基于西門子S7-300 系統(tǒng)的大包裝控制系統(tǒng)升級(jí)改造
2023-03-16 01:27:42朱冰
科海故事博覽 2023年6期
朱 冰
(中國(guó)石化揚(yáng)子石油化工有限公司,江蘇 南京 210048)
1 工藝流程簡(jiǎn)介
包裝工區(qū)主要是散料裝車(簡(jiǎn)稱PTA 大包裝),大包裝是60 萬(wàn)噸/年P(guān)TA 生產(chǎn)線的配套工程,有2 條大包裝線。目前大包裝承擔(dān)了PTA 裝置部分產(chǎn)品的存儲(chǔ)和發(fā)貨任務(wù)。PTA 大包裝散料裝車線主要設(shè)備為:4臺(tái)稱重罐、4 臺(tái)稱重罐布袋除塵器、4 臺(tái)風(fēng)機(jī)、2 只流化氣緩沖罐及1 套稱重控制系統(tǒng)[1]。
某廠PTA 大包裝承擔(dān)PTA 最終產(chǎn)品出庫(kù)的重要任務(wù),通過(guò)槽車將PTA 產(chǎn)品投放市場(chǎng),原有6 條生產(chǎn)裝車線,現(xiàn)通過(guò)2 次小包裝改造,還保留4 條裝車線。大部分PTA 產(chǎn)品是通過(guò)大包裝形式流向市場(chǎng),每天的生產(chǎn)任務(wù)較緊,處于高負(fù)荷包裝狀態(tài)。
2 PLC 原有控制系統(tǒng)現(xiàn)狀
某廠大包裝PLC 投用于2007 年9 月,是SIEMENS公司的S7-300 系統(tǒng),大包裝裝車生產(chǎn)由PLC 系統(tǒng)控制,PLC 系統(tǒng)由上位機(jī)及下位機(jī)控制(S7-300)兩部分組成,其中上位機(jī)安裝監(jiān)控組態(tài)軟件IFix 3.5 用于現(xiàn)場(chǎng)過(guò)程數(shù)據(jù)的采集及監(jiān)控[2],同時(shí)可以作為人機(jī)接口,將有關(guān)的操作參數(shù)通過(guò)驅(qū)動(dòng)程序傳至控制器中,從而改變控制器中程序的運(yùn)行狀態(tài),實(shí)現(xiàn)對(duì)現(xiàn)場(chǎng)設(shè)備的控制[3]。
PLC 控制系統(tǒng)主要用于PTA 粉料的裝車控制及操作等,系統(tǒng)硬件版本6ES7315-1AG10-0AB0,操作軟件為STEP7-V5.4;在用的PLC 系統(tǒng)CPU 已經(jīng)停產(chǎn),若發(fā)生故障將無(wú)替代備件,備件采購(gòu)是主要矛盾;在用的操作站老化嚴(yán)重,故障率高,且一旦出現(xiàn)故障必然導(dǎo)致大包裝裝車停止,無(wú)其他應(yīng)對(duì)措施;操作軟件版本太低,現(xiàn)有的電腦無(wú)法支持。
大包裝裝車采用自動(dòng)程序操作,自動(dòng)操作是通過(guò)儀表PLC 系統(tǒng)實(shí)現(xiàn)的,自2007 年P(guān)LC 系統(tǒng)投用以來(lái),因使用時(shí)間過(guò)長(zhǎng),系統(tǒng)長(zhǎng)周期穩(wěn)定運(yùn)行已不能保證,存在一定的故障率和不完善之處,需進(jìn)行優(yōu)化和升級(jí)改造。原槽車裝車程序復(fù)雜,關(guān)聯(lián)開(kāi)關(guān)閥太多,且程序未開(kāi)放,一旦出現(xiàn)故障,排查時(shí)間較長(zhǎng),給生產(chǎn)運(yùn)營(yíng)帶來(lái)不利的影響。
