口溢流閥溢流或液壓泵內(nèi)泄導(dǎo)致系統(tǒng)溫度升高,冷卻器堵塞或冷卻介質(zhì)流量不足導(dǎo)致油箱溫度升高等。工作溫度升高,油液黏度降低,疊加閥貫通螺栓與閥體受熱膨脹量不同,引起螺栓預(yù)緊力變化,致使疊加閥結(jié)合面間隙相應(yīng)變化。間隙增大直接導(dǎo)致泄漏,間隙變小導(dǎo)致密封受到的擠壓力增加,再加上高溫對橡膠材料的直接影響,密封件老化加劇,產(chǎn)生硬化、龜裂造成漏油。
對于系統(tǒng)異常溢流,要及時整定溢流閥壓力,修復(fù)或更換故障溢流閥。對內(nèi)泄嚴(yán)重的液壓泵要及時更新,降低能量損耗。對堵塞的冷卻器要及時在線清洗,可采用解體物理清洗或在線循環(huán)酸洗等措施清理,堵塞嚴(yán)重的要及時更換。冷卻量不足要及時查找原因,更換冷卻介質(zhì)濾芯、循環(huán)濾芯、冷卻控制閥等,確保冷卻系統(tǒng)有效熱交換。
3.2.2 疊加閥結(jié)合面
疊加閥結(jié)合面密封一般采用O 形圈或矩形圈,液壓閥換向動作過程中產(chǎn)生的壓力波動,會引起密封圈在兩結(jié)合面間隙內(nèi)的呼吸波動,如果疊加閥密封槽損傷、密封面平面度或表面粗糙度不高,會造成兩閥結(jié)合面間隙不均勻,導(dǎo)致密封圈產(chǎn)生過大變形量,把油膜擠出密封表面,造成持續(xù)滲漏。當(dāng)變形量超出密封材質(zhì)強(qiáng)度允許,會造成密封圈撕裂,泄漏量增加,隨著液流沖刷,密封效果進(jìn)一步減弱,泄漏量持續(xù)加大。隔板變形的泄漏機(jī)理與此相同,隔板變形主要是更換液壓閥時保存不當(dāng)所引起。
針對結(jié)合面泄漏,要及時檢測疊加閥上下面的平面度,必要時可在平板上研磨處理或配研。疊加閥油道口的密封圈要按標(biāo)準(zhǔn)選定,避免密封圈斷面尺寸過大或過小。放置密封圈的沉孔端面要平整光潔,必要時進(jìn)行修磨。依據(jù)現(xiàn)場經(jīng)驗,疊加閥安裝后,可用塞尺檢驗各貼合面間隙應(yīng)≤0.01 mm,可有效緩解泄漏發(fā)生。
3.2.3 其他
液壓閥檢修操作不規(guī)范或檢修環(huán)境清潔度不達(dá)標(biāo),容易在疊加閥結(jié)合面或密封圈上沾染灰塵,細(xì)小的灰塵微粒混在結(jié)合面間,不僅會導(dǎo)致結(jié)合面間隙增大或不均勻,而且會擦傷密封圈表面,造成泄漏。液壓閥受液壓沖擊和振動影響,局部瞬時高壓和振動會引起貫通螺栓彈性變形增加、預(yù)緊力不足,造成泄漏。另外,液壓閥安裝時,螺栓的緊固順序不正確、預(yù)緊力不足或多條螺栓預(yù)緊力矩不等,也是引發(fā)泄漏的重要原因。
液壓閥更換操作要確保清潔度,疊加閥拆除后要妥善存放,保護(hù)結(jié)合面不受到污染和機(jī)械損傷。安裝螺栓選用10.9 級以上高強(qiáng)螺栓,按照液壓閥說明書施加預(yù)緊力矩,并定期檢查復(fù)緊。固定螺栓的緊固,嚴(yán)格按照對角循環(huán)緊固的順序,以保證閥體接觸面接觸均勻,防止出現(xiàn)一側(cè)已經(jīng)貼緊、另一側(cè)還有間隙的問題。
3.3 管路劣化泄漏分析與控制
板坯連鑄機(jī)液壓系統(tǒng)多使用剛性管路連接各工作單元。在泵出口、液壓缸連接部位、活動部位如鋼包回轉(zhuǎn)臺液壓滑環(huán)處等會采用高壓膠管或金屬軟管,用于緩沖吸振或適應(yīng)位置變化調(diào)節(jié)要求。管路持續(xù)滲漏、漸進(jìn)發(fā)展式泄漏、突發(fā)崩潰均為常見泄漏形式,其主因是管路劣化狀態(tài)監(jiān)控難度大、表征不明顯。影響管路劣化的主要因素為管路材料疲勞、剛性管路焊縫缺陷、軟管壓扣失效、管路內(nèi)外部蝕損磨損等問題。
3.3.1 管路疲勞劣化
管徑及壁厚尺寸、管路內(nèi)壓力等級及壓力波動與沖擊、管路外部振動等因素直接影響管路的疲勞劣化。一般情況下,管徑越大的管路,其內(nèi)壁承壓面積大,在系統(tǒng)充壓時,管道受力膨脹,壓力等級越高、壁厚越小其膨脹彈性變形量越大。在管路卸壓時,管路彈性變形恢復(fù)。板坯連鑄機(jī)生產(chǎn)過程中,出坯區(qū)液壓設(shè)備動作量大,頻繁動作時的充壓和卸壓對液壓管路管壁形成交變載荷,加速管路疲勞。當(dāng)管路劣化到一定程度,液壓沖擊造成的較高峰值壓力直接導(dǎo)致管路破裂,出現(xiàn)突發(fā)崩潰式泄漏。此外,液流對管壁特別是彎頭處的沖刷,管路外部管夾固定不良引起的磨損,管路在管溝的水中或蒸汽中受到蝕損,均會減小管路壁厚,造成管路強(qiáng)度降低,疲勞加劇,引發(fā)泄漏。對于內(nèi)部纏繞鋼絲的高壓軟管,其吸振和緩和液壓沖擊的能力較強(qiáng),但是,由于軟管剛度低,在管路充壓和卸壓過程中,鋼絲彈性變形量更大,長久的交變荷載影響,會造成鋼絲疲勞斷裂,當(dāng)斷裂的鋼絲數(shù)量累積到管路承壓的強(qiáng)度極限時,會出現(xiàn)爆管現(xiàn)象,造成突發(fā)崩潰式泄漏。
