基于Process Simulate 的自動裁片機數字化產線應用
2023-05-10 10:26:56上海建橋學院有限責任公司吳俊杰羅尹寧董嘉偉
數字技術與應用 2023年4期
上海建橋學院有限責任公司 吳俊杰 羅尹寧 董嘉偉
自動裁片機工站,是由物料輸送貨架、裁剪機、充氣吸盤、通訊系統、自動控制系統、計算機監控系統以及其他如電線電纜橋架、托盤、鋼結構平臺等輔助設備組成的自動化加工生產線,并運用集成化物流理念,采用PLC 先進的控制、總線和通訊技術,通過以上設備的協調動作進行裁片機加工作業。使用PN/IE 通訊方式建立其與PLC 設備的信號通訊,實現操作人員在監控室即可遠程控制工站工作,一定程度上減少了生產線安全檢查工人的工作量,實現更進一步的無人化產線[1]。
本課題的研究基于西門子仿真軟件Process Simulate和博途PLC 系列軟件,設計并制作了自動裁片機設備的仿真生產線,可以通過仿真面板調試、PLC 信號調試以及WinCC 虛擬觸控版3 種方式控制設備運動。研究通過對移動滑軌、氣動吸盤、移動頂桿、裁片機等設備模型的動作流程設置與PLC 編程和仿真調試,驗證數字孿生與仿真技術的有效性。通過仿真軟件對每一個智能設備進行運動過程模擬,使數字化模型能夠實現實物設備的所有作業。通過PLC 編程,控制每一個智能設備的運動時間和條件,達到同步實際產線的目的。
1 自動裁片機工站數字孿生方案的總體設計
自動裁片機工站的數字孿生總體設計思路是首先分析自動裁片機設備的工作原理,然后將自動裁片機的設備模型根據運動機構原理拆解成單個小件,將三維建模軟件模型格式導出為Process Simulate 仿真軟件可以識別的模型格式,并導入PS 軟件后重新裝配布局。
在PS 軟件中定義各個零件的組件類型,將獨立運動的局部設備分別定義成智能組件,設置各局部設備的運動機構和動作姿態,編寫運動機構的邏輯塊并創建觸發信號和姿態傳感器信號。創建物料生成和消失的邏輯塊,并添加物料流操作,使物料在指定運動條件時會自動消失[2]。
通過PLC SIM Advanced 軟件創建虛擬PLC 并建立PS 與博途PLC 軟件之間的通訊,在博途PLC 軟件中創建對應變量,將變量與PS 邏輯塊信號相互綁定。使用PLC 監控表調試,使用博途PLC 控制PS 信號,編寫PLC 程序,使用程序控制智能組件運行。
設計并繪制WinCC 仿真面板,添加虛擬按鈕和指示燈并綁定對應變量,使用虛擬按鈕切換變量狀態從而起到控制設備的狀態。編寫自動運行程序,并添加虛擬觸發按鈕,點擊按鈕后產線自動運行。
2 自動裁片機的工作原理和運動分析
2.1 自動裁片機生產工藝流程
