鋼板在線自動(dòng)測(cè)長(zhǎng)系統(tǒng)在中厚板廠熱分段剪的研究與應(yīng)用
2023-04-29 00:44:03李嘉沛
冶金信息導(dǎo)刊 2023年3期
李嘉沛
摘 要:簡(jiǎn)要論述中厚板廠鋼板自動(dòng)測(cè)長(zhǎng)系統(tǒng),可以實(shí)現(xiàn)自動(dòng)精準(zhǔn)定位和剪切,提高中厚板產(chǎn)線的生產(chǎn)效率和產(chǎn)品成材率,降低人力成本,提升產(chǎn)線的自動(dòng)化、智能化水平。
關(guān)鍵詞:熱分段剪;自動(dòng)測(cè)長(zhǎng);中厚板
RESEARCH AND APPLICATION OF ONLINE AUTOMATIC LENGTH MEASUREMENT SYSTEM FOR STEEL PLATE IN HOT SEGMENTED SHEARING OF MEDIUM AND HEAVY PLATE PLANT
Li Jiapei
(Shandong Iron and Steel Group Rizhao Co., Ltd.? ? Rizhao? ? 276800,China)
Abstract:This article briefly discusses the automatic length measurement system for steel plates in the medium and thick plate factory, which can achieve automatic and precise positioning and cutting, improve the production efficiency and product yield of the medium and thick plate production line, reduce labor costs, and enhance the automation and intelligence level of the production line.
Key words:hot segmented shear;automatic length measurement;mid-thick plates
0? ? 前? ? 言
中厚板檢測(cè)指標(biāo)一般包括頭尾輪廓、板寬、板厚、板長(zhǎng)等參數(shù),之前主要是依靠人工接觸性檢測(cè),但依靠人工檢測(cè)這些指標(biāo)不僅難度大、危險(xiǎn)系數(shù)高,而且操作復(fù)雜、精度難以保證。目前,非接觸式檢測(cè)設(shè)備比較成熟,在國(guó)內(nèi)各大中厚板生產(chǎn)公司均有使用,效果較好。測(cè)量方法總體上分為接觸式和非接觸式,接觸式主要有測(cè)量輥+編碼器一種,非接觸式包括射線測(cè)量、激光三角測(cè)量、攝影測(cè)量、激光多普勒測(cè)速等幾種。不同的測(cè)量技術(shù),其原理也千差萬(wàn)別,相應(yīng)設(shè)備的適用環(huán)境、使用效果也有差別[2]。隨著光電技術(shù)、微電子和計(jì)算機(jī)技術(shù)的快速發(fā)展,以激光掃描儀等為代表的新型傳感器使非接觸式尺寸測(cè)量進(jìn)入到一個(gè)全新的階段,應(yīng)用和發(fā)展前景廣闊[1]。