3 PLC 系統(tǒng)升級(jí)方案
通過(guò)統(tǒng)計(jì)2021 年1 月至12 月期間大包裝PLC 控制系統(tǒng)程序控制故障情況,系統(tǒng)I/O 動(dòng)作、PLC 控制系統(tǒng)上位機(jī)和下位機(jī)故障是裝車生產(chǎn)過(guò)程中的主要故障,但因I/O 動(dòng)作頻次過(guò)高,出現(xiàn)一定數(shù)量的I/O 故障是不可避免的,自裝置開(kāi)車以來(lái)一直存在,且隨時(shí)間延長(zhǎng),PLC 控制系統(tǒng)上位機(jī)和下位機(jī)故障逐漸凸顯。
通過(guò)梳理原裝車程序,自主攻關(guān)并對(duì)PLC 程序并整體優(yōu)化,依據(jù)工藝實(shí)際操作流程,自編優(yōu)化程序,通過(guò)現(xiàn)場(chǎng)測(cè)試修改完善[4]。完成包裝裝車程序及操作要求,核實(shí)原程序與操作上的新要求和不同點(diǎn),梳理PLC 系統(tǒng)設(shè)備、輸入/輸出點(diǎn)表及名稱,編制清單及位置表、最新的輸入輸出點(diǎn)表單,完成系統(tǒng)組態(tài)、回路測(cè)試、線下調(diào)試程序的等工作。
西門子控制系統(tǒng)的CPU 由6ES7315-2AH14-0AB0升級(jí)替代現(xiàn)有的6ES7315-1AG10-0AB0;下位組態(tài)軟件由STEP7-V5.2 升級(jí)成為STEP7-V5.4;上位組態(tài)軟件由WINCC-6.2 升級(jí)成WINCC-7.0,同時(shí)更新操作站主機(jī)和顯示屏,安裝操作系統(tǒng)軟件,安裝操作站PLC運(yùn)用軟件和流程圖操作運(yùn)用軟件,繪制流程圖,將更新系統(tǒng)內(nèi)數(shù)據(jù)上傳至操作站。
操作站由DELL OPTIPLEX 780 升級(jí)DELL T5820,該操作站同時(shí)兼容WIN 10 操作軟件和WINCC 組態(tài)軟件,另外配置1 臺(tái)備用操作站以防止主操作站故障時(shí)能及時(shí)替代使用,滿足工廠的生產(chǎn)所需。將操作站操作系統(tǒng)升級(jí)至WIN 10,升級(jí)應(yīng)用軟件,以滿足工藝提升操作監(jiān)控的需要,保障生產(chǎn)長(zhǎng)周期、安穩(wěn)運(yùn)行,提高包裝效率。
采用系統(tǒng)程序編譯器上傳現(xiàn)有系統(tǒng)中的包裝程序,對(duì)程序進(jìn)行解讀,注釋每條指令,并與工藝車間核實(shí),最終做好更新方案,編制新程序,硬件更換完畢后下裝到PLC 系統(tǒng)中運(yùn)用,同時(shí)做好程序備份。
3.1 控制系統(tǒng)配置
