聚酯紗線上染工藝參數研究
2023-03-18 04:35:12尹思一詹建朝
國際紡織導報 2023年5期
尹思一 詹建朝
嘉興學院 材料與紡織工程學院(中國)
染色是織物生產加工中比較重要的環節,聚酯纖維的商品名是滌綸,它產量巨大,是在中國乃至世界普通合成纖維產量中排列第一的纖維[1-2]。隨著國家經濟蓬勃發展,從市場角度看,人們對于個性化的需求越來越多,對于織物染色的需求也越來越多樣化,個性化、小批量生產將會在未來占據一定地位;從環境的角度來看,近年來人們對環境安全問題越發重視,因此聚酯環保染色已成為目前熱議的話題,國家、政府也愈發重視環保這個問題[3-4]。目前對于聚酯的染色,大多都是對聚酯織物或聚酯混紡織物進行上染,有關聚酯單紗線上染尚未見相關報告。本文介紹了一種新的聚酯上染工藝,達到了節能減排的效果,可為后續市場產品的開發提供一些參考。
本文使用染烘一體裝置[5],紗線自下而上運動,染液自上而下沿著紗線滑落,通過調節相應的工藝參數,可做到精準供液,確保紗線的上染;沿紗線滑落的染液滴入最底下的燒杯中,可回收再利用,減少了染液的浪費,沒有污染;2個加熱裝置可快速烘干紗線中多余的水分,耗能較少,最終可達到高質量上染聚酯紗線的效果。
1 試驗
1.1 試驗儀器
電子分析天平(賽多利斯科學儀器有限公司):對染料和所需上染助劑進行質量稱取;紗線上染裝置: 對紗線進行上染; 鼓風烘燥箱(上海天成呈儀器有限公司):對上染后紗線進行干燥; 臺式色彩檢測儀(美國德踏顏):測試紗線的K/S值[色料吸收系數(K)和色料散射系數(S)的比值]和Lab值[L(lightness,亮度)表示明亮度,為0~100,0表示黑色,100表示白色;a(redness,紅色度)表示的是從紅色至綠色的范圍,100為紅色,-80為綠色;b(yellowness,黃色度)表示從黃色至藍色的范圍,100為黃色,-80 為藍色];萬能材料拉力機(深圳三思縱橫科技股份有限公司):測試紗線的拉伸斷裂強力。
1.2 材料
聚酯紗線[線密度為16.67 tex(150 D/72 F),杭州中麗化纖有限公司],分散染料(藍,上海安諾其集團股份有限公司),磷酸二氫銨、冰醋酸(中國杭州化學試劑有限公司)和滲透劑(浙江上虞市榮欣助劑公司)。
1.3 試驗方法
1.3.1 染液配制
稱取一定質量的分散藍染料和磷酸二氫銨,與水充分混合后配置成一定濃度的染液,并加入滲透劑脂肪醇聚氧乙烯醚(JFC),再通過冰醋酸調節pH值,室溫條件下攪拌染液,至充分混合后進行上機染色。
1.3.2 工藝流程
本試驗采用的工藝流程為退紗、單紗上染、單紗烘干、管紗卷繞、管紗焙烘、管紗水洗和管紗烘干。調節不同的工藝參數,探究不同的染液質量分數、焙烘溫度、焙烘時間等一系列工藝參數對所上染紗線的影響,綜合選擇較優的一組工藝參數。
1.3.3 性能測定
為了比較不同紗線的上染效果,測試不同參數的K/S、Lab值,將紗線密集卷繞在黑卡紙上,黑卡紙尺寸為 10 cm×10 cm,紗線需卷繞至完全遮擋住黑卡紙,采用臺式色彩檢測儀進行測試,導出相應的K/S值和Lab值。為了更好地比較紗線染色后的強力,測試了聚酯紗線上染前、后的斷裂拉伸強力。采用萬能材料拉力機,對采用不同工藝參數(染液質量分數、焙烘溫度及焙烘時間)加工的聚酯紗線進行拉伸斷裂測試,每組測試5個試樣,并導出數據進行分析。
2 染色工藝參數對染色性能的影響
2.1 染液質量分數
控制焙烘溫度為130 ℃,焙烘時間30 min 不變,改變染液的質量分數,染色后紗線的上染效果如圖 1所示,可見染液質量分數為0.2%時,紗線的上染顏色較淺,且存在明顯的上染不勻現象;染液質量分數為0.6%時,上染顏色雖仍較淺,但是上染的不勻現象明顯改善;后續隨著染液質量分數的提高,聚酯紗線的上染顏色加深,上染紗線的效果越好。

