隔離座形體要素分析與注塑模結構設計
2023-03-16 09:04:50張駿紳熊利軍文根保
金屬加工(冷加工) 2023年3期
張駿紳,熊利軍,文根保
1.湖南長沙航空職業(yè)技術學院 湖南長沙 410007
2.湖北航宇精工科技有限公司 湖北襄陽 441007
3.中國航空工業(yè)航宇救生裝備有限公司 湖北襄陽 441007
1 序言
注塑模在結構設計和造型前,先要進行形體要素的可行性分析,之后再對模具的結構方案進行分析與論證,通過分析對比多個模具結構方案,找出優(yōu)化模具結構的最佳方案后,才能進行模具的設計和造型。
2 隔離座的形體要素分析
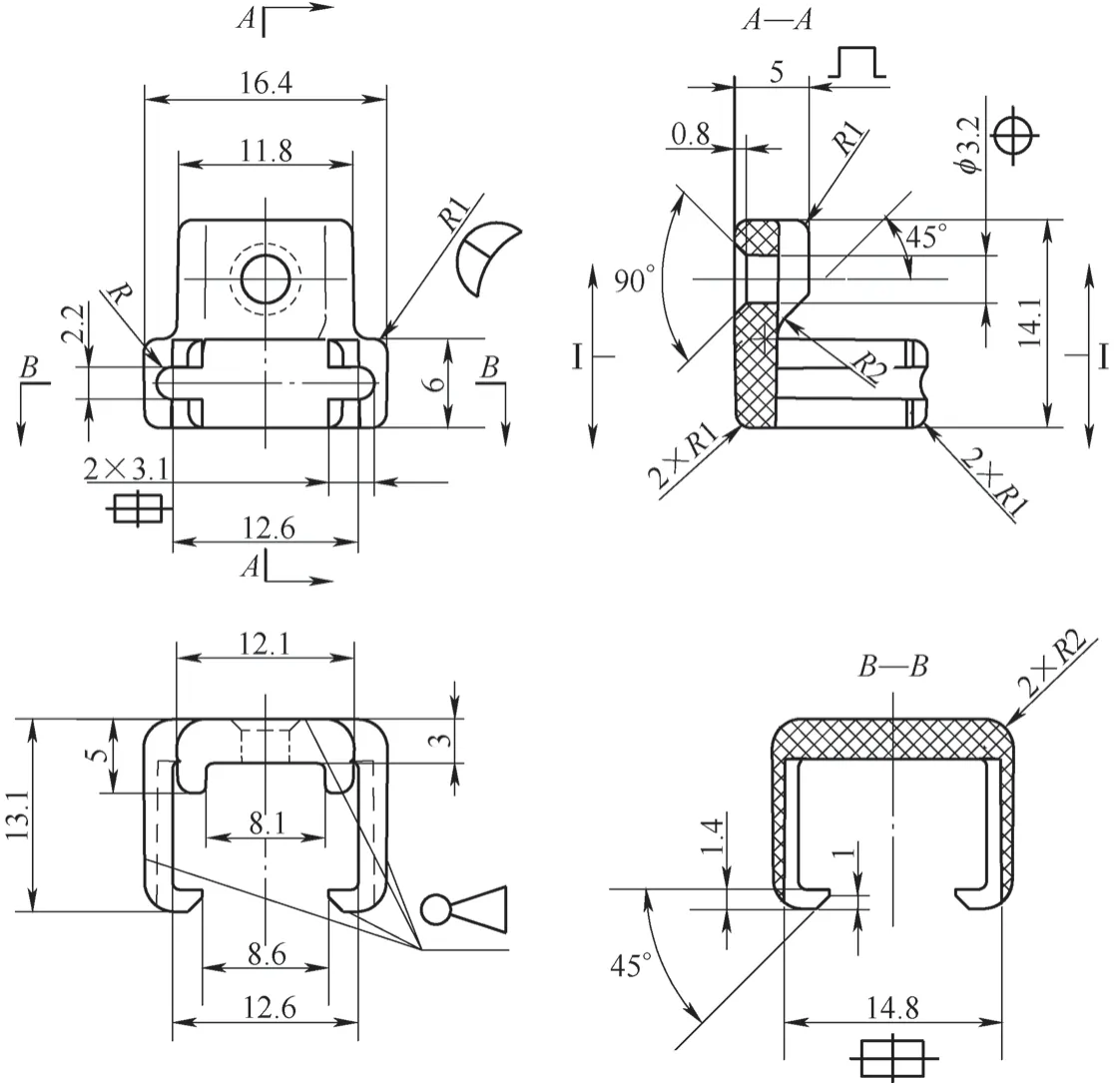
圖1 隔離座形體要素分析
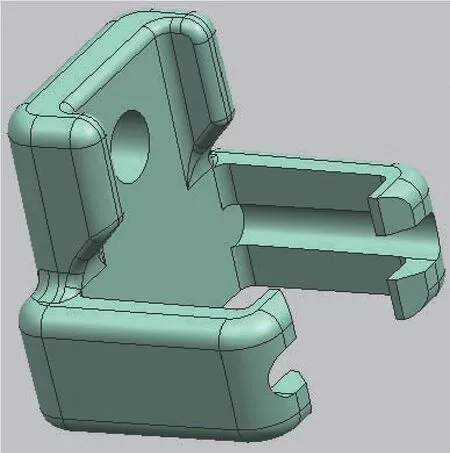
圖2 隔離座造型
由圖1 可知,隔離座在注塑模中為豎立擺放的形式,隔離座在2×R1 m m 象限點處設計分型面Ⅰ—Ⅰ。隔離座存在著垂直于開閉模方向的0.8m m×90°×0.8m m×φ3.2m m×(3-0.8)m m 的型孔要素[1],垂直于開閉模方向的兩處3.1m m×2.2m m×R2m m×12.6m m的型槽要素;平行于開閉模方向的12.6m m×(13.1-3)m m×6m m的型槽要素[2];垂直于開閉模方向的12.1mm×8.1mm×5mm×(5-3)×45°×(14.1-6)mm的凸臺要素[3];以及2×R1mm弓形高障礙體和外觀要求。
3 隔離座注塑模結構可行性方案分析