本次升級(jí)采用西門子S7-300 型PLC,系統(tǒng)涉及信號(hào)類型有數(shù)字量輸入(DI)、數(shù)字量輸出(DO)、模擬量輸入(AI)3 種,CPU 采用主流6ES7315-2AH14-0AB0,該CPU 可處理中大容量規(guī)模程序,對(duì)二進(jìn)制和浮點(diǎn)數(shù)運(yùn)算具有較高的處理能力[5]。本次升級(jí)僅升級(jí)CPU,系統(tǒng)卡件等暫未升級(jí),系統(tǒng)配置見(jiàn)表1。
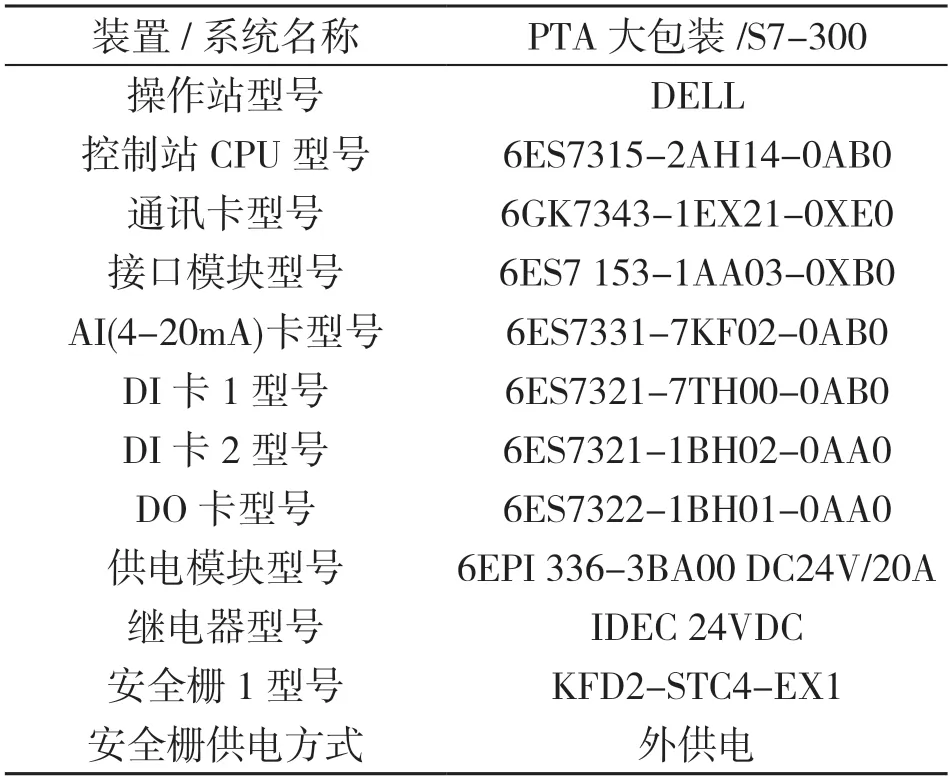
表1 系統(tǒng)配置情況
3.2 程序解讀
根據(jù)現(xiàn)場(chǎng)實(shí)際情況,與工藝確認(rèn)后,刪除1JF1601C/2JF1601A 兩臺(tái)停用設(shè)備的相關(guān)程序。
根據(jù)現(xiàn)場(chǎng)實(shí)際操作流程,編寫程序說(shuō)明。通過(guò)現(xiàn)有的工藝流程圖和維護(hù)經(jīng)驗(yàn),將涉及儀表逐點(diǎn)分類并按影響裝置生產(chǎn)的重要程度進(jìn)行定級(jí)。
采用系統(tǒng)程序編譯器上傳現(xiàn)有系統(tǒng)中的包裝程序,對(duì)程序進(jìn)行解讀,注釋每條指令,并與工藝車間核實(shí)。與工藝確認(rèn)并優(yōu)化包裝及實(shí)際操作程序,最終離線做好更新方案,編制好新程序,硬件更換完畢后下裝到PLC 系統(tǒng)中運(yùn)用,同時(shí)做好程序備份。在新操作站上對(duì)新包裝程序進(jìn)行模擬測(cè)試和優(yōu)化,確保程序與工藝實(shí)操一致。一/二線4 個(gè)料倉(cāng)在用的裝車程序一致,只是位號(hào)的不同,因此,下文以1JF-1601A(1 線A 倉(cāng)裝車程序)為例,進(jìn)行程序編輯解讀。
3.2.1 備料程序
在確認(rèn)稱重罐顯示數(shù)值及閥5、閥6 都關(guān)閉的情況下,在現(xiàn)場(chǎng)按動(dòng)“備料開(kāi)始”按鈕,此時(shí)閥4 打開(kāi),閥4 的返回信號(hào)使閥1、閥3、備料燈打開(kāi),此時(shí)開(kāi)始備料。當(dāng)稱重罐顯示值到達(dá)目標(biāo)值時(shí),現(xiàn)場(chǎng)按動(dòng)“備料停止”,閥1 首先關(guān)閉,閥1 的返回信號(hào)使閥3、閥4、備料燈關(guān)閉,同時(shí)備料停燈打開(kāi),閥2,閥8,閥9在打開(kāi)后延時(shí)15 秒關(guān)閉。備料結(jié)束。
3.2.2 下料程序
