簡說鋁合金鍛造與鍛件在汽車上的應用
2023-05-09 06:04:02王祝堂
鋁加工 2023年2期
王 勇,王祝堂
(1.西南鋁業(集團)有限責任公司,重慶 401326;2.中國有色金屬加工工業協會,北京 100814)
0 前言
鍛造是一種利用鍛壓機對金屬坯料施加壓力,使其產生塑性變形以獲得具有一定機械性、一定形狀和尺寸鍛件的加工方法,它是制備高性能、高品質結構構件的主要工藝。由于鋁合金具有諸多優點,在航空航天器、汽車摩托車、高鐵和磁懸浮車輛、船舶艦艇、國防軍工器械、通訊器材等領域獲得了廣泛的應用,同時由于節能減排的需要,其應用越來越廣。但是在鑄件和壓鑄件、平軋產品、擠壓和拉拔產品、鍛件這四大類產品中,鍛件的消費量最小,可以說微不足道。在有些國家和地區,把沖擠也歸為鍛造。
1 鍛造特點和分類
1.1 特點
鍛造有四大特點:一是使坯料在鍛造過程中發生明顯的塑性變形,能消除金屬的鑄態疏松、焊合孔洞,從而提高工件的力學性能;二是能在保持金屬整體性的前提下,依靠塑性變形發生物質轉移來實現工件形狀和尺寸的變化,不會產生機械切屑,材料利用率高;三是除尺寸和形狀發生改變外,能使工件的組織和性能都有較大改善和提高;四是鍛件的尺寸精度和表面質量較高。
1.2 分類
鍛造按成型方式可分為自由鍛造和模鍛;按變形溫度可將鍛造分為冷鍛、溫鍛、熱鍛、等溫鍛。
1.2.1 自由鍛造和模鍛
(1)自由鍛造。自由鍛造是鑄錠開坯及鍛制棒材、餅材及環材等的主要工藝之一,可以改善材料的組織結構、提高性能,直接鍛成有一定形狀的工件;或作為開坯工序,為擠壓、軋制提供中間產品。采用自由鍛造的另一類坯料為鑄錠或粉末冶金燒結坯料。鑄錠往往含有一定量的粗大柱狀晶,晶界總聚集著一些有害的夾雜物,這會削弱晶間強度。燒結坯料中存在的疏松、孔隙使材料塑性下降,易斷裂。因此必須通過鍛造和再結晶來改善材料性能。