隔離座在注塑模中有平臥和豎立兩種擺放形式,便存在著2種注塑模結構方案,并隨著所選用的分型面位置的不同,產生不同的注塑模結構方案。隔離座注塑模結構方案可行性分析如圖3、圖4所示。圖3中,表示頂桿位置,表示幾何體與開閉模方向垂直,//表示幾何體與開閉模方向平行,Ⅰ—Ⅰ、Ⅰ'—Ⅰ'和Ⅰ"—Ⅰ"分別表示不同位置的分型面。
(1)隔離座注塑模結構方案一 如圖3 所示,隔離座在注塑模中為平臥擺放形式。由于0.8mm×90°×φ3.2mm×(3-0.8)mm的型孔和2×3.1mm×2.2mm×R2mm×12.6mm的型槽及12.1mm×8.1mm×5mm×(5-3)mm×45°×(14.1-6)mm的凸臺要素均平行于開閉模方向,所以型孔采用定模鑲嵌型芯,型槽和凸臺采用動模鑲嵌型芯,利用定、動模的開閉模進行隔離座模型孔的注塑、型槽和凸臺型芯的成型及復位運動。對于垂直開閉模方向12.6mm×(13.1-3)mm×6mm的復雜型槽要素,可以采用斜導柱滑塊抽芯機構實現(xiàn)隔離座復雜型槽注塑模成型的型芯抽芯和復位。該方案的頂桿處在隔離座的背面A,背面A將會產生頂桿脫模痕跡,影響外觀要求。
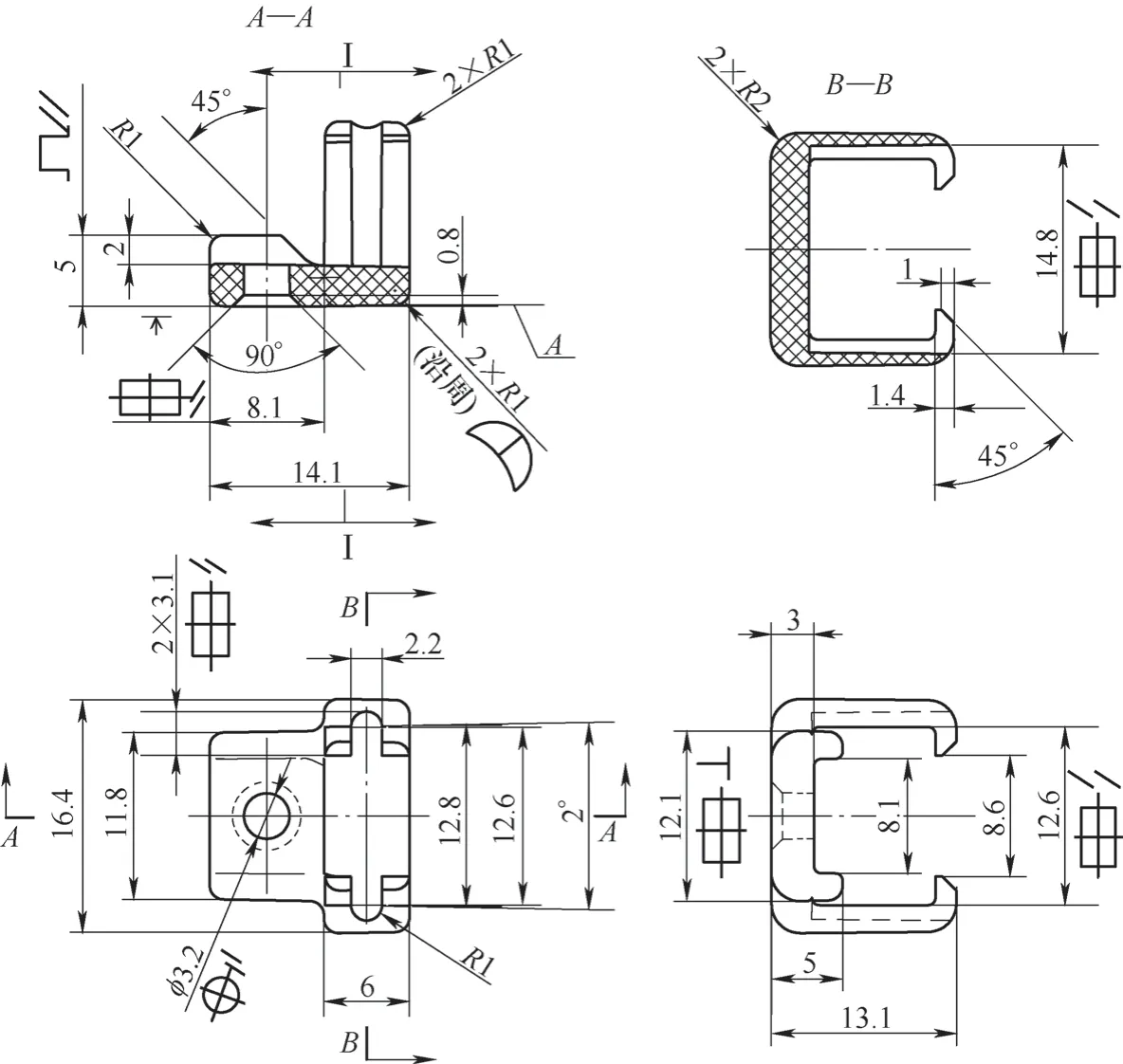
圖3 隔離座注塑模結構方案一
(2)隔離座注塑模結構方案二 如圖4所示,隔離座在注塑模中為豎立擺放形式。由于0.8m m×90°×φ3.2m m×(3-0.8)m m型孔、2×3.1mm×2.2mm×R2mm×12.6mm型槽和