圖1 采用不同染液質量分數上染聚酯紗線的紗線照片
不同質量分數染液上染的聚酯紗線的Lab值的數據如表1所示。分析可知,隨著染液質量分數的增加,L逐漸減小,說明上染紗線的亮度逐漸變暗,顏色逐漸加深;不同質量分數染液上染紗線的a均小于0,說明上染后紗線偏綠;b小于0,說明上染后紗線偏藍。
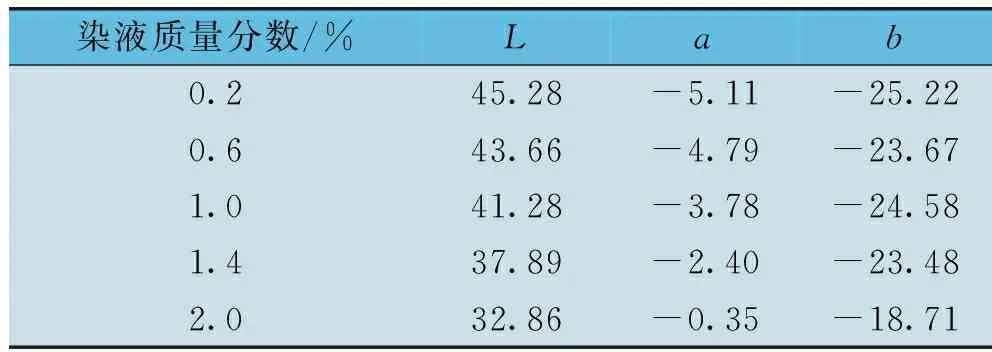
表1 不同質量分數染液上染的聚酯紗線的 Lab值
采用不同質量分數染液的聚酯纖維的K/S曲線如圖 2所示。由圖2可知,隨著染液質量分數的加大,K/S的峰值逐漸增大,上染的聚酯紗線顏色越深,上染效果越好。

圖2 不同染液質量分數對染色性能的影響
不同染液質量分數上染的聚酯紗線的拉伸斷裂性能如圖 3所示。由圖3可知,原紗(未上染紗線)的拉伸斷裂強力最高,隨著染液質量分數的增加,紗線的斷裂拉伸強力呈略微下降趨勢,說明上染聚酯紗線的染液質量分數會對聚酯紗線的力學性能造成一定的破壞,且染液質量分數越高,破壞程度越明顯。
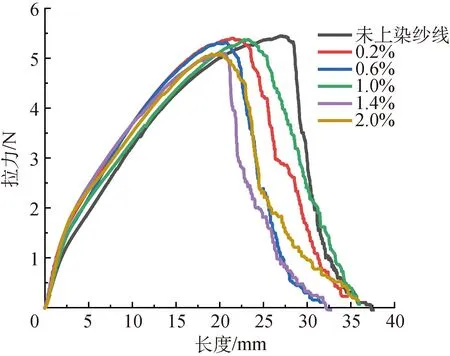
圖3 不同染液質量分數上染的聚酯紗線的拉伸斷裂曲線
可見,在其他工藝參數保持不變的條件下,分析不同染液質量分數上染的聚酯紗線的照片圖、K/S曲線及相應的Lab值可知,染液的質量分數越高,上染顏色越深,聚酯紗線的上染效果越好;染液的質量分數會對紗線力學性能造成一定的破壞,但拉伸斷裂強力僅略有下降,影響并不顯著。綜上所述,本研究中較佳的染液質量分數為 2.0%。
2.2 焙烘溫度
控制染液的質量分數為1.0 %、焙烘時間為10 min,改變焙烘溫度進行試驗。圖4為不同焙烘溫度下上染的聚酯紗線的照片,可見在焙烘溫度為120 ℃時,上染的聚酯紗線呈紫色,焙烘溫度為130~160 ℃時紗線呈藍色,且隨著焙烘溫度的上升,上染顏色逐漸加深。