自動裁片機生產工藝流程主要有:送料滑槽橫向位移、物料頂桿頂升物料、氣動吸盤升降吸取/放置物料、吸盤滑槽縱向位移、傳送帶運輸物料、裁片器切斷物料、接駁機阻擋物料、收料頂桿升降收料盤等操作。
生產工藝流程是從原材料放置到生產線到成品加工產出,按加工流程順序連續進行加工全過程,自動裁片機工站的生產工藝流程如圖1 所示。
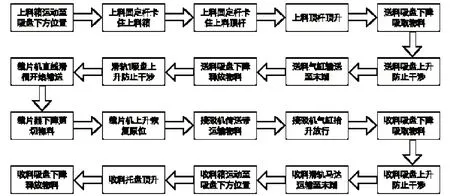
圖1 自動裁片機工站生產工藝流程圖Fig.1 Production process flow chart of automatic cutting machine station
2.2 模塊設備的運動原理和類型分析
根據自動裁片機工站的生產工藝,將整個工站模型根據運動機構原理拆解為13 個模塊設備和1 個零件。自動裁片機工站的主要組成部分:(1)送料滑軌;(2)上料箱;(3)上料頂桿;(4)物料鋁片;(5)接駁機;(6)收料吸盤;(7)收料滑軌;(8)收料滑槽;(9)收料箱;(10)工站機架;(11)裁片機;(12)上料滑槽;(13)上料固定桿;(14)送料吸盤,如圖2 所示。除(10)工站機架外,每一個模塊設備都能實現獨立運動。
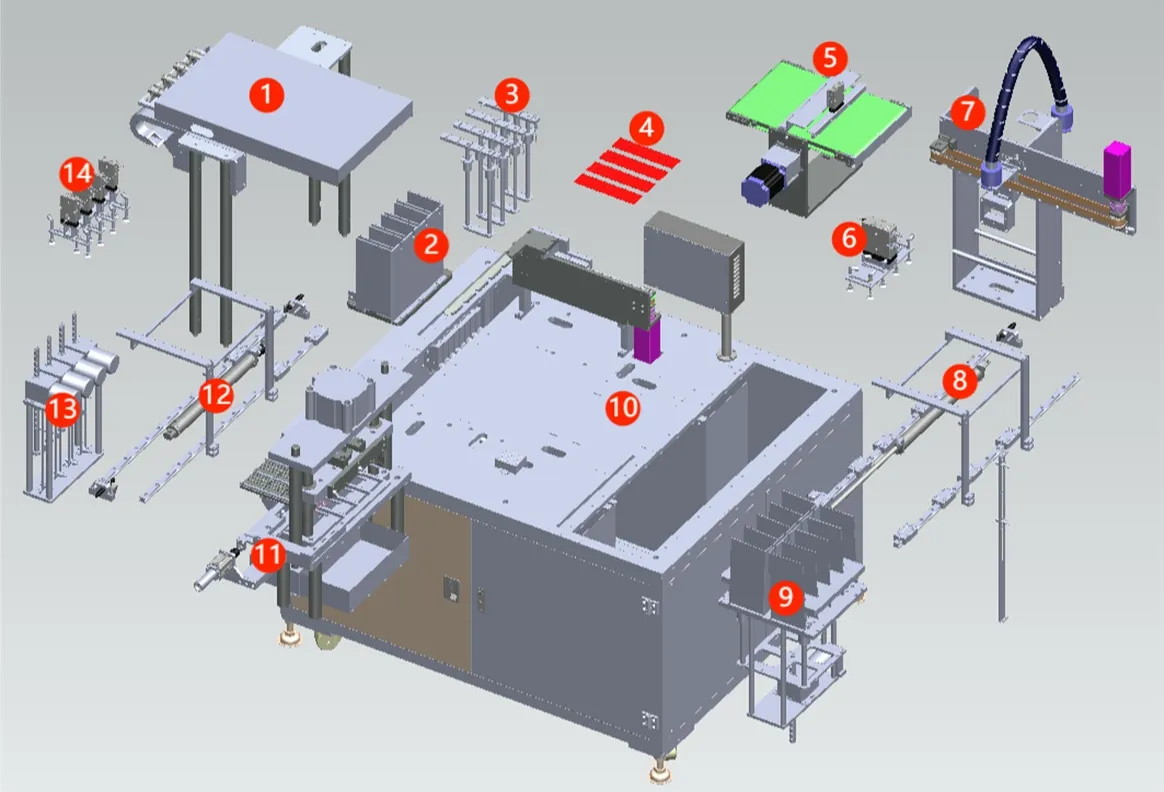
圖2 自動裁片機模塊拆解圖Fig.2 Disassembly of die block of automatic slitter machine
從圖2 可以看到,自動裁片機工站中所有模塊設備的運動方式都是直線移動,工站中多處用到活塞氣缸,充氣時活塞桿會向頂出方向運動至極限位置,停止充氣時,由于彈簧的收縮力,活塞桿又恢復至初始位置。收料吸盤滑軌采用的是伺服馬達驅動,伺服馬達的碼盤會實時記錄轉軸的當前位置,即使設備斷電重啟也能夠知道設備所在的坐標。
在生產線仿真模式下的生產工藝中,物料的移動只能通過運輸帶Conveyer 或夾爪Gripper 來完成,所以在設置模塊設備資源類型時需要考慮在生產流程中是否與物料直接接觸且改變物料位置。
2.3 模塊設備的運動機構設置
Process Simulate 仿真軟件導入模型設備后,在進行項目仿真之前,需要進行運動機構的定義。每個模塊設備都是由多個構件組成,其中每一個構件都需要以一定的裝配方式與另一個構件相連接,且相接觸的兩個構件之間能夠產生一定的相對運動,才能加載到仿真里面使用。
在仿真軟件中,每個模塊設備都是由一個機架和若干個連桿組合而成,以收料吸盤為例,如圖3 所示,收料吸盤的固定板中有兩個活塞缸,上端連接氣泵充氣管,活塞缸內有兩根活塞桿固定的下側吸嘴定位板,活塞桿末端有桿帽限制活塞桿行程,末端彈簧連接到固定板恢復活塞桿未推出時的狀態。氣泵工作時,活塞桿在充氣作用下沿活塞缸的方向往外頂,直到到達活塞桿限位,氣泵不工作時,活塞桿被彈簧拉回初始位置。