12.1mm×8.1mm×5mm×(5-3)mm×45°×(14.1-6)mm的凸臺要素均垂直于開閉模方向,所以可以分別采用斜導柱滑塊抽芯機構實現(xiàn)型孔、型槽的成型和凸臺型芯的抽芯和復位。平行開閉模方向的12.6mm×(13.1-3)mm×6mm的復雜型槽要素,則可以采用動模鑲嵌型芯構件,利用定、動模的開閉模進行成型和復位。為了避讓如R1mm的弓形高障礙體要素,設計分型面Ⅰ—Ⅰ,并采用點澆口的澆注系統(tǒng)。該方案的頂桿處在隔離座的背面B。
(3)隔離座注塑模結構方案三和方案四 如圖4所示,方案三和方案四的隔離座在注塑模中均為豎立擺放形式。但分型面選取的位置不同,制訂注塑模的結構方案也不同。方案二采用分型面Ⅰ—Ⅰ,方案三采用分型面Ⅰ'—Ⅰ',方案四采用分型面Ⅰ"—Ⅰ"。方案三的分型面Ⅰ'—Ⅰ'在隔離座上端,隔離座成型面的絕大部分在動模部分。方案四的分型面Ⅰ"—Ⅰ"在隔離座下端,隔離座的絕大部分型面位于定模部分,此時斜導柱滑塊抽芯機構的斜導柱應該安裝在動模部分,滑塊和型芯應該安裝在定模部分,重疊雙型槽的抽芯機構的成型不易實現(xiàn)。
圖4 隔離座注塑模結構方案二、方案三和方案四
(4)隔離座優(yōu)化注塑模的最佳結構方案 方案一以復雜型槽進行抽芯,簡易的型孔、型槽和凸臺的型芯則采用定、動鑲嵌件成型,互為正交的型芯嵌件與復雜型槽斜導柱滑塊抽芯及復位運動同時進行,容易產生運動干涉,為了避免兩種抽芯的運動的碰撞,采用了復雜的時差抽芯,加上頂桿痕跡處在有外觀要求的A面,顯然不符合使用要求。故方案一不可行。
方案二采用鑲嵌件成型復雜型槽的型芯,鑲嵌件抽芯運動依靠頂桿的脫模運動完成。成型簡易的型孔、型槽和凸臺的型芯采用斜導柱滑塊抽芯機構。由于模具開模運動先于脫模運動,使得斜導柱滑塊抽芯先于鑲嵌件的抽芯且斜導柱滑塊復位運動晚于鑲嵌件的復位。因此,方案二是可行方案。