自由鍛造運用的基本裝備是水壓鍛造機和蒸汽—空氣錘。采用快錘水壓機和精鍛機可以制備組織均勻、尺寸較為精準的鍛件。常用的自由鍛工藝為鐓粗、拔長、沖孔和擴孔,見圖1。
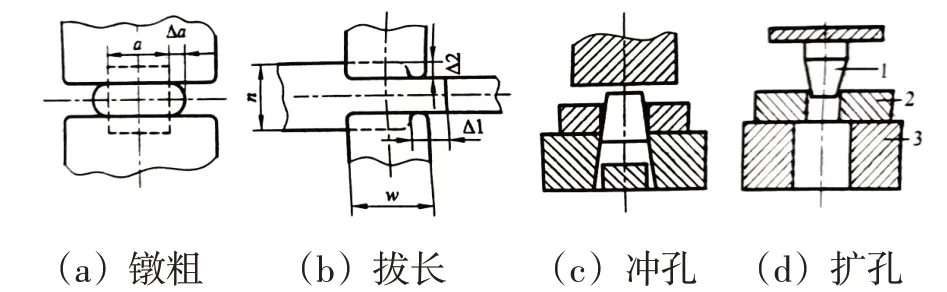
圖1 自由鍛造工藝示意圖
鐓粗是使坯料高度降低而橫截面增加的工藝。該工藝將小截面坯料制成大截面的,如餅件、環件,或者是為了提高鑄造組織破碎程度,使鍛件具有需要的組織性能,提高拔長鍛造比。拔長是使坯料橫截面減小、長度增加的工藝。坯料截面積和成品截面積之比稱為鍛比,為了全面破碎坯料的鑄造組織,鍛比宜>3。為了加大鍛比,可以把拔長工序和鐓粗工序合二為一。通常,高塑性合金拔長時可用平砧,對于中低塑性以及對鍛件內部組織要求高的合金宜采用型砧。
沖孔是在坯料上制出透孔或盲孔的工藝。常用的工藝有:實心沖頭沖孔、空心沖頭沖孔和墊環上沖孔。擴孔是減小空心坯料壁厚而同時增加其內外直徑的工藝。擴孔方法主要有沖頭擴孔和馬扛擴孔,沖頭擴孔時坯料切向受拉應力,每次擴孔量都不大;馬杠擴孔時坯料切向拉應力很小,不會產生裂紋,適于鍛造薄壁環形件。
(2)模鍛。這是一種批量制備鍛件的工藝,使金屬材料在一定形狀模腔內變形,可以制備形狀和尺寸都接近成品件的鍛件。和自由鍛件相比,模鍛件可以節省工件的機械加工量和材料消耗,提高勞動生產率和產品的質量穩定性,同時可以制造形狀復雜的鍛件。制備組織優秀和力學性能要求高且需要的量較多時,選用模鍛才適合與劃算。
模鍛用的坯料主要是預擠壓、軋制或自由鍛造的半成品,也可以用粉末冶金毛坯或噴射成型料,所用的裝備為:蒸汽—空氣錘、高速錘、熱模鍛壓力機、模鍛水壓機、螺旋壓力機和臥式鍛壓機。模鍛的基本形式有兩種:有毛邊的開式模鍛和無毛邊的閉式模鍛(見圖2)。

