基于多針距隔針技術全成形自帶領插肩款的工藝設計
2023-03-18 04:35:10王新泉董紅生
國際紡織導報 2023年5期
關鍵詞:編織
王新泉 董紅生
內蒙古鹿王羊絨有限公司 技術中心(中國)
紡織行業是一個勞動密集型產業,而隨著中國人口老齡化問題越來越嚴重,從事紡織產業的年輕人越來越少,紡織行業面臨的招工難、生產難等問題一直困擾著企業管理人員。紡織行業要想降低成本,就必須有所創新,向管理要效益、向技術要效益,向科技要效益。目前,全成形(wholegarment)產品(也稱天衣無縫或一線成衣產品)是針織行業內一個高頻率詞匯,常描述為“一根紗線進去、一件成衣出來”產品,全成形產品以其無縫制、無套合、節省多道工序、編織效率高、生產時間減少、制作成本低等特點而廣受業內人士青睞。目前市場中的全成形產品生產大都以日本島精公司生產的四針板或五針板全成形電腦橫機及其設計軟件為主要編織設備,但這種設備價格昂貴,是普通雙針板電腦橫機的4~5倍,大部分生產企業還是以雙針板普通電腦橫機為主要生產設備。本文基于全成形無縫制產品的設計思路[1],通過分析隔針技術的編織原理,繪制線圈結構圖和編織意匠圖,在多針距雙針板電腦橫機上開發了全成形插肩款產品。所編產品具有合體、柔軟、舒適、伸展自如、無需套合縫制、一次成形等特點,該工藝的研究具有一定的可實現性。
1 多針距技術概述
多針距技術也稱為變針距技術,是電腦橫機的一種新型編織技術,即在一臺特定機號的電腦橫機設備上實現編織不同針距效果產品的技術。
1.1 設備特點
多針距電腦橫機設備相對于普通電腦橫機主要是織針有較大差別,圖1a)為12針/(2.54 cm)(12針/英寸)電腦橫機普通織針,它的針鉤直徑為1 mm;而圖1b)為12針/(2.54 cm)(12針/英寸)電腦橫機多針距織針,它的針鉤直徑為2 mm。針鉤越小,握持紗線越少,編織的產品越細膩;針鉤越大,握持紗線越多,編織的產品越粗獷,針鉤大小是決定產品粗細風格的關鍵因素。此外,導紗器位置的梭嘴眼是紗線經過的通道,影響紗線喂入的順利程度。
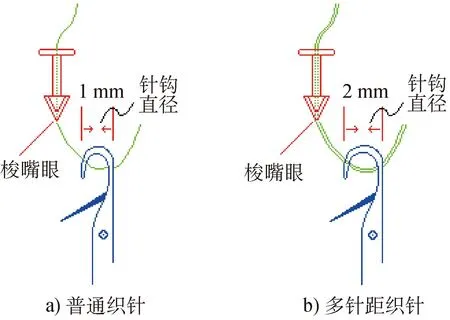
圖1 普通織針和多針距織針
1.2 編織原理
多針距編織原理是在12針/(2.54 cm)的電腦橫機上,裝配了7針針號的織針針鉤,能夠鉤取或握持多根紗線,并順利成圈,再采用1空1隔針成圈的編織形式。如圖2所示,當前針板奇數1列編織成圈、偶數2列不編織拉浮線;后針板偶數2列編織成圈、奇數1列不編織拉浮線,前后針板輪回編織,即可編織出7針粗針型效果的圓筒空氣層緯平針織物面料,它是由成圈與浮線相互連接串套而成的。[2]