備料結(jié)束后,在閥1、閥5 都關(guān)閉的情況下,按動(dòng)現(xiàn)場(chǎng)“下料開(kāi)始”按鈕,根據(jù)稱重罐顯示數(shù)值進(jìn)行裝車,第一次下料則標(biāo)記為第一次下料,第一次下料結(jié)束,按“下料停止”,現(xiàn)場(chǎng)移動(dòng)槽車,對(duì)其第二個(gè)下料口,再次按動(dòng)現(xiàn)場(chǎng)“備料開(kāi)始”“備料停止”“下料開(kāi)始”按鈕,開(kāi)始第二次下料,結(jié)束后,按動(dòng)“下料停止”按鈕來(lái)關(guān)閉閥5、閥10,之后關(guān)閉閥6、閥7。裝車過(guò)程中下料均會(huì)打開(kāi)閥6,閥6 的返回信號(hào)使閥5、閥7、閥10、下料燈打開(kāi),此時(shí)開(kāi)始下料(與資料不同主要原因是稱重罐顯示不準(zhǔn),無(wú)法及時(shí)判斷稱重?cái)?shù)值,只能通過(guò)現(xiàn)場(chǎng)摸索值進(jìn)行裝車判斷)。
3.2.3 裝車程序
崗位人員需要將料頭下料嘴對(duì)準(zhǔn)槽車第一裝料口后,進(jìn)行裝車作業(yè),料倉(cāng)內(nèi)的PTA 粉料在重力和流化氣的作用下進(jìn)入稱重罐,再由重力和流化氣的作用下物料由稱重罐進(jìn)入槽車,期間會(huì)有兩次備料及下料,分別裝入同一槽車的不同裝料口,裝車結(jié)束后,程序復(fù)位,上述各閥、風(fēng)機(jī)關(guān)閉,下料嘴提升。
3.2.4 現(xiàn)場(chǎng)操作盤功能
現(xiàn)場(chǎng)操作功能盤有四個(gè)按鈕和一個(gè)稱重顯示盤以及一個(gè)緊急切斷按鈕,四個(gè)按鈕分別是:備料、備料停止、下料、下料停止。流程是先按備料按鈕將料倉(cāng)物料向稱重罐進(jìn)行備料,備料達(dá)到目標(biāo)值后按停止按鈕,料倉(cāng)向稱重罐備料結(jié)束,再按下料按鈕,稱重罐向槽車進(jìn)行下料,稱重顯示數(shù)值為0 時(shí),按下料停止,結(jié)束稱重罐向槽車下料。
3.3 下位程序組態(tài)
程序結(jié)構(gòu):主程序OB1 包含以下程序:FC1(1 線A 倉(cāng)裝車程序)、FC2(1 線B 倉(cāng)裝車程序)、FC3(1線C 倉(cāng)裝車程序)、FC4(2 線A 倉(cāng)裝車程序)、FC5(2線B 倉(cāng)裝車程序)、FC6(2 線C 倉(cāng)裝車程序)、FC7(數(shù)據(jù)處理程序)、OB35(循環(huán)中斷程序,未使用)、OB100(啟動(dòng)中斷程序,初始化)、SFB4(延時(shí)接通程序,未使用)。4 個(gè)倉(cāng)的裝車程序一致,只是位號(hào)的不同。
3.4 上位畫面組態(tài)
操作站由DELL OPTIPLEX 780 升級(jí)DELL T5820,該操作站同時(shí)兼容WIN10 操作軟件和WINCC 組態(tài)軟件,上位組態(tài)軟件由WINCC-6.2 升級(jí)成WINCC-7.0,同時(shí)更新操作站主機(jī)和顯示屏,原有操作站XP 系統(tǒng)升級(jí)成Win7 系統(tǒng),安裝操作系統(tǒng)軟件,安裝操作站PLC運(yùn)用軟件和流程圖操作運(yùn)用軟件,繪制流程圖,將更新系統(tǒng)內(nèi)數(shù)據(jù)上傳至操作站。
在新操作站上對(duì)新包裝程序進(jìn)行模擬測(cè)試和優(yōu)化,確保程序與工藝實(shí)操一致。