圖2 模鍛工藝示意圖
開式模鍛的模具有上下部分,分別裝于上下活動橫梁上。模鍛的成形工藝可分為4個階段:一是鐓粗變形,坯料高度縮減,帶有局部壓入變形,徑向尺寸變大,直到與模腔內壁接觸為止;二是形成毛邊,金屬流動受到模腔阻礙,有助于流向模腔高度方向,并流向毛邊槽;三是充滿型腔,由于毛邊的阻礙作用,金屬逐漸充滿型腔,并流向毛邊槽;四是擠出多余金屬,形成鍛件。
閉式模鍛。在金屬開始變形前鍛模的模腔就封閉了,坯料在全封閉狀態下變形。閉式模鍛時由于應力狀態好,材料塑性有所提高;由于沒有毛邊形成,金屬流線沿鍛件外形分布而不會被切斷,因而鍛件的組織性能也有一些提高。
多向模鍛也屬于閉式模鍛,是在多向模鍛水壓機上,采用具有多分模面的組分鍛模,制造形狀復雜的空心多分支鍛件的工藝。實質上多向模鍛是一種以擠壓為主、擠壓和模鍛綜合應用的成形工藝,可以制備形狀復雜、尺寸精準的模鍛件,又適于鍛造溫度范圍不寬的難變形合金的成形,如用以鍛造飛機起落架零件、導彈噴管、高壓閥體、高壓容器、管接頭、盤軸組合件等重要結構件。
1.2.2 冷鍛、溫鍛、熱鍛和等溫鍛
冷鍛是在低于金屬再結晶開始溫度下進行。在室溫下冷鍛成形的工件具有的優點是:形狀和尺寸精度高,表面光潔,加工工序少,便于自動化生產。許多冷鍛件可直接用于組裝,不需要機械加工。不過大多數變形鋁合金的室溫塑性并不高,冷鍛時易產生裂紋、變形抗力大,需用鍛壓力大的鍛造機。
在高于室溫而又低于再結晶開始溫度下進行的鍛造稱為溫鍛。溫鍛產品的精度較高,表面較光潔,而變形抗力又不大。
