變速箱體鑄造工藝研究
2023-05-20 04:29:40任國波
鑄造設備與工藝 2023年2期
任國波,宋 巖
(中車戚墅堰機車有限公司,江蘇常州 213011)
變速箱體材料為EN-GJS-400-18-LT(EN 1563),零件重量為128.8 kg,鑄件重量為162 kg,箱體類結構,輪廓尺寸為961 mm×596 mm×252 mm,圖1 為鑄件三維圖。鑄件圖紙中標識位置(見圖2)為射線探傷2 級,其余為射線探傷3 級。批量生產時鑄件須進行超聲波探傷檢查,超聲波探傷位置、要求與射線探傷一致。
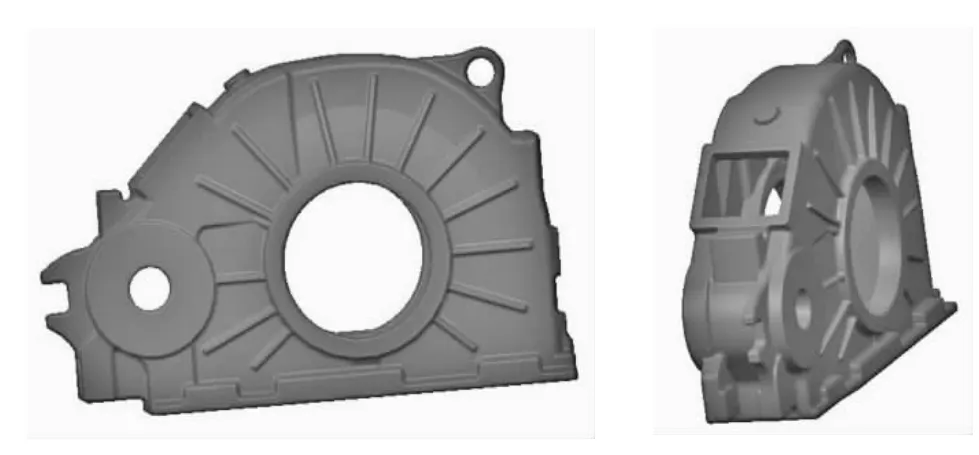
圖1 變速箱體鑄件三維結構圖

圖2 鑄件內部質量圖示
1 鑄造工藝方案與Procast 工藝模擬
1.1 鑄造工藝方案
根據產品結構與質量要求,在工藝設計時采用變速箱體中間分型,如圖3 所示,砂箱工裝使用1 140 mm×1 020 mm 通用砂箱。變速箱體內腔使用砂芯結構,外部吊裝結構設計砂芯,共4 個砂芯,如圖4 所示,變速箱體內腔的1#和2#砂芯須先落入3#砂芯中,隨3#砂芯一起落入下型中,4#砂芯背面預留20 mm 補砂區,由外向內推至固定位置。澆注系統采用頂注封閉式澆注系統[1],阻流截面在內澆口上,澆注開始后金屬液容易充滿澆注系統,擋渣能力較強,金屬液消耗少,且清理方便。內澆口分散開設在法蘭面上,方便鑄件清理,根據壁厚及澆注時間的確定,按阻流截面設計法計算澆注系統尺寸,其中F直∶F橫∶F內=2.04∶1.64∶1,澆注溫度為1 350 ℃~1 370 ℃,澆注時間為25 s.