本控制系統(tǒng)有手動(dòng)及自動(dòng)兩種操作方式,下面分別對(duì)2 種操作進(jìn)行說(shuō)明。
1.自動(dòng)模式。首先選擇控制方式,在控制畫面中點(diǎn)擊“允許運(yùn)行”及“自動(dòng)”按鈕,在稱重罐不大于20T 及閥5、閥6 均關(guān)閉的情況下,在現(xiàn)場(chǎng)按動(dòng)“備料開(kāi)始”按鈕,此時(shí)閥4 打開(kāi),閥4 的返回信號(hào)使閥1、閥3、備料燈打開(kāi),此時(shí)開(kāi)始備料。當(dāng)稱重罐大于20T,閥1 首先關(guān)閉,閥1 的返回信號(hào)使閥3、閥4、備料燈關(guān)閉,同時(shí)備料停燈打開(kāi),閥2,閥8,閥9 在打開(kāi)后延時(shí)15 秒關(guān)閉(稱重罐除塵器閥(閥2)在現(xiàn)有的延時(shí)基礎(chǔ)上增加15 秒時(shí)間,降低備料過(guò)程中流化氣在稱重罐的聚集量)。備料結(jié)束。
備料結(jié)束后,在閥1、閥5 都關(guān)閉的情況下(恢復(fù)大包裝料倉(cāng)下料閥(閥1)與裝車下料閥(閥5)存在互鎖動(dòng)作,不允許單個(gè)閥門連續(xù)二次以上動(dòng)作,避免造成料倉(cāng)直通槽車罐體),按動(dòng)現(xiàn)場(chǎng)“下料開(kāi)始”按鈕,如果稱重罐此時(shí)沒(méi)有小于13T 信號(hào),則標(biāo)記為第一次下料,如果稱重罐有小于13T 信號(hào),則標(biāo)記為第二次下料。兩次下料均會(huì)打開(kāi)閥6,閥6 的返回信號(hào)使閥5、閥7、下料燈打開(kāi),此時(shí)開(kāi)始下料。第一次下料過(guò)程中出現(xiàn)小于13T 的信號(hào),則首先關(guān)閉閥5,之后關(guān)閉閥6、閥7。第一次下料結(jié)束,移動(dòng)槽車,接口對(duì)齊后,再次按動(dòng)現(xiàn)場(chǎng)“下料開(kāi)始”按鈕,開(kāi)始第二次下料,結(jié)束后,需要按動(dòng)“下料停止”按鈕來(lái)關(guān)閉閥5,之后關(guān)閉閥6、閥7。
2.手動(dòng)模式。首先選擇控制方式,在控制畫面中點(diǎn)擊“允許運(yùn)行”及“手動(dòng)”按鈕,在稱重罐不大于20T 及閥5、閥6 都關(guān)閉的情況下,在現(xiàn)場(chǎng)按動(dòng)“備料開(kāi)始”按鈕,此時(shí)閥4 打開(kāi),閥4 的返回信號(hào)使閥1、閥3、備料燈打開(kāi),此時(shí)開(kāi)始備料。操作人員在現(xiàn)場(chǎng)發(fā)現(xiàn)稱重罐大于20T,按動(dòng)“備料停止”按鈕,閥1 首先關(guān)閉,閥1 的返回信號(hào)使閥3、閥4、備料燈關(guān)閉,同時(shí)備料停燈打開(kāi),閥2,閥8,閥9 在打開(kāi)后延時(shí)15秒關(guān)閉(稱重罐除塵器閥(閥2)在現(xiàn)有的延時(shí)基礎(chǔ)上增加15 秒時(shí)間,降低備料過(guò)程中流化氣在稱重罐的聚集量)。備料結(jié)束。