熱鍛是在合金再結晶開始溫度約40 ℃或更高些溫度下進行的鍛造,提高溫度可以改善金屬的塑性,有利于改善金屬的組織和性能,高溫還能降低金屬變形抗力,可以采用鍛壓力不那么大的鍛壓機。但熱鍛工序較多,工件表面精度較差,表面不那么光潔。
等溫鍛是在整個成形過程中坯料的溫度始終保持在恒定的或某一窄的溫度范圍內進行的鍛造,是為了充分利用某些金屬在恒定溫度下所具有的高塑性,如超塑鍛壓成形。等溫鍛需要將坯料和模具溫度同時保持恒定,生產成本較高。
2 汽車鍛件又“少”又“小”
所謂汽車上用的鋁合金鍛造零配件又“少”又“小”是指制造汽車用的鋁合金鍛件不但數量屈指可數,只不過十余件,而且單件質量小,很輕,幾乎很少有超過1 kg 的。乘人車的鋁車輪質量約7 kg/只,大巴鋁車輪質量約15 kg/只,可是在生產的汽車中,車輪鋁化量約75%,同時在所生產的車輪中,98%以上的車輪都是低壓鑄造的。裝有鍛造鋁合金車輪的汽車只有賽車、大巴、部分軍車與某些特種車等,但還不到總數的2%。
2.1 鋁合金鍛件在日本汽車中的應用
根據日本鋁業協會的數據,2014 年~2021 年日本對鋁材的總需求量32 643.1 kt,對鍛件的總需求量348.5 kt,鍛件僅占1.07%,真少到不足掛齒(如表1所示)。然而數量雖少,卻很重要,因為都是一些受力結構件。在日本這8 年需求的鋁材中,占比最大的是平軋鋁產品(板帶箔),9 579.9 kt,占29.4%;其次是壓鑄件,7 685.3 kt,占23.5%;第三是擠壓材,6 083.4 kt,占18.6%;第四位的是其它材料,為5 407.3 kt,占16.6%;第五位的是鍛件,為348.5 kt,為1.07%。
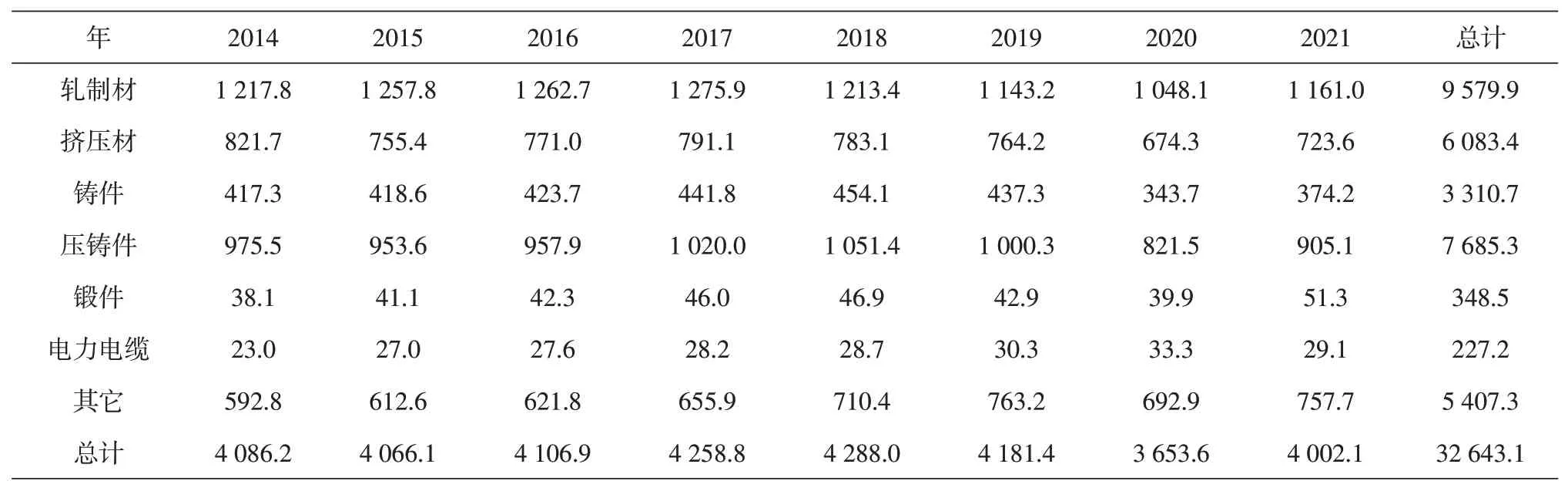
表1 2014年~2021年日本對鋁材需求量/kt
