層間強制冷卻對電弧熔絲增材制造鈦合金溫度場和應力場的影響
2023-03-09 02:38:20張云舒邵丹丹丁東紅吳斌濤
電焊機 2023年2期
張云舒, 邵丹丹, 丁東紅 , 吳斌濤
1.寧夏大學 材料與新能源學院,寧夏 銀川 750021
2.中船黃埔文沖船舶有限公司 焊接技術室,廣東 廣州 510715
3.南京工業大學 機械與動力工程學院,江蘇 南京 211816
0 前言
增材制造(Additive Manufacturing,AM)是一種以高成形效率生產或修復金屬部件的新興制造技術,該技術通過一層一層的連續沉積金屬“薄片”制造三維部件,可以在一個加工工序內制造出高自由度的復雜構件[1]。電弧熔絲增材制造(Wire Arc Additive Manufacturing,WAAM)是金屬增材制造的一種,電弧在熔化金屬焊絲后,通過選擇性地沉積生產金屬構件,相比于其他AM工藝,WAAM具有成本低、成形效率高、技術成熟等優點,在制造大型零部件時更具優勢[2]。
WAAM在工業制造方面具有廣泛的應用前景,但在工程技術層面仍面臨巨大挑戰,主要問題是增材物理特性帶來的持續高熱量輸入引起的熱積累效應。在金屬沉積過程中,熱量主要沿傳導方向由熔池傳遞到基板,隨著逐層沉積,散熱方式由基板熱傳導轉變為周圍環境熱對流,使整體結構溫度增加[3]。結構溫度的升高會導致熔池形貌不穩定、軌跡形態不均勻,熔覆金屬高度降低、寬度增加,降低構件成形精度甚至發生結構坍塌。同時,有可能導致有害相的形成和晶粒的生長,從而惡化成形件的力學性能[4]。
目前,相關研究通過控形控性的方法緩解工件沉積過程的熱積累,從而減小結構殘余應力與變形。通常方法是引入層間等待時間,從而進一步控制層間溫度展開堆積。但層間等待時間往往遠超有效沉積時間,大幅降低了增材效率。Abe等[5]提出了一種熱輸入控制系統,通過模擬結果研究了熔覆金屬溫度與形貌的關系,結合實驗數據討論了不同焊接電壓對熔覆金屬形貌的影響。結果表明,該熱輸入控制系統可以提升成形件精度使其更均勻,但由于熱輸入與沉積功率等工藝參數的直接耦合,控制熱輸入的同時降低了沉積效率。水冷基板[6-7]和改變沉積路徑[8]也是常用的控制傳熱方法,可以增加沉積構件的冷卻速率,但適用范圍有限,無法應用于大型金屬部件的生產。