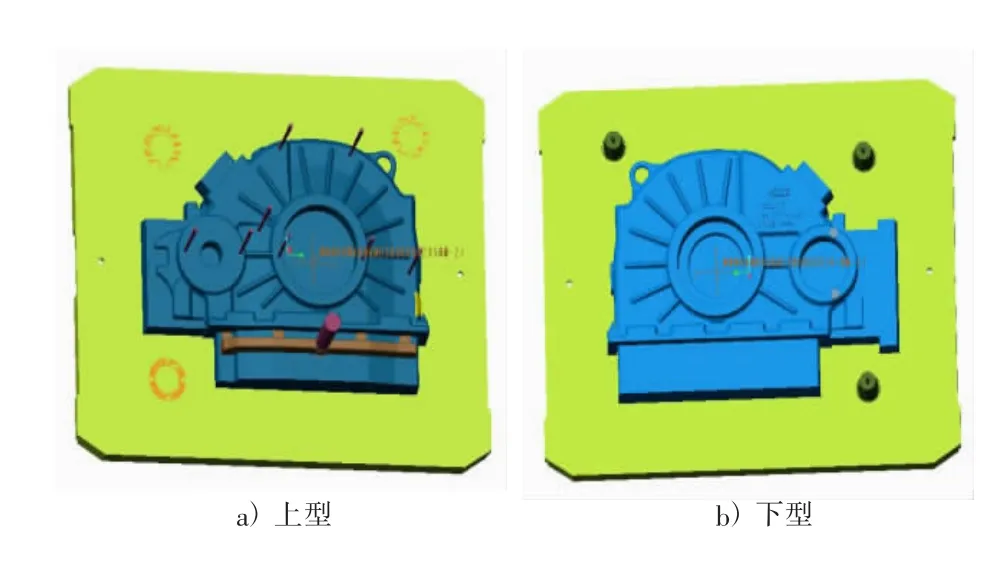
圖3 變速箱體外模結構
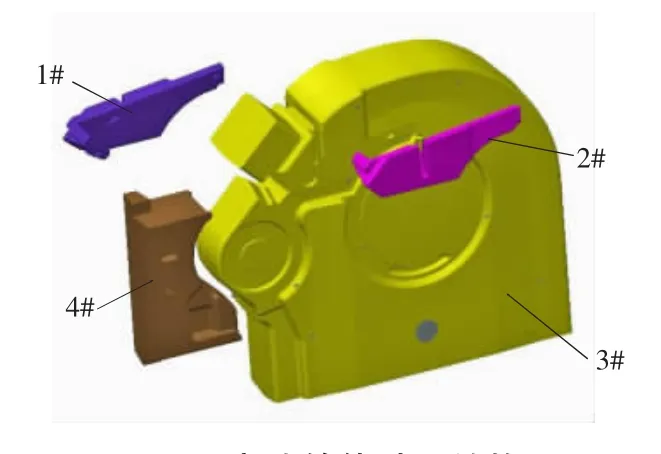
圖4 變速箱體砂芯結構
1.2 Procast 工藝模擬
為驗證變速箱體鑄造工藝設計的合理性,通過Procast 進行了工藝模擬,如圖5 所示。模擬結果顯示有縮孔缺陷。縮孔位置均在結構熱節處,主要原因是鑄件結構壁厚變化突然,孤立的熱節得不到補縮。為防止工藝試驗時產生縮孔缺陷,在模擬缺陷位置處放置冷鐵進行熱節處快速冷卻和保溫冒口進行液態補縮。
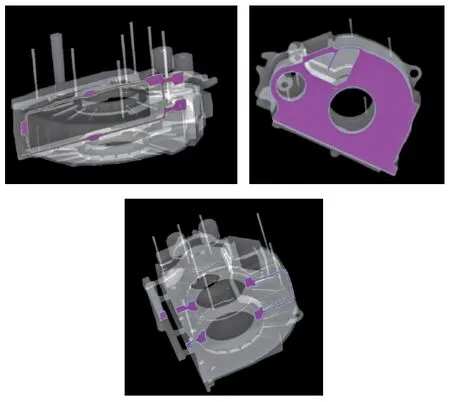
圖5 鑄造工藝模擬結果
2 工藝試驗驗證及結果
2.1 第一次試驗驗證
根據工藝模擬結果,在變速箱體相應位置放置了冷鐵和保溫冒口,見圖6.澆注溫度為1 370 ℃,澆注時間為23 s,外模涂料為醇基涂料流涂、冷鐵部位燃氣噴燈烘烤。

圖6 變速箱體冒口和冷鐵布置圖
第一次試驗結果表明:
1)清理后的鑄件經過三維掃描符合設計三維(見圖7 三維掃描對比圖);
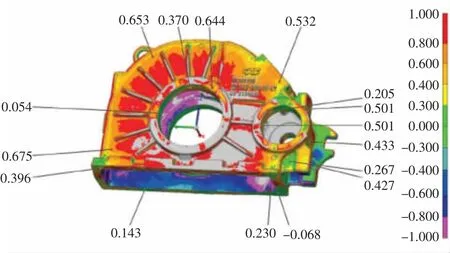
圖7 鑄件三維掃描結果