日本神戶鋼鐵公司是世界上主要的先進汽車鋁合金鍛件生產公司之一,共有4個生產企業,在中國的天津和蘇州各有一個,在日本有一個,在美國的是2019 年投產的。該公司生產的汽車鋁合金鍛件如圖3所示。
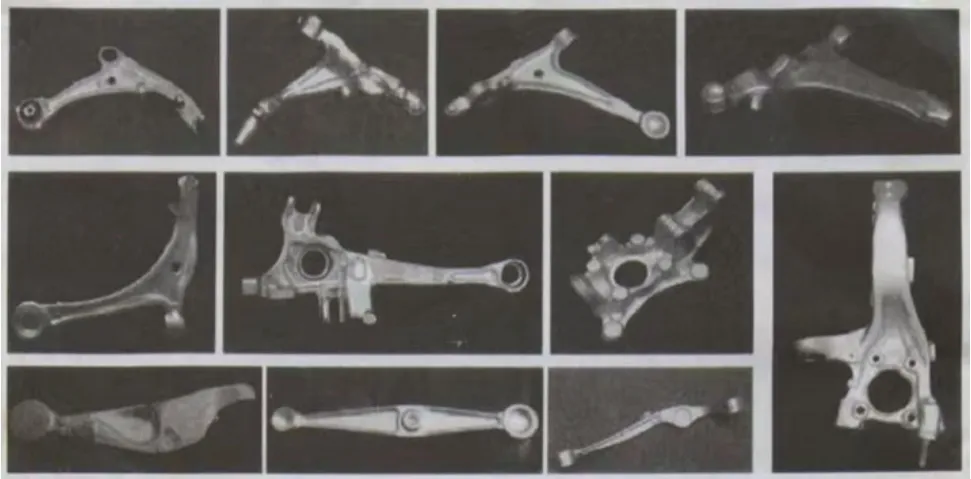
圖3 日本神戶鋼鐵公司生產的乘用車懸掛系統鋁合金鍛件
2.2 鋁合金鍛件在歐洲汽車中的應用
2019 年歐洲鋁業協會(EAA)委托杜克公司(Duker)對鋁在汽車中的應用作了調研。研究報告稱,2019 年歐洲汽車的鋁含量可達190 kg/輛,2017 年~2019 年鋁含量上升20%,2025 年的平均含量可達200 kg/輛。用鋁量快速上升的原因,一是鋁合金具有密度小且綜合性能良好等優點,是目前汽車實現節能減排的最佳綠色材料;二是電動汽車的推出與快速增產。
報告認為,2025 年以前(含2025 年)是歐洲汽車用鋁快速增長期。2025 年的平均鋁含量可達200 kg/輛,而電動車與插電式混合型車(plug-in hybid vehicle)的含鋁量比汽車平均鋁含量高很多。由于鋁合金本身有相當高的強度性能、優秀的綜合性能與強大的吸收沖擊能的能力,是天賜的制造發動機的良好材料,用其制造的發動機不僅比鋼制的更加安全,而且質量可輕50%,大大提高了燃料效率。
根據杜克的預測,4 種鋁材:2019 年鑄造材(鑄件及壓鑄件用的鑄造鋁合金)、薄板、擠壓材(含鍛坯棒材)、鍛件的平均單車用鋁量(kg/輛)及總用鋁量見表2。4 種鋁材在2025 年歐洲汽車上的預計用量見圖4。報告材料不含電動汽車。如果單車的凈質量按1 600 kg計算,那么鍛件質量僅占0.64%。在電動汽車中,鍛件的占比更小,因為電動乘人汽車的凈質量比傳統燃油車的重200 kg。歐洲汽車用的鋁合金鍛件見圖5。