圖2 隔針線圈結構
1.3 設計要點
采用多針距隔針技術編織,對于款式成形收、放針工藝和絞花類變化組織結構等要求,可以借助前、后針板相對針位的空針進行目標線圈間的相互翻針和線圈移位動作,完成組織結構設計和實現成形工藝。
2 插肩款工藝研究
采用多針距隔針技術研究開發一款全成形半袖插肩款自帶領工藝。
2.1 參數選擇
原料選擇:選用長度28~33 mm、細度15.5 μm左右、短絨率16%以下的100%純羊絨紗線;紗線線密度為38.5 tex x 2(26 s/2 x 2)。
設計密度:成品橫密為32針/(10 cm),成品縱密為26行/(10 cm)。
橫機參數:
設計系統: APEX3或SDS-ONE
機器: 日本島精SIG123SV型多針距電腦橫機
機號: 12針/(25.4 mm)
系統: 3系統
針板: 前后相向2塊針板
針板幅寬: 1.2 m
織針型號: 7針大針鉤
導紗器數量: 5把(2把廢紗+3把絨紗)
2.2 款式效果設計
本設計的半袖插肩款式效果如圖3所示。這是前片帶有絞花的一個基本款,大身側縫和袖子側縫都沒有縫跡,下擺和袖口為自起底模式;[3]前后板線圈采用輪回編織至領部位置時,后領部正常編織,前領部為停針休止編織,從而形成有前領深高度的自帶領。
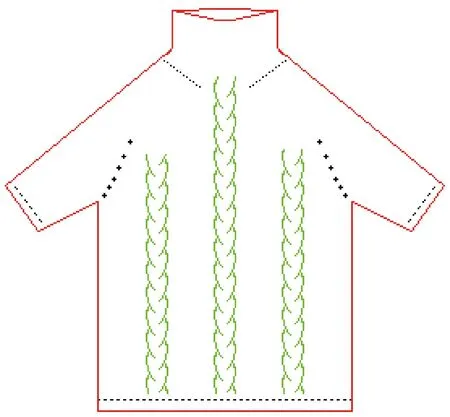
圖3 半袖插肩款式效果
2.3 款式結構示意
插肩款分部位結構示意如圖4所示。由圖4可知,成衣主要由A、B上下兩部分構成,從底邊到腋下為大身部分A,從腋下到領頂為掛肩和領部部分B。為了能夠與半袖位置相連,起底時,左邊帶入1號廢紗導紗器編織,右邊帶入2號廢紗導紗器編織,中間帶入3號絨紗導紗器編織大身,3號絨紗導紗器前板需借助相對針板的空針編織絞花組織結構a,反復進行前后板線圈順序循環,編織出無連接的單片圓筒空氣層結構;待編織到半袖絨紗起口位置時,左邊1號廢紗導紗器和右邊2號廢紗導紗器同時退出編織區域,不參加編織;同時,左邊帶入4號絨紗導紗器編織左袖,右邊帶入5號絨紗導紗器編織右袖,4、5號絨紗導紗器與中間3號絨紗導紗器共同編織左、右袖和大身部分,完成A部分編織。待到左、右袖和大身需要合為一體編織時,如圖4中b位置所示,左、右袖掛肩位置的線圈需要借助相對針板的空針針位轉移,完成前、后板線圈分別減針的工藝設計,構成插肩袖款式。A、B部分合并后,B部分位置僅使用3號絨紗導紗器編織,左袖4號絨紗導紗器和右袖5號絨紗導紗器同時退出編織區域,不參加編織。繼續編織到達領部位置,如圖4中c位置所示,后片領部正常編織新線圈,而前片領部停針、休止編織,線圈逐漸退出編織狀態,待領深尺寸達到工藝要求后,再將停針、休止的原始線圈繼續進行起針編織新線圈,滿足領部符合人體工學設計的需求。
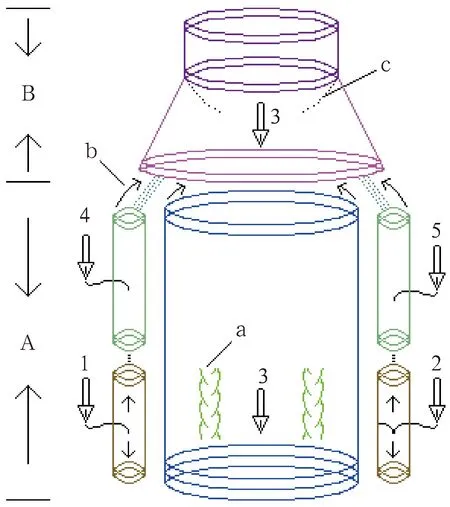
A—大身直搖部分; B—掛肩以上部分;a—絞花組織結構; b—袖身合并; c—領深; 數字—導紗器號碼。圖4 插肩款分部結構示意
2.4 編織行進軌跡
為了提高編織效率、減少機頭空跑過程,本設計選用3系統電腦橫機進行編織。[4]編織行進軌跡如圖5所示,當機頭帶導紗器由左向右編織前板線圈時,系統S1帶2(5)號導紗器編織、系統S2帶3號導紗器編織、系統S3帶1(4)號導紗器編織;當機頭帶導紗器由右向左編織后板線圈時,系統S1帶1(4)號導紗器編織、系統S2帶3號導紗器編織、系統S3帶2(5)號導紗器編織,機頭每往返一個過程,即完成一行前板和一行后板線圈的編織。