圖4 不同焙烘溫度上染的聚酯紗線的照片
不同焙烘溫度上染的聚酯紗線的Lab值如表2所示。由表2可知:隨著焙烘溫度的增加,L逐漸減小,上染的顏色逐漸加深;焙烘溫度為 120、150及160 ℃時,a>0,紗線偏紅色,且焙烘溫度為120 ℃時最為明顯;焙烘溫度為 130和140 ℃時,a<0,紗線偏綠色;所有焙烘溫度下,b<0,說明紗線均偏藍。
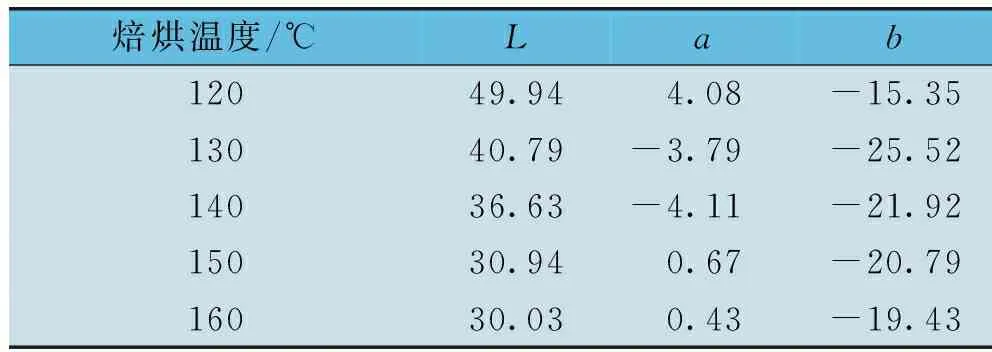
表2 不同焙烘溫度上染的聚酯紗線的Lab 值
由圖 5可知,在其他工藝參數均不改變的前提下,聚酯紗線會隨著焙烘溫度的上升上染效果增強,且焙烘溫度在120與130 ℃呈現變化趨勢不同,說明在120 ℃和130 ℃上染紗線的顏色發生顯著變化。

圖5 不同焙烘溫度上染的聚酯紗線的K/S 圖
不同焙烘溫度上染的聚酯紗線的拉伸斷裂曲線如圖6所示,可見紗線的焙烘溫度會影響聚酯紗線的力學性能,但并不顯著,聚酯紗線的拉伸斷裂強力保持相對平穩。

圖6 不同焙烘溫度上染的聚酯紗線的拉伸斷裂曲線
在其他工藝參數保持不變,分析不同焙烘溫度上染的聚酯紗線的照片圖、Lab值及相應的K/S曲線可知:分散染料在高于120 ℃ 時上染的聚酯紗線變化趨勢與其他焙烘溫度不同,說明120 ℃與130~160 ℃焙烘溫度下的上染顏色具有顯著區別,其上染顏色紅色加深,呈現紫色,焙烘溫度為150和160 ℃時,聚酯紗線的顏色偏紅;隨著焙烘溫度的上升,上染效果更為明顯,上染顏色也越深;焙烘溫度為120~160 ℃時,對紗線的力學性能影響并不顯著。綜上所述,本研究較佳的焙烘溫度為160 ℃。
2.3 焙烘時間
選擇染液的質量分數為1.0%,焙烘溫度為130 ℃不變,改變焙烘時間進行試驗。圖7為不同焙烘時間下上染聚酯紗線的照片,可見隨著焙烘時間的增加,紗線的上染顏色逐漸加深,上染效果越好。

圖7 不同焙烘時間上染的聚酯紗線的照片
不同焙烘時間上染的聚酯紗線的Lab值如表3所示。由表3分析可知:隨著焙烘時間的增加,L逐漸減小,說明紗線上染亮度逐漸變暗,顏色逐漸加深;不同焙烘時間下,a<0,說明上染的聚酯紗線均偏綠色;b<0,說明樣品均偏藍。

表3 不同焙烘時間上染的聚酯紗線的Lab 值
由圖 8可知,在其他工藝參數均不改變的前提下,聚酯紗線的上染效果會隨著焙烘時間增加,K/S值的峰值逐漸增大,上染的聚酯紗線顏色越深,上染效果增強。

圖8 不同焙烘時間時上染的聚酯紗線的K/S圖

圖9 不同焙烘時間上染的聚酯紗線的拉伸斷裂曲線圖
可見,在其他工藝參數不變時,根據聚酯紗線的照片圖、Lab值及相應的K/S曲線可知,焙烘時間越長,上染的顏色越深,上染效果越好。綜上所述,本研究中較佳的焙烘時間為40 min。
在其他工藝參數不變時,根據不同焙烘時間上染的聚酯紗線的照片圖、Lab值及相應的K/S曲線分析可知:焙烘時間越長,上染的顏色越深,上染效果越好。焙烘時間會對上染紗線的力學性能造成一定的破壞,但紗線的拉伸斷裂強力只略微下降,對其的影響并不顯著。綜上所述,在焙烘時間工藝參數探究中,較佳的焙烘時間為 40 min。
3 結論
通過試驗及測試,獲得的上染聚酯紗線較佳的工藝參數為:染液質量分數為 2.0%,焙烘溫度為160 ℃,焙烘時間為 40 min。在此工藝條件下上染的聚酯紗線的上染顏色較深,上染紗線的染色均勻性良好,力學性能也相對較好。但是由于試驗時間有限,對聚酯紗線上染工藝的研究并未進一步深入,只是簡單地確定了一些參數范圍,有待后續進一步討論與研究,以實現精準供液、節能減排和高質量染色的目的。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03