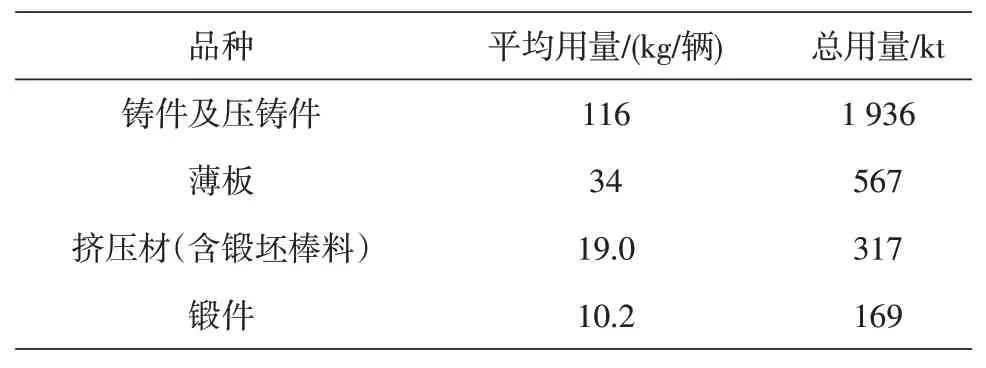
表2 4種鋁材(件)2019年在歐洲汽車上的應用

圖4 4種鋁材在2025年歐洲汽車上的預計用量
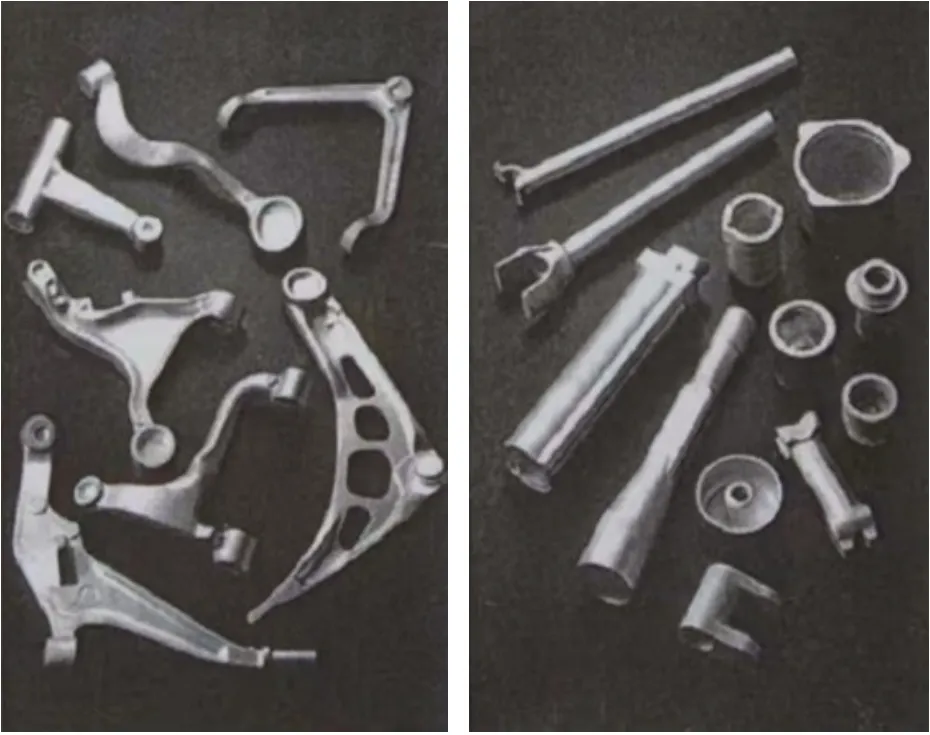
圖5 歐洲汽車用的鋁合金鍛件
2.3 鋁合金鍛件在中國汽車中的應用
鋁合金鍛件在汽車中的應用以美國的居多,其次是日本和歐洲的,中國的稍少一些,但與日本及歐洲的并沒有大的差別,都為12 件左右,也都用于傳動系統。中國山東魏橋集團生產的鍛件如圖6所示,共12 件,使傳動系統減重45 kg,技術水平國內領先。目前多種傳動軸鋁合金鍛件已于2020年開始為東風汽車傳動軸公司批量供貨,該產品也可以用于商用汽車的輕量化方面。魏橋鍛造公司可生產投影面積<0.6 m2、單件質量<150 kg 的模鍛件,單件<1 t 的自由鍛件,鍛件總生產能力300萬件/a。傳動軸的扭轉疲勞次數≥20萬次[1]。

圖6 魏橋創業集團生產的電動汽車鋁合金鍛件
魏橋創業集團在高性能變形鍛造鋁合金和擠壓鋁合金領域的研發能力也居國內領先水平。用HSW-4合金制造的鍛件為控制臂、轉向節、萬向節、推力桿等,HSW-3合金用于鍛造控制臂、轉向節、萬向節等,擠壓型材用于制造車架、保險杠、車身框架、電池包等,HSW-2和HSW-1合金用于擠壓截面復雜的車身框架、電池包型材。鍛造和擠壓鋁合金的保證力學性能見表3。

表3 魏橋創業集團的新型6000系鍛造和擠壓鋁合金的保證力學性能
魏橋創業集團開發的高強高韌汽車鑄造鋁合金有3 種:WZL-1 和WZL-2 合金用于壓鑄車身節點、橫梁、縱梁、B柱、底盤副車架、減震塔、動力系統電池包、逆變器等;WZL-3合金用于擠壓鑄造底盤控制臂、轉向節等。鑄造合金的力學性能見表4。