1? ? 系統(tǒng)簡(jiǎn)介
1.1? ? 激光三角法測(cè)量原理
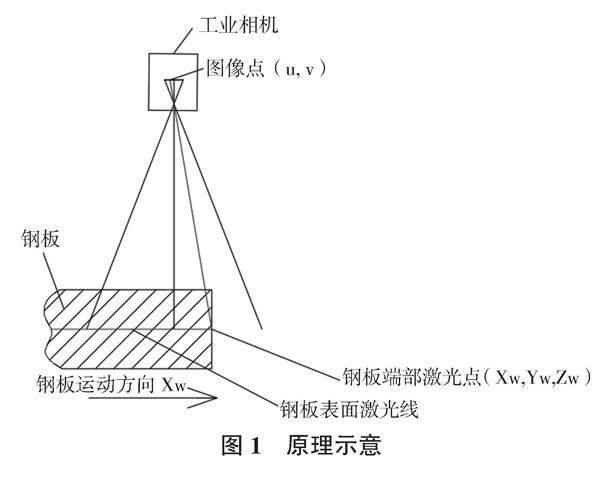
本測(cè)長(zhǎng)系統(tǒng)采用直射式激光三角法測(cè)量鋼板位移。激光發(fā)射器發(fā)出的線激光照射到鋼板表面,鋼板端部(Xw,Yw,Zw),經(jīng)鋼板端部散射后進(jìn)入工業(yè)相機(jī)并在工業(yè)相機(jī)成像平面成像點(diǎn)(u,v)。圖像點(diǎn)坐標(biāo)與鋼板斷面激光點(diǎn)位置(鋼板位移)存在一一對(duì)應(yīng)映射關(guān)系。
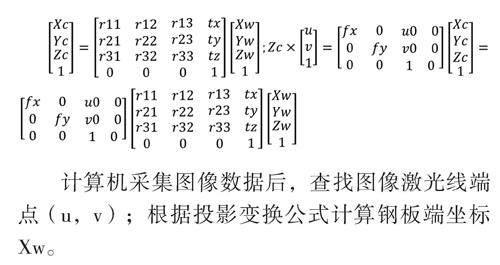
利用軌道坐標(biāo)系和相機(jī)坐標(biāo)系的坐標(biāo)變換及相機(jī)坐標(biāo)系到圖像坐標(biāo)系的投影變換可建立圖像坐標(biāo)與輥道坐標(biāo)系之間的關(guān)系。
計(jì)算機(jī)采集圖像數(shù)據(jù)后,查找圖像激光線端點(diǎn)(u,v);根據(jù)投影變換公式計(jì)算鋼板端坐標(biāo)Xw。
1.2? ? 測(cè)長(zhǎng)系統(tǒng)組成
對(duì)鋼板系統(tǒng),以剪切線為原點(diǎn)、激光平面法線為Z軸、鋼板前進(jìn)方向?yàn)閄軸建立坐標(biāo)系。以這個(gè)坐標(biāo)系分別標(biāo)定每個(gè)相機(jī)投影變換參數(shù)。標(biāo)定后,不論鋼板表面激光線端部在哪個(gè)相機(jī)視野范圍,均能計(jì)算出鋼板端部當(dāng)前坐標(biāo)Xw。
激光發(fā)射器和激光接收器分別布置在輥道兩側(cè)上方。激光發(fā)射器傾斜向板面發(fā)射激光線,激光接收器接收激光線,通過(guò)測(cè)量鋼板表面激光線判斷板頭、板尾位置。
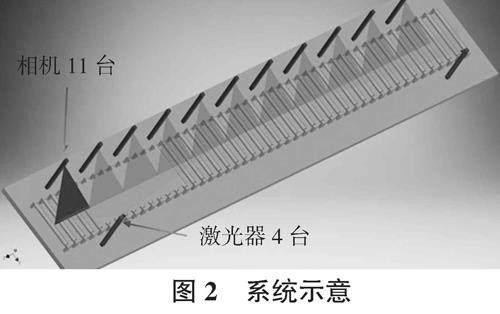
每臺(tái)相機(jī)測(cè)量4 m有效范圍,共設(shè)11臺(tái)相機(jī)。激光器設(shè)在冷床兩側(cè),每臺(tái)激光器打出的激光線覆蓋23 m軌道。
使用工控計(jì)算機(jī)采集相機(jī)圖像,并通過(guò)識(shí)別鋼板表面激光線得到板頭位置信息。位置信息通過(guò)以太網(wǎng)發(fā)送給傳動(dòng)控制系統(tǒng),由傳動(dòng)控制器控制輸送輥道精確走位。
1.3? ? 輔助條件
激光測(cè)長(zhǎng)裝置設(shè)有一臺(tái)工控機(jī),工控機(jī)至每臺(tái)相機(jī)鋪設(shè)耐高溫網(wǎng)線1根,接頭形式RJ45。
供氣要求:每臺(tái)相機(jī)、激光器設(shè)一路供氣,壓縮空氣壓力0.1 ~ 0.3 MPa,溫度≤35 ℃。
供水要求:每臺(tái)相機(jī)、激光器設(shè)一路供水、一路回水;進(jìn)水壓力0.1 MPa,水流量0.1 ~ 0.3 m3/h,水溫≤35 ℃。
1.4? ? 系統(tǒng)架構(gòu)組成
1)每臺(tái)相機(jī)通過(guò)千兆網(wǎng)線直接連接至工控機(jī)POE網(wǎng)卡網(wǎng)口,相機(jī)由POE網(wǎng)卡通過(guò)網(wǎng)線供電。