方案三的分型面Ⅰ'—Ⅰ'處在隔離座上端R的象限點處,隔離座成型面的絕大部分在動模部分。由于隔離座下端寬(16.4mm)、上端窄(11.8mm),隔離座無法脫模,所以為了使隔離座順利脫模,需在隔離座中心處的兩邊設置抽芯機構。該模具需要有4處抽芯機構。
方案四的分型面Ⅰ"—Ⅰ"處在隔離座下端R的象限點處,隔離座成型面的絕大部分在定模部分,導致成型的型芯深度深,會影響定模板的剛性,需要加大模板的厚度。
方案二、方案三和方案四均為可行性方案,比較三種方案,方案二需要2處抽芯,方案三要4處抽芯,方案四定模剛性差。因此,選用方案二最為可靠。
4 注塑模結構設計
隔離座注塑模結構由模架、定模部分、動模部分、成型件、澆注系統(tǒng)、冷卻系統(tǒng)、抽芯機構、脫隔離座和脫澆注系統(tǒng)的冷凝料機構、回程機構、限位和導向組件等組成。隔離座注塑模結構二維設計如圖5所示,三維造型如圖6所示。
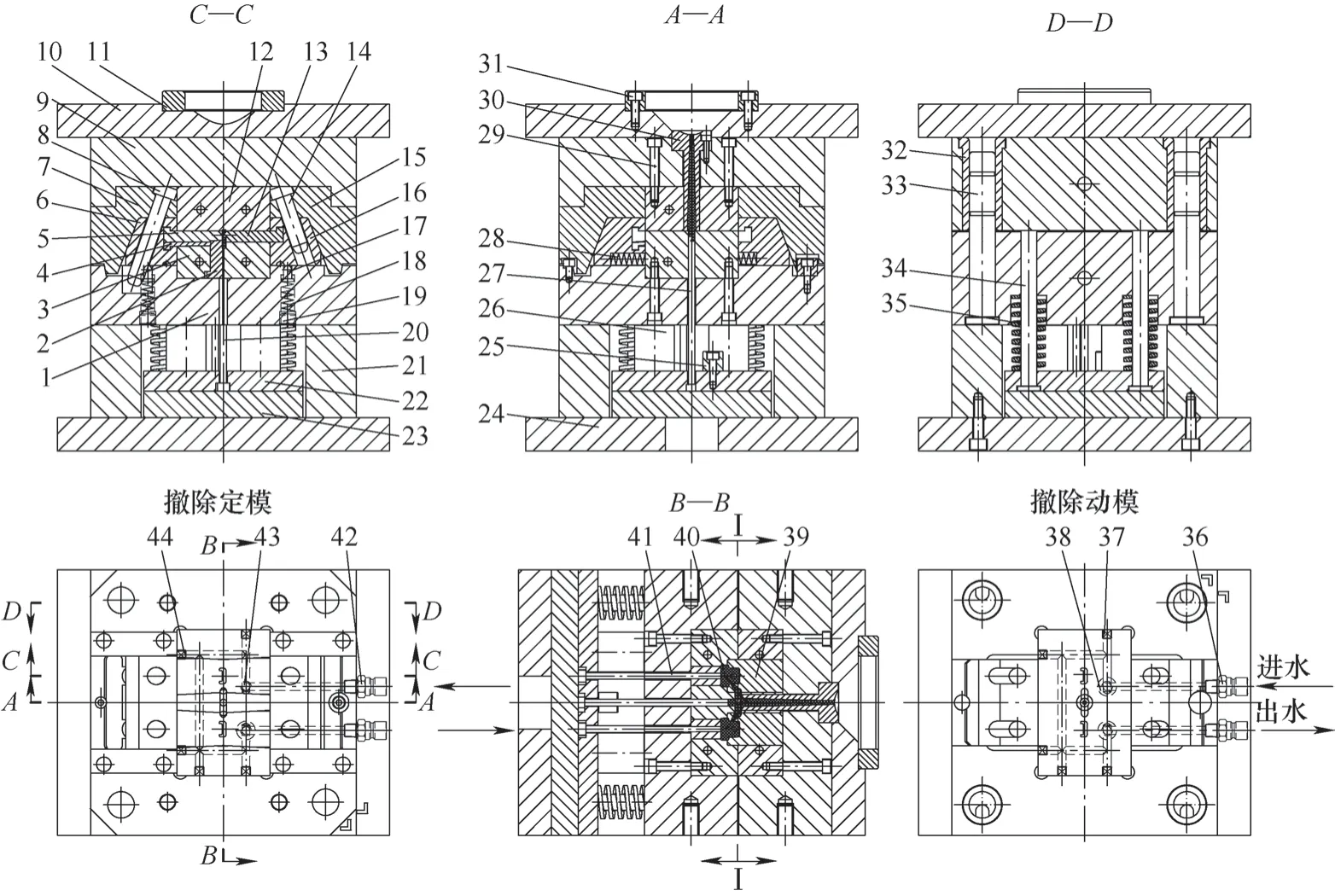
圖5 隔離座注塑模結構二維設計
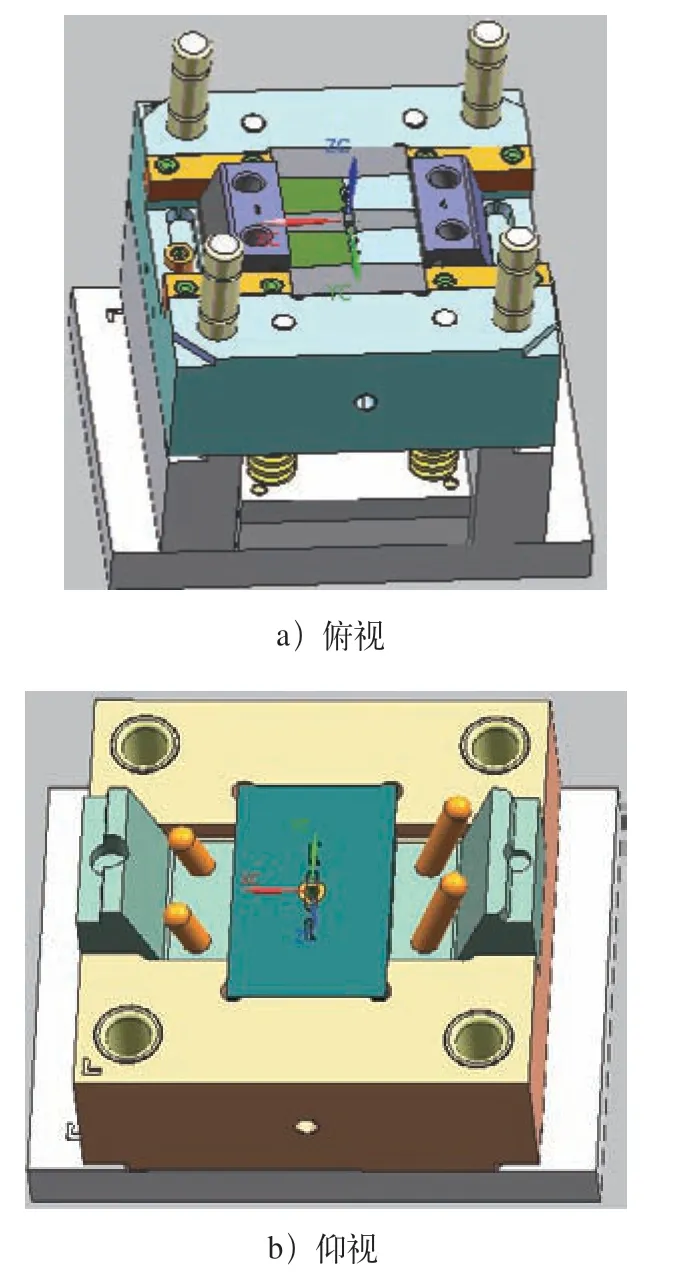
圖6 隔離座注塑模結構三維造型
(1)模架 由動模板1,定模板9,定模墊板10,定位圈11,彈簧35,頂桿20、41,模腳21,安裝板22,推件板23,底板24,推板導柱26,拉料桿27,內六角螺釘29、31,澆口套30,導套32,導柱33和回程桿34等組成。模架是整副模具零部件安裝及與注塑機連接的平臺。