表4 魏橋高強高韌汽車鑄造鋁合金的力學性能[2]
3 中國的鋁合金鍛造產業
中國自新世紀以來就已成為世界上最大的鋁合金鍛造大國,并自2011 年800 MN 鍛造機投產起,中國就是全球鋁合金鍛造引領者,特別是在航空航天器鍛造領域的研發和生產尤為突出,中國的鋁合金鍛件在波音公司和空客公司飛行器上均得到應用[3]。2021年中國約有35個鋁合金鍛造廠,總生產能力約240 kt/a(見表5)。
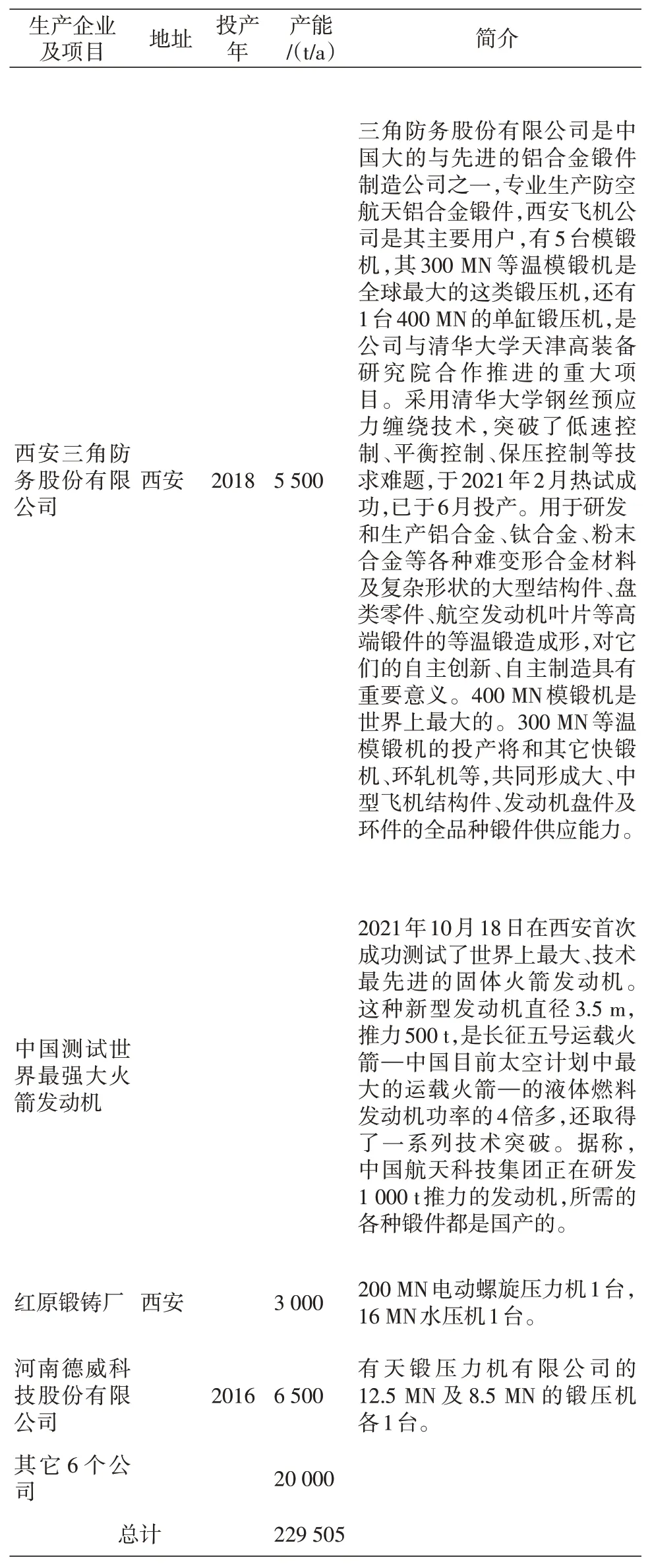
表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)

表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)
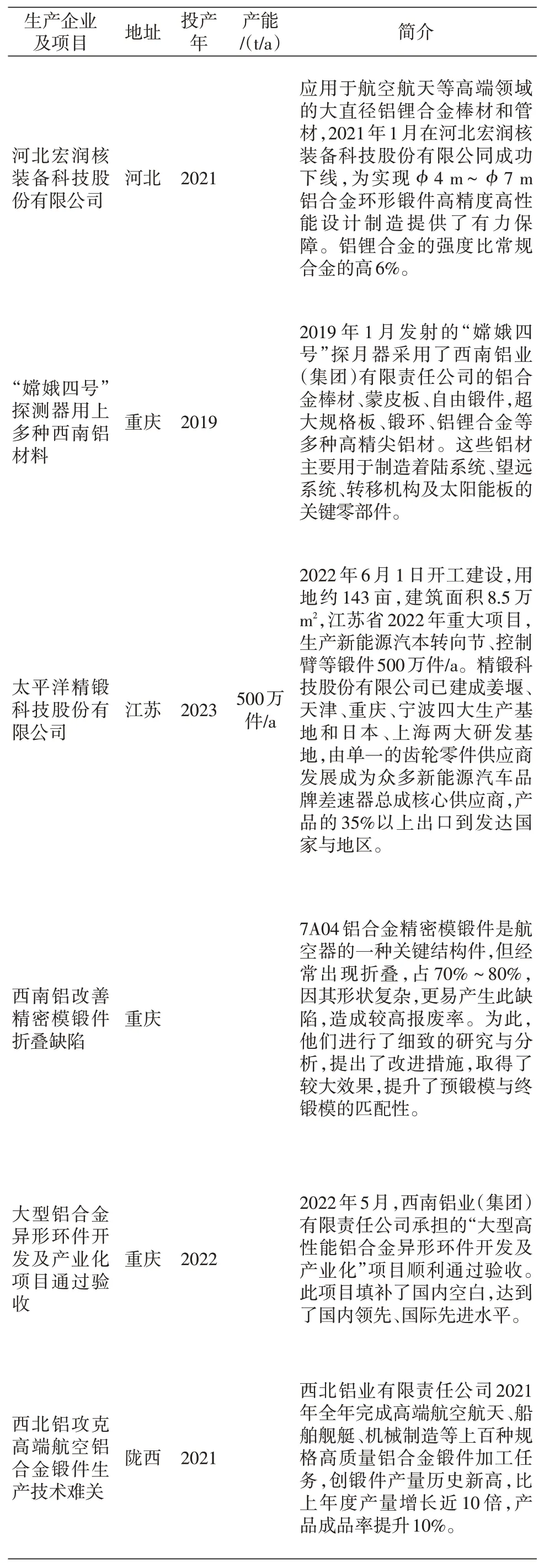
表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)
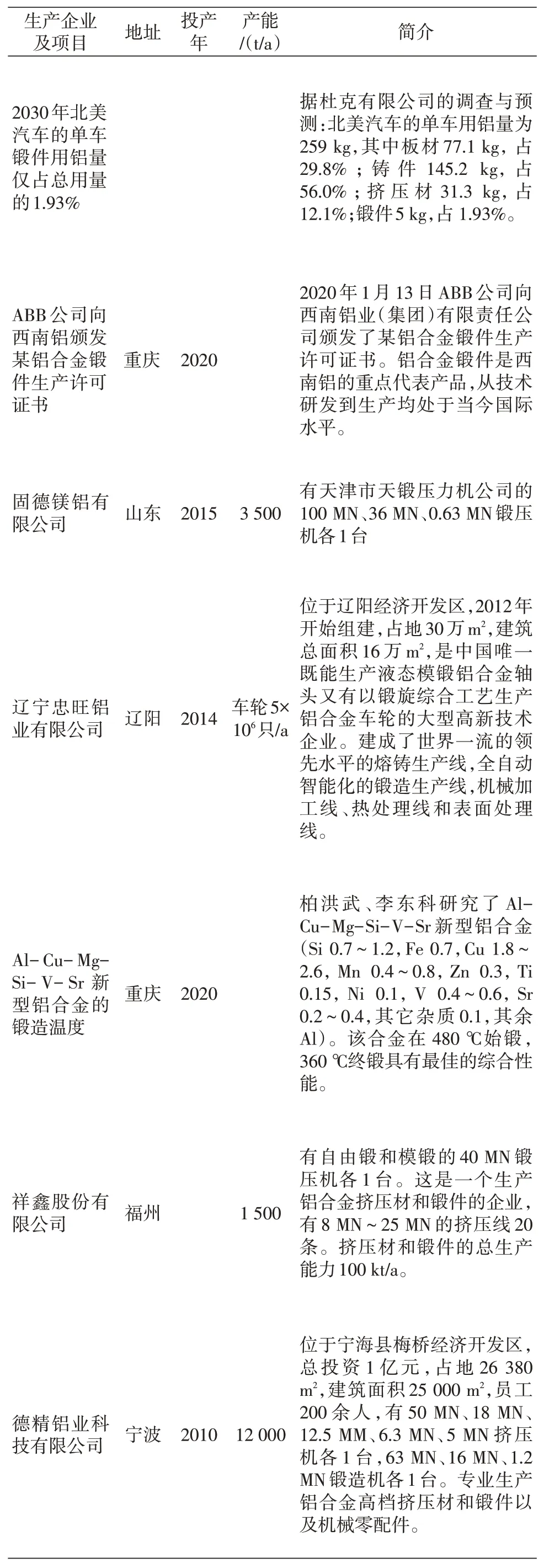
表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)

表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)

表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)(續)

表5 中國鋁鍛造產業企業簡明匯總(不含鍛造車輪)