2)測(cè)長(zhǎng)工控機(jī)網(wǎng)口通過(guò)柜內(nèi)交換機(jī)連接至主操作臺(tái)交換機(jī),主操作臺(tái)工控機(jī)通過(guò)交換機(jī)后以光纜形式連接至PLC站CP343-1擴(kuò)展模塊。
3)PLC作為客戶端自動(dòng)連接到測(cè)長(zhǎng)系統(tǒng),正常狀態(tài)下,每個(gè)相機(jī)幀率均在190 Hz左右。
1.5? ? 實(shí)現(xiàn)功能
該測(cè)長(zhǎng)定尺系統(tǒng)創(chuàng)新性融合了先進(jìn)的視覺(jué)檢測(cè)技術(shù)、激光檢測(cè)技術(shù)、計(jì)算機(jī)通信技術(shù)和自動(dòng)控制技術(shù),檢測(cè)內(nèi)容包括鋼板魚尾、蘑菇頭等頭尾缺陷長(zhǎng)度、鋼板寬度和鋼板長(zhǎng)度。
該系統(tǒng)由高能量激光器、圖像傳感器、板頭檢測(cè)模塊以及數(shù)據(jù)處理模塊組成,多個(gè)激光器將激光線照射在熱軋鋼板表面拼接成一條直線,多圖像傳感器以等時(shí)間間隔進(jìn)行拍照,并對(duì)捕捉的數(shù)字圖像進(jìn)行實(shí)時(shí)處理,通過(guò)識(shí)別激光線在鋼板端點(diǎn)處的畸變點(diǎn)實(shí)時(shí)位置計(jì)算鋼板長(zhǎng)度,最后根據(jù)現(xiàn)場(chǎng)實(shí)際需求實(shí)現(xiàn)鋼板自動(dòng)精準(zhǔn)定位和剪切。
2? ? 系統(tǒng)使用
2.1? ? 系統(tǒng)使用步驟
1)打開(kāi)測(cè)長(zhǎng)激光器與東、西兩側(cè)板頭激光器的電源開(kāi)關(guān),需要注意的是測(cè)長(zhǎng)激光器電源開(kāi)關(guān)打開(kāi)時(shí),偶爾存在部分激光器不亮的情況,關(guān)閉重新打開(kāi)即可。
2)設(shè)定連續(xù)值。目前,根據(jù)經(jīng)驗(yàn)設(shè)置情況如下:相機(jī)0~8號(hào)設(shè)定值為19;相機(jī)9~10號(hào)設(shè)定值為12;相機(jī)11號(hào)設(shè)定值為10。如果沒(méi)有在“設(shè)定連續(xù)值”輸入數(shù)據(jù),測(cè)長(zhǎng)系統(tǒng)將因無(wú)法獲取數(shù)據(jù)而不能工作。
3)設(shè)定板頭補(bǔ)償值。此處輸入數(shù)值為板頭檢測(cè)值與實(shí)際值之間的差,通過(guò)實(shí)際測(cè)量方式獲取,輸入完成后點(diǎn)擊“確定”,當(dāng)前默認(rèn)為0 。
4)在測(cè)長(zhǎng)系統(tǒng)區(qū)域輥道上沒(méi)有鋼板和送料小車的情況下,判斷“數(shù)據(jù)顯示區(qū)”中的“未找到左端點(diǎn)”、“未找到右端點(diǎn)”、“未測(cè)量到右端點(diǎn)”、“未測(cè)量到左端點(diǎn)”、“未知鋼板長(zhǎng)度”是否有數(shù)據(jù)跳動(dòng),如果沒(méi)有數(shù)據(jù)跳動(dòng),則測(cè)長(zhǎng)系統(tǒng)正常,可開(kāi)始測(cè)長(zhǎng)操作。