備料結(jié)束后,在閥1、閥5 都關(guān)閉的情況下(恢復(fù)大包裝料倉(cāng)下料閥(閥1)與裝車下料閥(閥5)存在互鎖動(dòng)作,不允許單個(gè)閥門連續(xù)二次以上動(dòng)作,避免造成料倉(cāng)直通槽車罐體),按動(dòng)現(xiàn)場(chǎng)“下料開(kāi)始”按鈕,會(huì)打開(kāi)閥6,閥6 的返回信號(hào)使閥5、閥7、下料燈打開(kāi),此時(shí)開(kāi)始下料。操作人員在現(xiàn)場(chǎng)發(fā)現(xiàn)已經(jīng)下料13T,按動(dòng)“下料停止”按鈕,則首先關(guān)閉閥5,之后關(guān)閉閥6、閥7。第一次下料結(jié)束,移動(dòng)槽車,接口對(duì)齊后,再次按動(dòng)現(xiàn)場(chǎng)“下料開(kāi)始”按鈕,開(kāi)始第二次下料,結(jié)束后,需要按動(dòng)“下料停止”按鈕來(lái)關(guān)閉閥5,之后關(guān)閉閥6、閥7。
4 結(jié)論
通過(guò)本次PLC 系統(tǒng)升級(jí)改造,系統(tǒng)恢復(fù)了其應(yīng)有的監(jiān)控和組態(tài)功能。系統(tǒng)升級(jí)成SIEMENS 公司的6ES 7315-2AH14-0AB0;操作站升級(jí)DELL T5820 操作站,兼容WIN10 操作軟件,同時(shí)兼容WINCC 組態(tài)軟件。從PLC 控制系統(tǒng)軟硬件上進(jìn)行攻關(guān),減少或消除控制系統(tǒng)上位機(jī)和下位機(jī)故障,使系統(tǒng)性能和穩(wěn)定性大大提高。
對(duì)PLC 程序并整體優(yōu)化,依據(jù)工藝實(shí)際操作流程,破解加密程序,自編優(yōu)化程序,通過(guò)現(xiàn)場(chǎng)測(cè)試修改完善。保證裝車過(guò)程簡(jiǎn)便易操作,又能避免跑冒料的現(xiàn)象,既保證了PLC 系統(tǒng)改造的質(zhì)量及安全又保證了大包裝這一重要生產(chǎn)環(huán)節(jié)的長(zhǎng)周期穩(wěn)定運(yùn)行,降低了PLC 系統(tǒng)發(fā)生故障的頻率,提高了產(chǎn)品的生產(chǎn)效率及裝置的經(jīng)濟(jì)效益。
猜你喜歡
兒童故事畫報(bào)·發(fā)現(xiàn)號(hào)趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創(chuàng)新報(bào)(2024年23期)2024-07-12 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年文藝·我愛(ài)寫作文(2017年6期)2017-06-12 23:21:56
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
商業(yè)評(píng)論(2014年9期)2015-02-28 04:32:41