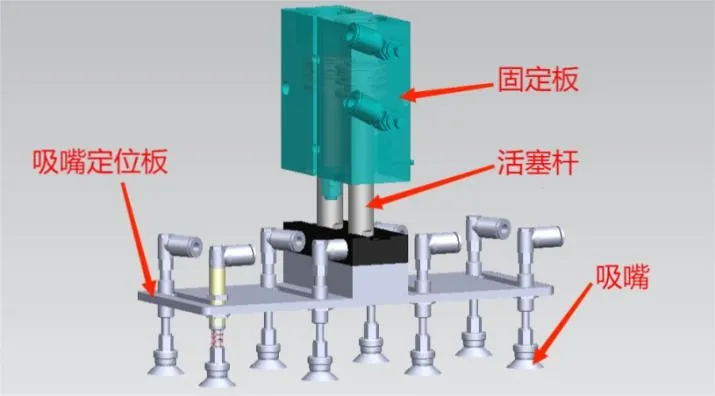
圖3 收料吸盤內部結構Fig.3 Internal structure of the suction cup
經過收料吸盤的工作原理和結構分析,可以將其分為兩個部分,固定板為機架,活塞桿以及其連接的零件都是活動構件,且運動范圍即活塞桿從初始位置到達限位的距離。將機架部分設置為父連桿,將活動構建設置為子連桿,通過兩點確定一個軸來設置子連桿相對于父連桿的運動方向,并設置關節類型為移動。
3 智能設備邏輯塊設置
在虛擬生產線中,能夠通過一個或者多個信號,控制設備完成某個特定的任務,這一類的設備被稱之為智能設備。智能設備能夠根據自身的邏輯塊自動判斷是否執行相應的行為,而邏輯塊能夠通過外部PLC 信號來控制,以此實現PLC 控制生產線工作。
以收料吸盤智能設備的邏輯塊為例,在邏輯塊創建時,需要考慮智能設備的觸發信號和傳感值參數設置。在Process Simulate 軟件中入口對應的是外部信號的輸入,出口是設備的輸出信號,虛擬產線上通常將入口用作控制信號,出口綁定設備姿態到位傳感器。觸發入口的信號時,設備執行對應動作,當設備運動到指定狀態時,出口發出到位信號,由此信號反饋設備的當前狀態。
在邏輯塊里添加入口和出口對應的信號,每個姿態對應一個信號,在邏輯塊的“參數”中,可以添加設備的關節值傳感器,觸發類型有4 種:脈沖、范圍、步進起點和步進終點。
設置完成入口、出口和參數后,還需要在操作頁面添加設備的移至姿態并在值表達式輸入驅動該動作的信號,往往以入口作為驅動信號。
Gripper 類型的智能設備在添加操作時,相較普通智能設備要多創建抓握和釋放的觸發表達式。選擇抓握前,設備需要添加抓握坐標即Gripper 設備的TCP 工作坐標系,設備觸發了抓握信號后,TCP 接觸到物料時就會執行抓握指令,抓握后再改變設備姿態或移動設備位置時物料也會隨之運動。同理,抓握狀態下的Gripper 在滿足釋放的值表達式條件后,執行釋放指令,將此時移動設備物料停留在釋放的位置。
在定義工具握爪時,需要選擇TCP 坐標和基準坐標,TCP 坐標即工作坐標系,在Gripper 抓握物料時執行抓握的坐標,一般將TCP 坐標放置在接觸物料的位置。原因是在虛擬仿真的生產線中,信號發出和仿真軟件的信號接收具有一定的延時。智能設備的邏輯塊是周期性刷新的,所以當設備到達動作姿態傳感值后,如果立馬就離開了姿態,那么抓握的信號就會被延時,當Gripper 接收到抓握命令時TCP 已經離開了物料,就會導致握爪無法抓握物料。