2)X 射線探傷結果在工藝模擬時有縮松缺陷位置未發現缺陷,但在吊鉤與變速箱體接觸位置發現了4 級縮松缺陷(見圖8 中29 號片位置),外部厚大部位與變速箱體連接處發現縮松3 級(見圖8中13 號片位置);
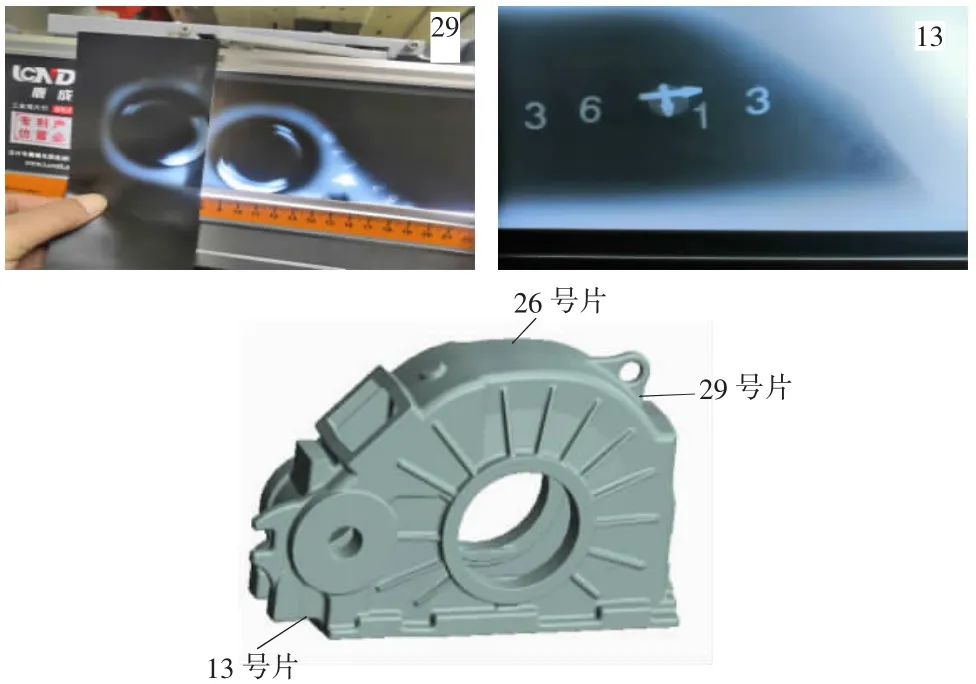
圖8 射線探傷圖片
3)拋丸后的變速箱體鑄件在上型平面處發現表皮氣孔缺陷(見圖9),影響鑄件外觀質量;

圖9 表層氣孔缺陷
4)附鑄樣低溫沖擊值為8 J、10 J、10 J,低溫沖擊不符合EN 1563.
分析第一次試驗缺陷表明:
1)射線探傷中13 號片及29 號片缺陷位置均在與箱體連接位置,屬于獨立熱節,分析認為此連接部位壁厚較其他無連接部位厚,須增加冷鐵加快此兩處冷卻速度,減小或消除此兩處縮松缺陷。
2)拋丸后的表層氣孔缺陷位置在澆注系統對面,遠離澆注系統,分析認為是鐵水流至該處時溫度降低,導致砂芯產生的氣體無法及時排出產生了表層氣孔,應提高澆注溫度或加快鐵水流動至該處,工藝措施為提高澆注溫度,并墊高澆注系統一側加快鐵水流動至澆注系統對面。
3)針對附鑄樣低溫沖擊不合格問題分析認為現在含Si 質量分數為2.2%~2.5%,一定的Si 能促進石墨、防止滲碳體的產生,但Si 會提高材料的脆性轉變溫度,降低韌性,措施為降低Si 的質量分數至2.0%~2.2%.