層間強制冷卻可以緩解WAAM成形過程中的熱量積累、減小成形件內部的殘余應力、有效優化沉積質量并提升增材效率,是一種應用效果明顯的控形控性方法。本文基于ANSYS軟件建立WAAM三維瞬態熱-力耦合模型,模擬了自然對流冷卻和層間強制冷卻下電弧熔絲增材制造鈦合金的成形過程,根據計算結果研究了層間強制冷卻對增材鈦合金墻體結構溫度場與應力場的影響。
1 層間強制冷卻電弧熔絲增材制造鈦合金工藝實驗
實驗基材為 Ti6Al4V(ASTM B265),尺寸為200 mm×65 mm×5 mm,焊絲為Ti6Al4V(ASTM B 863),直徑1.2 mm。Ti6Al4V是一種α+β雙相鈦合金,具有優異的抗蠕變性、耐腐蝕性與耐熱性。實驗平臺由200 A額定GTAW電源、送絲機、惰性氣體保護裝置、CO2氣體冷卻系統、熱電偶、PC機等設備組成,如圖1所示。實驗平臺將氣體裝置與焊槍固定在一起,通過工作臺的移動代替焊槍的移動。
為保證沉積物與基板連接處的成形質量,沉積前對基板表面進行清理。首先用鋼刷對基板表面進行打磨,打磨完成后使用丙酮和酒精溶液對基板表面進行擦拭,以避免油污和氧化膜對沉積過程造成影響,最后用吹風機吹干。清理結束后將基板緊固在工作臺上。調整焊槍位置,使焊槍始終垂直在沉積層上方3 mm處,焊槍移動速度為150 mm/min,沉積物長度為150 mm,保護氣體流量為10 L/min,冷卻氣體流量為1 460 g/min,熱電偶布置在距焊道中心20 mm處,沉積完一層后熄滅電弧,冷卻裝置以與電弧相同的移動方向和移動速度向沉積層表面噴射-78 ℃的CO2冷卻氣體,之后將焊槍以及冷卻裝置復位后開始下一層沉積。
2 有限元模型建立
2.1 材料熱物理性能
在增材制造成形過程中,金屬材料在熱源的作用下短時間內加熱熔化形成熔池,后又逐漸冷卻至室溫。此過程中金屬材料的溫度變化劇烈,故必須考慮溫度對材料物理性能的影響。將焊道和基材設為相同的熱物理性能,使用等效比熱法考慮相變潛熱造成的能量波動。在有限元數值模擬中,計算溫度場需要確定材料的密度、比熱容、導熱系數;應力場的計算需要確定材料的泊松比、彈性模量、屈服強度和線膨脹系數。其中鈦合金材料的密度和泊松比隨溫度變化很小,可以設為常數,具體參數見表1。