為了解決這一問題,Process Simulate 仿真軟件在工具定義握爪時,添加了設置握爪的偏差值[3]。當Gripper設備接觸到物流后不停留時,就可以添加握爪的偏差值,使設備傳感器提前觸發,從而抵消因信號延時而導致的握爪抓握失效。
4 博途PLC 編程及調試
4.1 仿真軟件與博途PLC 編程軟件的通訊
工廠的實際產線中為了能夠加快產線的工作效率,各個控制設備會同步運行,在當前的工序正在工作時,前一步工序又會回到初始位置繼續加工下一個物料。在虛擬生產線的程序設計時,同樣也要參考實際產線的工作狀況,兼顧多設備協調、同步運行,本項目采用博途PLC 的步進指令編寫運行程序。
設備組態是通過對硬件和網絡進行一定的參數配置,從而實現網絡對硬件的控制。在博途系列軟件里,網絡通 訊 協 議 主 要 是PROFINET 和PN/IE。PROFINET 主要采用TCP/IP 協議,西門子PLC 和驅動設備都有對應的集成PROFINET 接口,分布式的現場設備都可以通過總線通訊系統,使用網線直接連接到PLC 上。在虛擬調試中,設備沒有連接總線,所以只需要HMI 與PLC 進行連接通訊即可。
TIA Portal 中的虛擬調試,借助 STEP 7 和全集成自動化門戶(TIA Portal),可以使用PLCSIM Advanced來模擬和驗證控制器功能,而無需實際控制器。
西門子博途系列軟件中,PLCSIM Advanced 軟件提供了各種虛擬控制器的仿真工具,可以創建虛擬的PLC來測試程序調試,該仿真工具可以同時連接到博途PLC和Process Simulate 仿真軟件并建立通訊。
4.2 HMI 面板設計
博途WinCC 虛擬觸控板的設計主要分為:HMI 元素布局、信號變量綁定、添加元素觸發事件、設置指示燈外觀動畫和激活屏幕。根據項目需求,設計手動控制頁面和自動控制頁面布局。
完成頁面設置后,在博途軟件中將HMI 啟用仿真后即可在手動控制頁面點動觸發每個智能設備的動作。將PLC 自動運行程序的開始信號綁定在自動控制頁面“自動運行”按鈕上,即可實現HMI 一鍵運行生產流程。
5 結語
本文主要闡述了數字孿生技術在自動裁片機生產線上的應用,以研發過程為案例,講解了Process Simulate軟件從導入設備模型到完成虛擬調試的全過程,并介紹了Process Simulate 仿真軟件和博途PLC 系列軟件在數字化工廠中的優勢。本研究希望能對高校大學生在數字孿生理論學習和實踐應用方面有所裨益。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