5)打開(kāi)熱分段剪界面,在“定尺長(zhǎng)度”輸入要測(cè)定的長(zhǎng)度,按下回車;待鋼板完全通過(guò)矯直機(jī)以后,點(diǎn)擊“定尺啟動(dòng)”,此時(shí)“定尺啟動(dòng)”變?yōu)椤岸ǔ咧小保摪鍦y(cè)長(zhǎng)定位完成后,再次變?yōu)椤岸ǔ邌?dòng)”,整個(gè)定尺過(guò)程結(jié)束。
6)使用注意事項(xiàng):測(cè)長(zhǎng)系統(tǒng)控制權(quán)限最高,手動(dòng)控制輥道無(wú)效,如果需要停止自動(dòng)測(cè)長(zhǎng)定尺,點(diǎn)擊“定尺中”即可;如果輥道有鋼板存在,本系統(tǒng)無(wú)法對(duì)另一新上鋼板進(jìn)行測(cè)長(zhǎng)和定位;如果一張鋼板測(cè)長(zhǎng)定尺結(jié)束,鋼板已上冷床且送料小車也已降下后,“激光測(cè)長(zhǎng)”數(shù)值不是+1 000,必須通過(guò)“記錄背景”消除,方可進(jìn)行下一次測(cè)長(zhǎng)定尺。
2.2? ? 系統(tǒng)功能使用
1)更新:更新后面設(shè)定更改的設(shè)置進(jìn)相機(jī)系統(tǒng);設(shè)定:用于更改某個(gè)相機(jī)的設(shè)定參數(shù),包括:圖像高度、y方向偏移、模擬增益以及曝光時(shí)間,更改后點(diǎn)擊“確定”進(jìn)行保存;標(biāo)定:用于對(duì)某個(gè)相機(jī)的測(cè)長(zhǎng)范圍數(shù)值進(jìn)行標(biāo)定。
2)數(shù)據(jù)記錄,記錄鋼板通過(guò)測(cè)長(zhǎng)系統(tǒng)時(shí)的各項(xiàng)數(shù)據(jù),包括激光長(zhǎng)度、轉(zhuǎn)速測(cè)長(zhǎng)、板寬、板頭長(zhǎng)度等數(shù)據(jù);報(bào)警參數(shù)記錄,記錄沒(méi)有鋼板時(shí),輥道轉(zhuǎn)動(dòng)和未轉(zhuǎn)動(dòng)時(shí)各相機(jī)圖像數(shù)據(jù),進(jìn)行圖像報(bào)警時(shí)數(shù)據(jù)記錄。
2.3? ? 系統(tǒng)標(biāo)定方法
1)將2個(gè)卷尺平行拉直、拉緊在輥道上,確保A4白紙放在兩根卷尺上不掉落,且卷尺刻度與輥道側(cè)方刻度基本一致;
2)對(duì)0號(hào)相機(jī)進(jìn)行標(biāo)定:a)選中“操作”→標(biāo)定→CAM 0→標(biāo)定數(shù)據(jù)輸入框;b)人員A將白紙放在兩根卷尺上,給出此時(shí)白紙中線在卷尺上的刻度值L1;c)人員B將L1輸入“標(biāo)定點(diǎn)1”處,同時(shí)點(diǎn)擊“標(biāo)定點(diǎn)1設(shè)定”,自動(dòng)獲取“圖像像素x”和“圖像像素y”,完成標(biāo)定點(diǎn)1的標(biāo)定;d)人員A將白紙移動(dòng)一定距離,重復(fù)上述步驟b)和c),直至完成至少4個(gè)標(biāo)定點(diǎn)的標(biāo)定,至此0號(hào)相機(jī)標(biāo)定結(jié)束。
3)對(duì)1-11號(hào)相機(jī)進(jìn)行標(biāo)定:參照以上步驟,直至全部相機(jī)標(biāo)定結(jié)束。