(2)定模部分 由楔緊塊7、15,斜導柱8、14,定模板9,定模墊板10,定位圈11,定模型芯12,內六角螺釘29、31和澆口套30等組成。
(3)動模部分 由動模板1,動模鑲件2,動模型芯3,型孔型芯13,限位銷17,彈簧18、28、35,螺塞19、37、44,頂桿20、41,模腳21,安裝板22,推件板23,底板24,推板導柱26,內六角螺釘29、31,導套32,導柱33和回程桿34等組成。
(4)成型件 包括動模鑲件2、型槽型芯4、凸臺型芯5、定模型芯12和型孔型芯13等。由于塑料的熱脹冷縮,成型件的尺寸設計需要考慮塑料的收縮率。實際成型件的尺寸=成型件圖樣尺寸+成型件圖樣尺寸×2%。2%為30%玻璃纖維增強聚酰胺-6的平均收縮率。為了隔離座便于脫模,成型件平行脫模方向的型面必須制成1.5°~2°的脫模斜度。
(5)冷卻系統(tǒng) 包括定模板9與定模型芯12的冷卻系統(tǒng)以及動模板1與動模型芯3的冷卻系統(tǒng)。在注塑模成型加工過程中,熔融的塑料會將熱量傳遞到定模和動模部分。隨著不斷地連續(xù)加工,模具熱量的不斷積累會導致定模和動模的熱量飚升,最終過熱而失去其機械性能。
1)定模冷卻系統(tǒng)由定模板9與定模型芯12中的冷卻水通道、螺塞37、O形密封圈38和冷卻水接頭36組成。冷卻水從冷卻水接頭36進水口流入,經過定模中的冷卻水通道,從冷卻水接頭36出水口流出,將熱量帶走,起到降低模溫的作用。