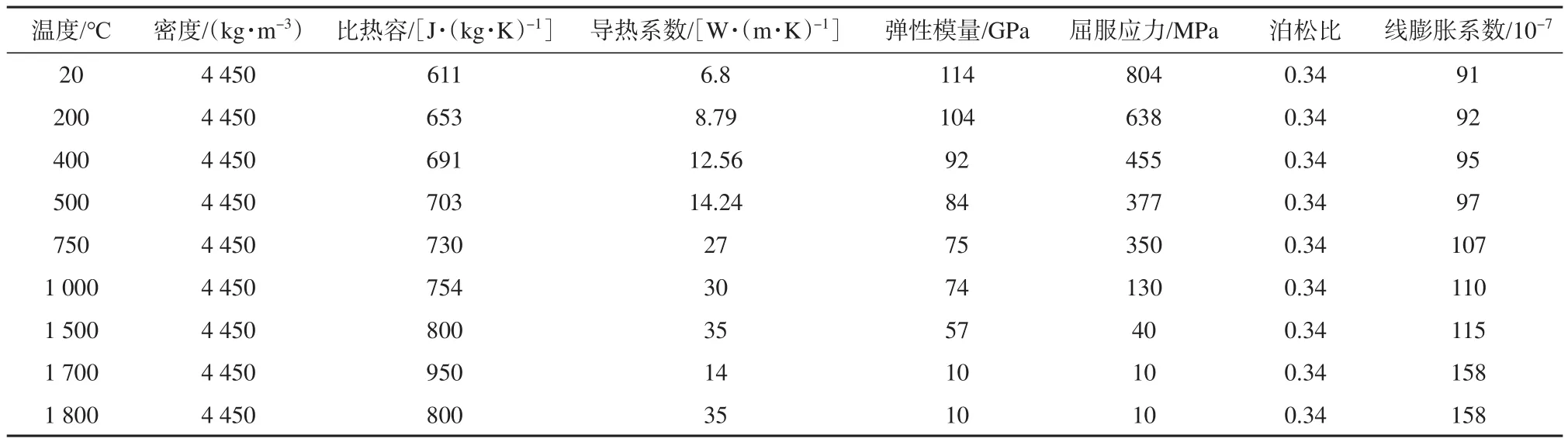
表1 Ti6Al4V的熱物理性能Table 1 Thermophysical properties of Ti6Al4V
2.2 熱源加載
WAAM過程中的傳熱包括焊接電弧的熱量輸入、成形件中的熱量傳導以及成形件與外界的熱量交換。使用功率密度隨焊槍移動的雙橢球體熱源模擬沉積時電弧的能量輸入,雙橢球熱源采用不同的數學方程表示弧心前和弧心后區域的熱流密度。
前半部分熱流密度表達式為:
式中Q為熱量輸入;a、b、c為熔池形狀參數;f為能量分布系數。
在有限元分析中,忽略夾具與增材制造系統間的熱交換,使用總換熱系數考慮輻射和對流的散熱作用,環境溫度設置為20 ℃。使用“生死單元”技術模擬材料填充的沉積過程。首先將基板上方的單元全部殺死,然后在后續步驟中逐步激活部分單元以模擬焊槍沿基板移動時的金屬沉積,每次激活的單元越小越接近實際工況,但會增加模型復雜度,延長計算時間。考慮到成形件的長度,將每步激活的沉積單元長度設為2 mm,加熱持續時間設為0.8 s。
2.3 冷卻過程
強制冷卻過程中冷卻區域內的溫度在短時間內下降,模擬時使用實驗測量的溫度數據對冷卻氣體覆蓋區域內的節點施加溫度約束,在每一步開始時刪除上一步冷卻區域的溫度約束,并在新的冷卻區域內重新施加,如此循環以模擬冷卻氣體沿焊接方向的移動。該方法不直接利用氣體的熱物理性質,避免了流固耦合分析。
3 模擬結果及分析
3.1 溫度場結果及分析
為驗證模擬結果的準確性,沉積過程使用熱電偶測量了基板上表面的熱循環曲線。正常冷卻和強制冷卻的熱循環曲線如圖2所示,其中模擬熱循環曲線從模型中熱電偶位置處節點提取。可以看出,模擬熱循環與實測熱循環具有近似的峰值溫度和冷卻速率,證明了瞬態模型對沉積過程溫度場預測的準確性。層間強制冷卻是應用在每層沉積間的冷卻技術,不會影響后續沉積時成形件的溫度演變。當焊槍沿路徑方向移動時,兩組實驗的熱循環曲線具有相同的升溫趨勢,但沉積完一層收弧后立即啟動的冷卻氣體會減小系統內的熱量,使傳遞到成形件各個位置處的熱量變少,因此強制冷卻系統具有更小的熱循環曲線峰值。冷卻過程中,自然冷卻需要1 200 s的層間等待時間將成形件的整體溫度冷卻到60 ℃,強制冷卻在160 s內即可將成形件整體溫度冷卻至30 ℃。強制冷卻大幅減少了層間等待時間,提升了沉積效率。