3? ? 系統(tǒng)維護(hù)
3.1? ? 常見(jiàn)問(wèn)題
1)測(cè)長(zhǎng)系統(tǒng)使用過(guò)程中,板寬數(shù)據(jù)為0或者波動(dòng)大。解決方法是檢查板頭激光器是否正常工作或是對(duì)板頭相機(jī)防護(hù)罩進(jìn)行清灰處理。
2)測(cè)長(zhǎng)顯示的板頭數(shù)據(jù)與實(shí)際的板頭數(shù)據(jù)不同。解決方法為程序界面→操作→設(shè)定板頭補(bǔ)償界面輸入:實(shí)際數(shù)據(jù)減去測(cè)量數(shù)據(jù)后的值。
3)測(cè)長(zhǎng)系統(tǒng)在測(cè)量到一半時(shí)停止。 解決方法是判斷程序是否閃退,未閃退時(shí)查看程序界面數(shù)據(jù)顯示部分各相機(jī)的幀數(shù),如果有為零的,重啟測(cè)長(zhǎng)系統(tǒng)。
3.2? ? 維護(hù)注意事項(xiàng)
1)測(cè)長(zhǎng)1號(hào)相機(jī)防護(hù)罩清灰周期:5-7天/次,其余測(cè)長(zhǎng)相機(jī)防護(hù)罩清灰周期:10-15天/次,板頭相機(jī)防護(hù)罩清灰周期:3天/次;激光器及其防護(hù)罩清灰周期:10-15天/次。
2)清灰工具:脫脂棉球,鏡片紙,柔軟、干燥、潔凈毛巾,嚴(yán)禁使用濕毛巾。
3)清灰方式:利用清灰工具對(duì)相機(jī)防護(hù)罩鏡頭進(jìn)行輕輕擦拭,直至整個(gè)鏡頭光潔,且擦拭過(guò)程不能晃動(dòng)防護(hù)罩。
4)調(diào)運(yùn)相機(jī)維護(hù)平臺(tái)過(guò)程中,嚴(yán)禁碰撞相機(jī)立柱及上面的部件。
5)每次維護(hù)查看每一個(gè)相機(jī)視野中5個(gè)輥道激光線是否水平;4支激光器線條在輥道表面是否基本共線。
4? ? 結(jié)? ? 語(yǔ)
現(xiàn)代工業(yè)自動(dòng)化生產(chǎn)實(shí)踐中,涉及到各種各樣的檢測(cè)、監(jiān)視及識(shí)別等應(yīng)用,通常人眼無(wú)法連續(xù)、精準(zhǔn)、穩(wěn)定地完成這些帶有高度重復(fù)性和智能化的工作。隨著感光元件CCD和CMOS技術(shù)的不斷成熟,機(jī)器視覺(jué)在非接觸式檢測(cè)領(lǐng)域發(fā)揮著越來(lái)越重要的作用,其優(yōu)勢(shì)也越來(lái)越明顯。機(jī)器視覺(jué)檢測(cè)技術(shù)即采用照明技術(shù)、成像技術(shù)和圖像處理、模式識(shí)別等技術(shù)手段,利用計(jì)算機(jī)或者準(zhǔn)用圖像處理設(shè)備對(duì)采集的圖像進(jìn)行處理,根據(jù)圖像像素分布、亮度和顏色變化等信息進(jìn)行檢測(cè)和識(shí)別,目前這種檢測(cè)方式在中厚板廠產(chǎn)線使用效果較好。
參考文獻(xiàn)
[1]? ? 姜志華, 熊烽, 劉祥謀. 基于激光掃描的鋼板尺寸自動(dòng)測(cè)量系統(tǒng)[J]. 山西建筑, 2012, 38(8):2.
[2]? ? 溫方金. 鋼板尺寸在線自動(dòng)測(cè)量技術(shù)應(yīng)用[J]. 今日自動(dòng)化, 2021.