4 鋁合金鍛件生產能力的匡算
設計部門對所設計工程(公司)的生產能力都有一套計算方案,可以作為估算參考。可按幾個標準設計工廠的平均生產能力(每MN鍛造力一年的產量)進行計算,可把這個系數稱為生產能力匡算系數。例如東北輕合金有限責任公司鍛造廠、西南鋁業(集團)有限責任公司鍛造廠、南山鋁業股份有限公司鍛造廠、山東航橋航空材料有限公司等四個廠都是正規設計院設計的,共有16 臺鍛造機,總鍛壓力2 030 MN,總設計生產能力48 500 t/a,于是匡算系數為24 t/MN·a(如表6所示)。
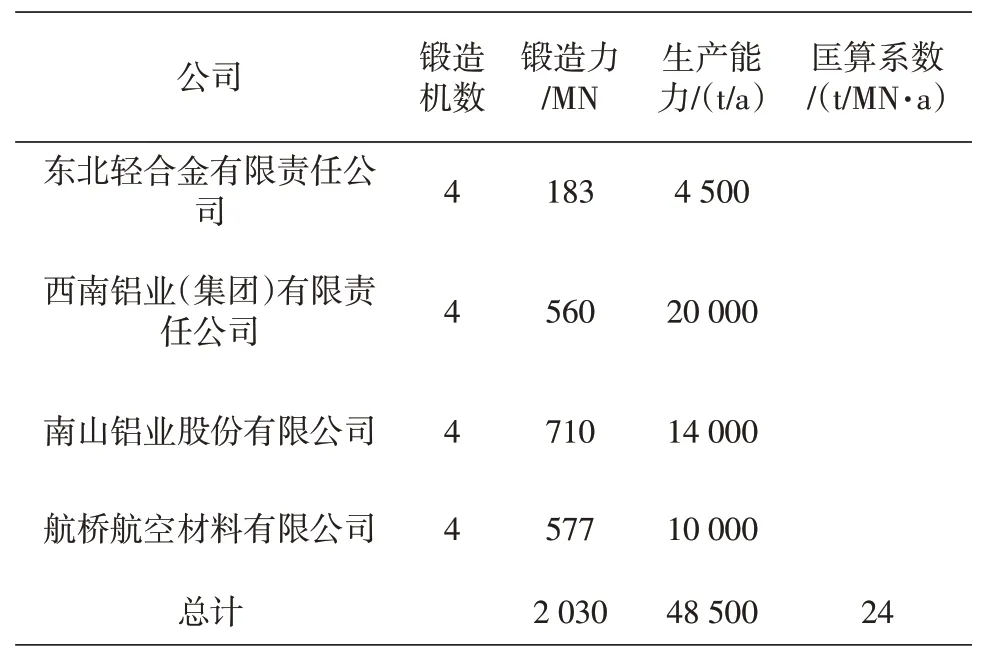
表6 典型鋁合金鍛造廠生產能力匡算系數
鍛件的綜合成品率可按62%~67%計算,比其它材料的低不少。大鍛壓機的開工率低,越大開工率越低。
5 結束語
鋁合金鍛件在一般乘用車和商用車上的使用與在航空器上的應用相比,雖然數量不多,質量也小,卻很重要,因為都是受力的工件,有些還是傳遞控制指令的工件。中國是生產汽車大國,也是生產新能源汽車的“領頭羊”。2022 年1 月~7 月汽車產銷分別達到1457.1萬輛和1447.7萬輛;1月~6月新能源汽車產銷分別達到327.9 萬輛和319.4 萬輛,同比增長均為1.2 倍,市場占有率達到22.1%。但單車用鋁量與市場發達國家及地區如美國、日本和歐洲相比還有一些差距,鋁工業和汽車工業正在踔厲奮發開新局,篤行不怠擴大鋁在汽中的應用。鋁是助中國加快建設汽車強國最實在的材料之一,希望2030 年傳統燃油乘人車的用鋁量能達到300 kg/輛,新能源乘人車的用鋁量能達到450 kg/輛。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28