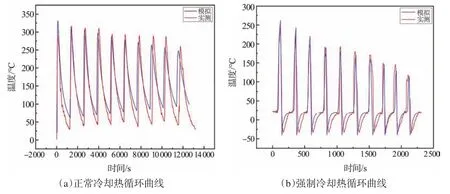
圖2 熱電偶處的溫度曲線Fig.2 Temperature curve at thermocouple
使用有限元模型對WAAM過程的瞬態溫度演變進行分析,圖3給出了層間強制冷卻條件下的溫度場演變。圖3a、3b為應用在第五層沉積結束后的強制冷卻過程,該部分模擬通過施加節點溫度約束實現。圖3a為第一步冷卻模擬,作用時間為第五層收弧后的0~6 s,圖3b為最后一步冷卻模擬,作用時間為第五層收弧后的54~60 s。冷卻氣體在沉積結束后從起弧端開始沿焊道過渡到收弧端,氣體到達區域溫度迅速下降,氣體移動過后區域在熱傳導與自然對流的綜合作用下溫度回升。圖3c、3d為正常冷卻和強制冷卻條件下,焊槍到達第十層沉積層收弧位置時成形件整體的溫度場分布。圖3c是自然冷卻下的溫度場分布,該組實驗通過20 min的層間等待時間來減小熱量積累。這種沉積策略可以大幅降低層間溫度,減小先前沉積層對后續沉積層的預熱影響,在一定程度上緩解熱量積累。但過長的等待時間會降低沉積效率,不適合大中型零部件的制造生產。圖3d是強制冷卻下的溫度場分布,該組實驗使用強制對流代替自然對流,減小了成形件的高溫區域和溫度峰值,緩解了熱量積累,大幅減少了層間等待時間。
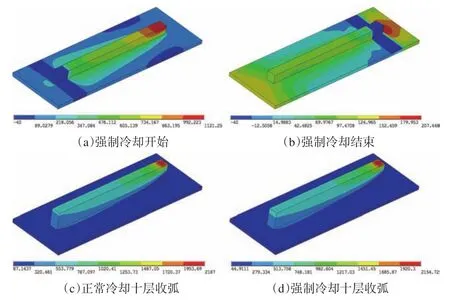
圖3 層間強制冷卻溫度場演變Fig.3 Interlayer active cooling temperature field evolution
3.2 應力場結果及分析
分析正常冷卻和強制冷卻條件下電弧熔絲增材制造鈦合金成形過程應力場的演變情況,圖4為正常冷卻條件下成形件等效應力的演變過程。隨著沉積過程中焊槍的移動,加熱區域內材料的應力由于屈服應力的降低而接近于零,熔池附近的金屬受熱膨脹,在相鄰材料的約束作用下產生壓應力,停止加熱的材料由于冷卻收縮的原因產生拉應力,焊道處的拉應力在冷卻結束時達到最大。當后續沉積層開始沉積時,先前沉積層材料溫度的升高使部分拉應力被釋放,然而在熱源移動過后,該區域還會產生類似趨勢的拉應力。如此循環直至沉積結束,冷卻至室溫的材料拉應力無法釋放,在成形件中形成殘余應力。