S1—系統1、S2—系統2、S3—系統3圖5 編織行進軌跡
2.5 基底組織設計
基底組織結構是編織多針距產品的基礎,如圖6所示,采用1空1隔針出針,輪回編織前后板線圈,即可編織出圓筒狀空氣層基底組織結構,圖6a)為隔針編織線圈平視圖,由前板①的方向位置引進紗線,第1、3、5……奇數針出針編織新線圈,前板第2、4、6……偶數針則不出針、不編織、拉浮線,僅紗線從織針上通過;當后板②的方向位置引出紗線,第2、4、6……偶數針出針編織新線圈,后板第1、3、5……奇數針則不出針、不編織、拉浮線,僅紗線從織針上通過,前后板輪回編織新線圈。前、后板織針按照針對針出針,即前板出針時、后板不出針;或后板出針時、前板不出針,這樣,采用多針距隔針技術編織的圓筒狀空氣層結構與正常針距編織的結構外觀效果無明顯差異,圖6b)為隔針編織線圈意匠圖。[5-6]

圖6 基底組織設計
2.6 絞花組織設計
借助相對針板的空針針位進行絞花線圈的翻針交叉動作,達到絞花組織的設計效果。圖7以2針壓2針絞花、方向為右壓左為例說明絞花組織的編織工藝,搖床錯板針數為偶數針,且搖床錯板針數應為絞花針數的倍數。前板絞花時,首先,將絞花交叉的前板線圈翻針到后板空針針位上,此時,前板絞花針位為空。其次,右面后板的線圈向左搖4個針位后翻針到前板對應左面的針位上。最后,再將左面后板的線圈向右搖4個針位后翻針到前板對應右面的針位上,完成前板右面和左面線圈的交叉互換;后板絞花原理與前板的完全相同,僅翻針搖床方向相反。由此即可達到前板和后板線圈分別絞花的目的,且前后板線圈相互間無粘連。[7]

P—搖床針數; R—線圈向右; L—線圈向左; ↑—前板線圈翻針到后板;↓—后板線圈翻針到前板; —前板線圈向左到后板; —前板線圈向右到后板;—后板線圈向右到前板; —后板線圈向左到前板。圖7 絞花組織意匠圖
2.7 袖身合并結構
左、右袖與大身合并線圈結構如圖8所示,由D、E、F 3個區域構成左、右袖和大身結構,其中D區域帶4號導紗器編織左袖部位,E區域帶3號導紗器編織大身部位,F區域帶5號導紗器編織右袖部位,3把導紗器分別單獨編織身袖的對應區域,區域與區域間為開口狀態,無連接,如圖8中的a1;當編織到腋下掛肩位置時,左袖和右袖與中間大身合并,左袖D區域4號導紗器和右袖F區域5號導紗器退出編織,僅使用3號導紗器將D、F區域的線圈通織合并,再按照工藝要求,將掛肩前后板線圈整體減針到大身E區域位置,形成墮套組織,如圖8中的b1,由此形成的結構符合袖山和掛肩曲線尺寸,且貼合人體。[8]