2)動模冷卻系統(tǒng)由動模板1與動模鑲件2中的冷卻水通道、螺塞44、O形密封圈43和冷卻水接頭42組成。冷卻水由冷卻水接頭42進水口流入經動模中的冷卻水通道,從冷卻水接頭42出水口流出,將熱量帶走,起到降低模溫的作用。
(6)回程機構 由安裝板22、推件板23、回程桿34和彈簧35組成。該機構可以實現(xiàn)模具脫模和脫澆注系統(tǒng)冷凝料機構的復位,有利于注塑加工自動循環(huán)進行。
(7)限位構件 由限位銷17,彈簧18、28、35和螺塞19、37組成。
(8)導向構件 由4組導柱33和導套32組成。用于定、動模的定位與開閉模運動的導向。回程機構的脫模與回程運動的導向由推板導柱26保證。注塑模澆口套30的主澆道與注射機噴嘴的定位由定位圈11保證。
正確設計和制造上述各個機構、系統(tǒng)、組件和零部件,才能確保合理設計出隔離座注塑模,最終確保隔離座成型加工的合格。
5 隔離座注塑模抽芯機構的設計
隔離座注塑模抽芯機構(見圖7)由注塑模開閉模的主運動派生出抽芯和復位運動及抽芯機構的限位動作,由注射機頂桿的頂出運動派生出隔離座和澆注系統(tǒng)冷凝料的脫模與回程運動。
1)隔離座注塑模閉模狀態(tài)如圖7a所示,當定、動模閉合時,斜導柱8、14分別插入型槽型芯滑塊6和型孔型芯滑塊16的斜孔中,撥動型槽型芯滑塊6和型孔型芯滑塊16并且壓縮彈簧進行復位運動。型槽型芯滑塊6和型孔型芯滑塊16底面的半球形凹坑迫使限位銷17壓縮彈簧18,使得限位銷17退回安裝孔中,解除了限位銷17對型槽型芯墊片4、型槽型芯5、型槽型芯滑塊6、型孔型芯滑塊16和型孔型芯13的限位。