2.2 第二次試驗驗證
2.2.1 第二次試驗工藝改進
根據第一次試驗分析結果,采取措施為:1)在13 號片及29 號片位置增加鉚釘和圓鋼作為冷鐵降低該兩處的縮松缺陷(見圖10);2)提高澆注溫度至1 400 ℃,并墊高澆注系統一側60 mm,降低表層氣孔缺陷;3)熔煉時降低Si 質量分數至2.0%~2.2%,提高附鑄樣的低溫韌性。

圖10 冷鐵布置圖
2.2.2 第二次試驗結果
1)X 射線探傷結果29 號和13 號片位置為1級,符合圖紙要求(見表1);
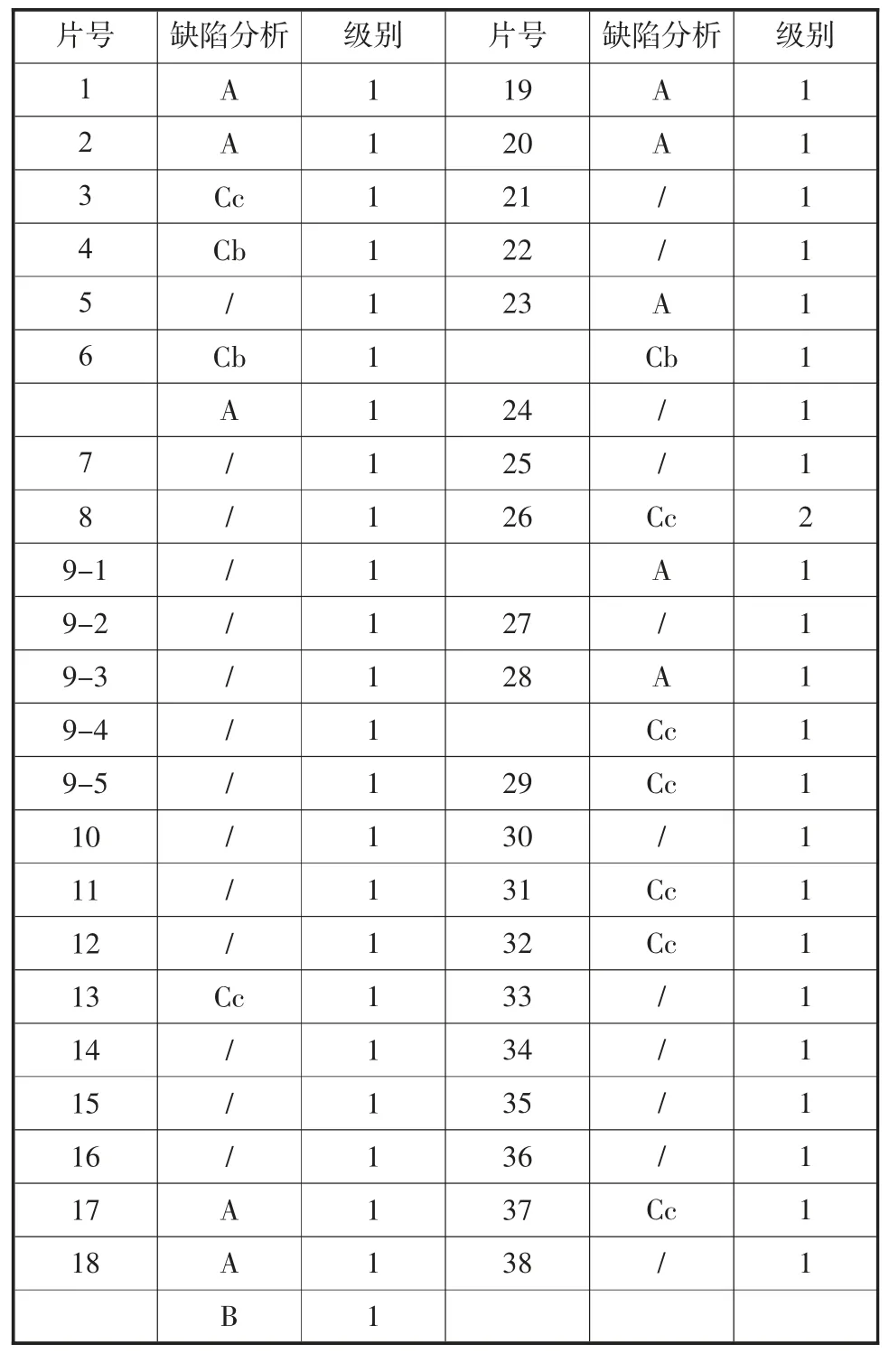
表1 變速箱體探傷結果
2)拋丸后鑄件表面無表層氣孔缺陷,鑄件表面質量良好;
3)附鑄樣低溫沖擊值為12 J、14 J、10 J,低溫沖擊符合EN 1563.
3 結論
1)使用合理的冷鐵和冒口結構,確保鑄件重要部位的內部質量。
2)增加澆注溫度及墊高澆注系統一側可增加鐵水的流動速度,降低遠離澆注系統一側的表面氣孔缺陷。
3)合理的Si 含量能提高附鑄樣的低溫韌性。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:46
世界農藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