圖8 袖身合并線圈結構
2.8 掛肩減針動作
按照掛肩和袖山尺寸要求,進行減針工藝設計,即借助相對針板的空針針位分別進行前后板線圈減針動作。圖9為掛肩減針意匠圖。首先編織前后板基底組織線圈,然后將前板減針線圈翻針到后板空針針位上,后板向右移動2個針位后,再將后板線圈翻回到前板,完成前板線圈減針動作;同理,將后板減針線圈翻針到前板空針針位上,后板向左移動2個針位后,再將前板線圈翻回到后板,完成后板線圈減針動作,分別形成有前后板線圈的墮套線圈,如圖9中X位置所示,針板移動2個針位,前后板線圈分別被減掉1針,如圖9中Y位置所示。

P—搖床針數; R—線圈向右; ↑—前板線圈翻針到后板;↓—后板線圈翻針到前板; —前板線圈向右到后板; —后板線圈向右到前板; X—墮套線圈; Y—減掉線圈。圖9 掛肩減針意匠圖
2.9 前領深休止設計
休止設計也稱為局部設計,是由電腦橫機特有的選針系統來完成的,可以根據需要選擇每一根織針,在一行上可以同時進行成圈、集圈、不織等編織方式。[9-10]圖10所示為前領深休止線圈結構,休止設計只針對前板線圈,如圖10中O位置所示;后板線圈正常編織,前領深采取由中間向兩側逐漸休止編織方式,如圖10中S位置所示,前領深線圈逐漸減少,休止的行數決定了領深的深淺程度。由于前板線圈掛在織針上逐漸退出編織,會形成孔眼,影響產品外觀質量,故采取邊緣1針的集圈吊目組織,如圖10中T位置所示。集圈吊目能夠起到新線圈與舊線圈的銜接作用,彌補孔眼造成的外觀問題,編織完成后,再以前、后板線圈繼續編織結束領部。

圖10 前領深休止線圈結構
前領深編織順序:初始點帶導紗器由左向右行進,按照后板線圈→前板線圈(右)→前板線圈(右)→后板線圈→前板線圈(左)→前板線圈(左)的順序規律循環,即可編織出“后高前低”帶有前領深高度的領部工藝結構,達到所要求的領深尺寸。
2.10 實物展示
圖11為本設計的全成形插肩款編織實物縮小版照片,所編產品柔軟舒適、成形無縫,生產效率高、成本低,且能夠帶有常規組織結構。

圖11 本設計的全成形插肩款編織實物
3 結語
本文采用多針距隔針技術開發了一款全成形自帶領插肩款產品的工藝,具有一定的可實現性,說明全成形毛衫并不是必須使用專用設備才可編織,采取隔針技術也能達到全成形無縫產品生產的目的,但是對于一些細節部位工藝的實現上,還需要進一步研究、探討,循序漸進、不斷完善,改進工藝方案和設計思路,以最終滿足和符合產品實用性為目標,不斷地創新與學習,以引領行業技術的進步和發展。希望本研究成果能對進一步的科學研究和生產實踐有所幫助。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
保健與生活(2022年7期)2022-04-08 21:33:36
現代裝飾(2020年11期)2020-11-27 01:47:36
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
啟蒙(3-7歲)(2019年5期)2019-06-27 07:24:54
家庭影院技術(2018年4期)2018-05-09 07:07:54
Coco薇(2017年7期)2017-07-21 07:16:04
創新作文(小學版)(2017年33期)2017-04-04 02:02:20