為了防止斜導柱8、14因剛性不足,在大的注射壓力和保壓力作用下,造成型槽型芯墊片4、型槽型芯5、型槽型芯滑塊6、型孔型芯13和型孔型芯滑塊16的退讓,進而影響到隔離座28的寬度,導致型孔的尺寸不符合圖樣要求,可運用楔緊塊7、15的斜面分別楔緊型槽型芯滑塊6和型孔型芯滑塊16的斜面。當隔離座28被頂出脫模,在注射機頂桿撤退后,脫模機構和回程機構在彈簧26的彈性恢復作用下開始復位。為了使防止彈簧26使用時間過長后出現(xiàn)疲勞失去彈性,導致脫模機構和回程機構無法恢復最終位置,可依靠閉模運動使定模板9推著回程桿27、安裝板22、推件板23和頂桿20精確復位。
2)隔離座注塑模開模狀態(tài)如圖7b所示,當定模開啟時,斜導柱8、14分別撥動型槽型芯滑塊6、型槽型芯5、型槽型芯墊片4、型孔型芯13和型孔型芯滑塊16產生抽芯運動。為了防止型槽型芯滑塊6和型孔型芯滑塊16在大的抽芯運動慣性作用下滑離動模板1,以及確保型槽型芯滑塊6和型孔型芯滑塊16在抽芯后斜孔的位置正好對準斜導柱14,設置了螺塞19、彈簧18和限位銷17等限位組件。當型槽型芯滑塊6和型孔型芯滑塊16底面的半球形凹坑抽芯至限位銷17位置上方時,在彈簧18的作用下限位銷17進入半球形凹坑,鎖住型槽型芯滑塊6和型孔型芯滑塊16。
3)隔離座與澆注系統(tǒng)冷凝料脫模狀態(tài)如圖7c所示,當注射機頂桿頂著安裝板22、推件板23和頂桿20移動時,可將隔離座28頂出,脫離動模鑲件2和動模型芯3。同時,也可以將澆注系統(tǒng)的冷凝料頂脫模。
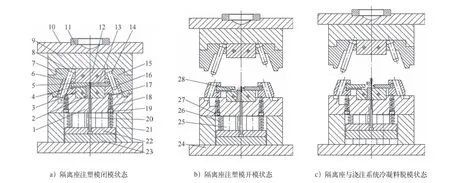
圖7 隔離座注塑模抽芯機構的設計