可針對不同回路特點,采用不同的管路材料控制管路疲勞影響。對換向頻次高、流量大、壓力等級高的回路,剛性管路可選用加厚的高強(qiáng)度流體無縫管,軟管可采用增加鋼絲層數(shù),在保證流量需求的前提下盡量縮小內(nèi)徑等措施。此外,根據(jù)管路工況,定期檢測管路變形量,制定合理的更換周期,能有效預(yù)防管路泄漏。
3.3.2 剛性管路連接部位的焊縫缺陷
板坯連鑄機(jī)液壓設(shè)備分布較廣,傳動介質(zhì)輸送管路較長。用以連接的剛性管路多采用焊接連接,焊接工藝一般為氬弧焊打底,電弧焊填充。焊縫的夾渣、氣泡、砂眼、咬邊等缺陷,直接影響連接的強(qiáng)度和質(zhì)量,在液壓沖擊、管路振動、充壓和卸壓交替影響下,焊縫容易出現(xiàn)開裂,導(dǎo)致泄漏發(fā)生。
針對焊縫影響,管路焊接時要嚴(yán)格遵循焊接工藝要求,提前進(jìn)行焊接工藝試驗,制定焊接工藝規(guī)程,并固化為檢修作業(yè)文件。此外,要注意加強(qiáng)管路的有效固定,現(xiàn)場經(jīng)驗表明,在焊縫兩側(cè)500 mm 處各施加一組固定管夾,有利于緩和焊縫處管路振動沖擊,降低焊縫開裂故障率。
3.3.3 其他
剛性管路在彎制過程中彎曲半徑過小,會造成局部應(yīng)力集中甚至產(chǎn)生管壁內(nèi)部裂紋,在管路彎頭處出現(xiàn)泄漏。碳鋼或不銹鋼無縫管自身內(nèi)部軋制缺陷也會影響管路承壓能力。高壓軟管管體與接頭連接的壓扣部位質(zhì)量缺陷,會造成軟管在壓扣處分離脫開,引發(fā)泄漏。
剛性管路彎制時,要采用冷彎工藝,根據(jù)管徑、壁厚,合理確定彎曲半徑,根據(jù)現(xiàn)場經(jīng)驗,最小彎曲半徑大于管子外徑的5~10 倍,彎制后最大外徑與最小外徑偏差不超過管徑的5%,可延長管路彎曲處使用壽命。對于高壓膠管和金屬軟管,除了要加強(qiáng)現(xiàn)場工作狀態(tài)檢查,同時設(shè)定更換周期,不應(yīng)采用狀態(tài)和周期相結(jié)合的方式,實現(xiàn)泄漏故障的預(yù)防預(yù)控。
3.4 接頭密封泄漏原因分析與控制
板坯連鑄機(jī)液壓設(shè)備接頭數(shù)量多,規(guī)格不一,大通徑接頭多采用O 形圈端面密封,小通徑接頭多用O 形圈錐面密封,不常拆卸處多用螺母卡套密封。接頭泄漏主要受安裝質(zhì)量、密封老化、使用過程中的沖擊振動等影響。
管道及接頭經(jīng)過日常檢修拆安,接頭的位置精度下降,密封面平行度達(dá)不到要求,緊固后密封面間隙以及O 形圈受力不均勻,或密封老化失去彈性,當(dāng)O 形圈接觸壓力達(dá)不到密封介質(zhì)壓力時,液壓油滲出或?qū)⒚芊馊D出結(jié)合面造成泄漏。端面密封較錐面密封對接頭同軸度和密封面平行度更為敏感。螺母卡套密封接頭受到機(jī)械振動或外力,引起螺母松動或卡套彈性疲勞,使外錐面密封及卡套尾部與鋼管的密封接觸應(yīng)力不足,造成泄漏。此外,接頭體材料和加工質(zhì)量也直接影響使用過程中的泄漏。
接頭在拆卸安裝過程中要規(guī)范操作,現(xiàn)場經(jīng)驗表明,密封面平行度偏差不大于密封面外徑的1/1000,密封效果比較可靠。管路接頭要禁止踩踏,定期檢查緊固管夾,定期復(fù)緊接頭螺母。對于拆卸打開的接頭,安裝時更新密封圈,確保密封圈形狀完好,密封面和密封圈保持清潔。
4 結(jié)束語
板坯連鑄機(jī)液壓系統(tǒng)體量大、功率大、工作環(huán)境惡劣,經(jīng)過多年實踐,針對液壓設(shè)備不同工況、不同功能,依據(jù)密封原理和泄漏機(jī)理,采取針對性控制措施,將故障防線前移,可有效降低泄漏故障率,減少泄漏造成的生產(chǎn)事故,確保板坯連鑄機(jī)液壓設(shè)備穩(wěn)定運(yùn)行。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