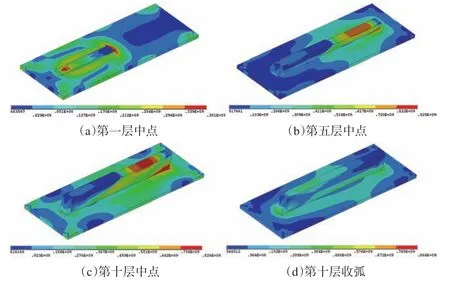
圖4 正常冷卻應力場演變Fig.4 Normal cooling stress field evolution
圖5 為正常冷卻和強制冷卻條件下的應力場演變,選取第五層和第十層冷卻結束時刻的應力場進行比較。對比兩組應力分布情況可知,強制冷卻可以顯著減小成形件中的殘余應力與應力集中區域,作用效果隨著層數的增加更明顯。這是由于成形件中殘余應力的大小取決于沉積過程中材料經歷的溫度峰值大小,強制冷卻的快速散熱效果在高沉積層更明顯,減小的峰值溫度更高。
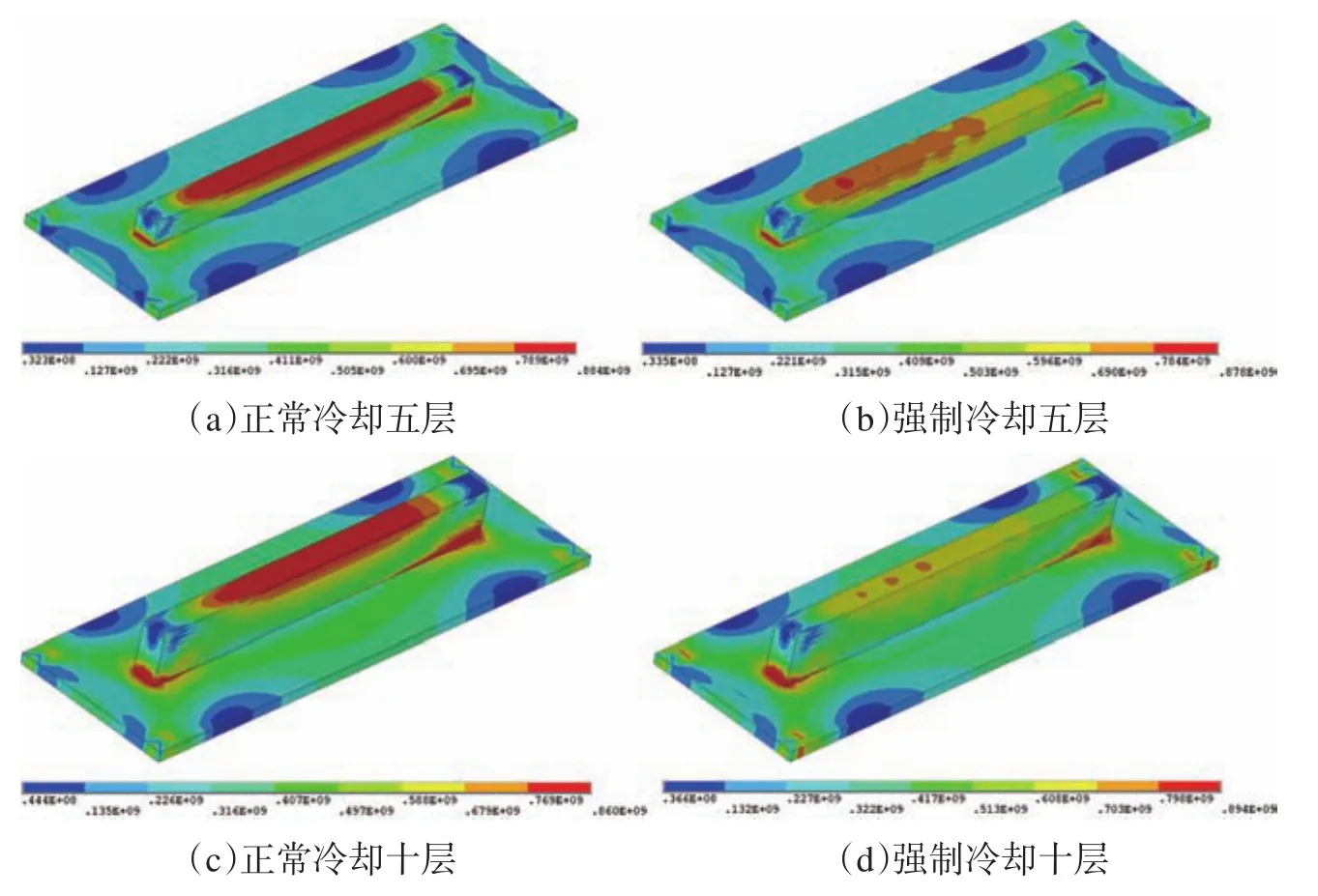
圖5 冷卻結束時刻應力場對比Fig.5 Comparison of stress fields at the end of cooling
4 結論
WAAM工藝在工業制造方面具有廣泛的應用前景,但在工程技術方面仍面臨巨大挑戰。主要的問題是熱積累效應造成的成形件形貌和性能嚴重受損,這一系列問題直接決定了成形件的實際質量和使用壽命。本文開發了一種利用壓縮CO2氣體進行層間強制冷卻的創新型WAAM工藝,旨在緩解熱量積累引發的應力變形過大和微觀結構受損,通過數值模擬研究了層間強制冷卻對電弧熔絲增材制造鈦合金成形過程溫度場和應力場演變的影響,得出以下結論:
(1)模擬熱循環曲線與實測熱循環曲線吻合良好,層間強制冷卻可以減小成形過程中的高溫區域和溫度峰值,緩解成形件中的熱量積累。
(2)層間強制冷卻可以大幅減少制造時間,提高增材效率。
(3)層間強制冷卻增加了成形過程中的散熱,平衡了成形件上的溫度梯度,減小了成形件內部的殘余應力。
本文的研究結論證明了層間強制冷卻方法控熱控形的可行性,為進一步實現電弧增材制造的控形控性提供了一種新思路,但目前該研究尚在起步階段,仍需進行完善和補充。未來可以通過數值模擬對層間強制冷卻下成形件的傳熱傳質或微觀結構演變進行研究,以深入了解層間強制冷卻下電弧熔絲增材制造成形件的成形機制和控性機理。