6 注塑件與澆注系統(tǒng)冷凝料脫模機構的設計
解決了隔離座垂直開閉模方向的型孔、型槽和凸臺的抽芯,實現(xiàn)隔離座連續(xù)自動化加工,還必須要完成澆注系統(tǒng)冷凝料的脫模。注塑件與澆注系統(tǒng)冷凝料脫模機構的設計如圖8所示。
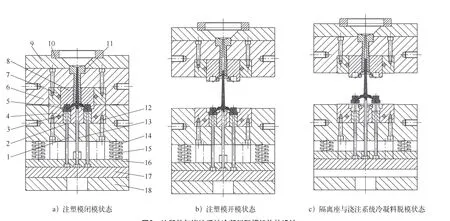
圖8 注塑件與澆注系統(tǒng)冷凝料脫模機構的設計
1)注塑模閉模狀態(tài)如圖8a所示,當定、動模閉合時,熔融塑料的料流通過注射機噴嘴進入澆口套11的主流道,再進入動模型芯4和定模型芯8之間的分流道與潛伏式點澆口,最后進入模腔,通過澆注系統(tǒng)冷凝料冷卻成型隔離座5。當注射機頂桿撤回后,彈簧14的彈力恢復,推動安裝板16、推件板17、頂桿2和拉料桿13復位,實現(xiàn)隔離座5的循環(huán)自動注塑加工。
2)注塑模開模狀態(tài)如圖8b所示,當定、動模開啟時,澆口套中主流道的冷凝料被拉料桿13的Z字形鉤拉脫模。
3)隔離座與澆注系統(tǒng)冷凝料脫模狀態(tài)如圖8c所示,當注射機頂桿推著安裝板16、推件板17、頂桿2和拉料桿13做脫模運動時,主流道、分流道和潛伏式點澆口及隔離座5分別被頂桿2和拉料桿13頂拉脫模。
7 結束語
分析和論證注塑模結構方案的可行性,方案一會產生運動干涉,需要時差抽芯;方案二只需要2處抽芯;方案三需要4處抽芯;方案四定模剛性差。相較之下方案二為最佳方案。選用方案二進行注塑模結構的設計和造型,有助于確保注塑模結構設計的正確性,避免造成模具非必要的復雜結構,甚至造型失敗。
