增程器三結合面滲油分析與解決方案
2023-05-30 22:16:52范鵬周友濤
汽車工藝師 2023年5期
范鵬 周友濤


摘要:某款增程器在開發過程中,在發動機缸蓋-缸體-正時罩蓋三結合面處,出現了整車耐久路試滲油現象。通過理論分析,并對該發動機滲油處三結合面的結構、受力、模態等各個維度進行了CAE分析,并通過產品結構的優化和工藝改善,完成了增程器總成的臺架和實車耐久驗證,成功解決了增程器三結合面滲油品質問題,保證了整車的開發周期并減少了成本投入。
關鍵詞:增程器;三結合面;滲油;密封
增程器是一種使用其他能源(如汽油)給電動汽車電池進行電能補給的裝置。傳統意義上的增程器是指發動機與發電機的組合,而發動機包括了發動機缸體、缸蓋和正時罩蓋,三者在裝配時形成了三結合面密封結構。該密封結構的密封性能,對于溫度、振動、材料、清潔度、粗糙度、加工刀紋以及密封膠類型等因素都極其敏感,任何參數的變化都可能導致密封性能的失效,引起滲油(漏油)等品質不良。
由于REV增程式電動汽車使用工況的特殊性,增程器是REV電動汽車的核心補能裝置,其起動工況比傳統燃油車更加頻繁。一般而言,傳統燃油車只有在車輛行駛或怠速時需要起動發動機,起動頻次相對較低,起動間隔相對較長。而增程器則根據電池SOC和VCU控制策略反復頻繁起動發動機(比如較低SOC或者車輛高速行駛時均會在電量平衡點處進行增程器起動充電,超過閥值則關閉增程器)。整個起動與停機過程會使發動機本體承受較大的沖擊載荷(尤其低溫冷起動工況更加惡劣),頻繁的起動載荷振動會給發動機本體的三結合面密封性帶來較大影響,嚴重時會導致潤滑系統功能惡化,造成曲軸軸瓦磨損甚至曲軸拉缸抱死。
盡管相關技術可對此類密封問題進行優化緩解,比如增加密封涂膠量或使用密封性能更好的密封膠,但不能根除此類問題,行業內也尚未有一個完整的三結合面優化方案來解決該處易滲油的問題。
本文從實際工程應用角度出發,結合某款增程器開發過程中出現的三結合面滲油問題,并通過對產品結構的性能CAE仿真、零件結構優化和耐久試驗驗證,進行了完整的優化改進,并引申提出了一種三結合面滲油問題的改善思路和方法。
增程器滲油問題描述
1.問題現狀
某款增程式電動SUV汽車,在前期整車耐久路試過程中(主要為山路和結構壞路測試工況),發現發動機進排氣三結合面處有明顯滲油痕跡(見圖1),檢查機油液位無明顯下降,三結合面處無異常磨損碰傷。對應故障里程約為1.5萬km。將滲油位置清洗后繼續路試,行駛約1000km后,發現仍有滲油痕跡。
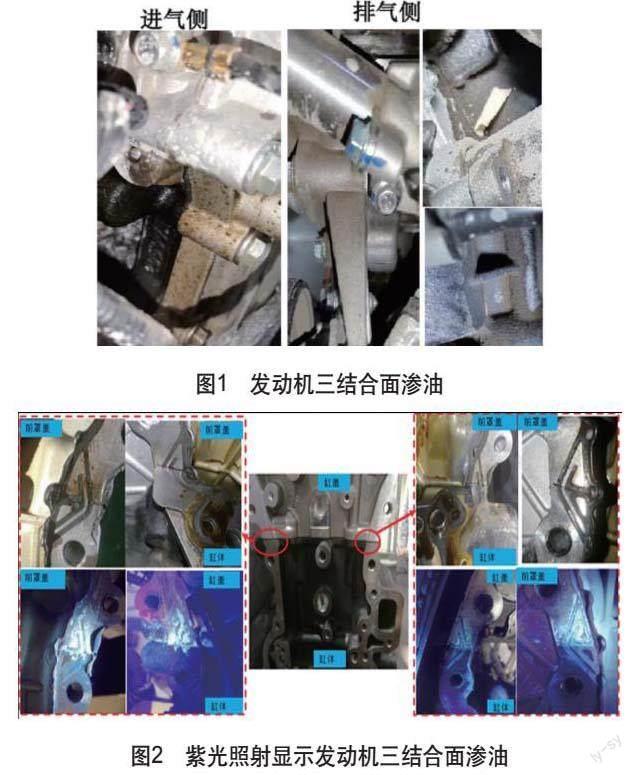
將該增程器進行拆解,發現正時罩蓋儲膠充盈完整且連續,通過紫光照射,發現進、排氣側三結合面處均有明顯機油滲出(熒光顯色乳白色為機油,見圖2),由此判斷密封層被機油穿越且已失效。
經初步排查確認,該批次增程器均通過了生產線氣密性檢測以及整機下線臺架熱試,且該增程器所使用的基礎燃油版機型為量產成熟發動機,未反饋開發階段和售后市場有三結合面滲油的抱怨。
2.故障復現確認
針對該發動機滲油問題,后續連續跟蹤若干臺耐久路試車輛,均發現發動機的三結合面處有滲油痕跡,首次故障分布里程范圍約為8000~45 000km,路試工況覆蓋高環、壞路、山路以及普通公路(見表1和圖3),將油漬擦拭后繼續路試仍有輕微油液滲出。據此,初步判斷該問題為發動機三結合密封面耐久失效故障。
滲油問題原因排查及解析
1.裝配面差及安裝力矩確認
實測故障機正時罩蓋的安裝螺栓力矩均符合設計要求,其中M8螺栓擰緊力矩按照(23±3)N·m,M10螺栓擰緊力矩按照(50±5)N·m。采用扭力扳手檢測,螺栓無明顯力矩衰減,滿足設計要求,可以排除螺栓擰緊力矩對密封面滲油的影響。
另外,實測故障發動機缸蓋與缸體進排氣兩端的前后高度差均小于0.1mm(見圖4),小于基礎機型的缸體與缸蓋前端面面差的設計范圍±0.236mm。同時追溯該平臺傳統燃油機型未有市場滲油問題發生,所以判斷高度差不是該處滲油的主要原因,但基于經驗可以通過調整缸蓋與缸體間的銷孔、銷套裝配公差,進一步縮小缸蓋與缸體的高度差,使密封效果更佳。
一般而言,缸蓋與缸體之間的高度差產生主要原因是缸蓋與缸體間的相對運動。通常,缸蓋與缸體之間靠結合面上的兩個定位銷套進行定位。如果定位銷套與安裝孔的配合間隙設計不合理,則會導致缸蓋、缸體安裝時的定位精度降低。從表1中,調整前后銷套和安裝孔的相關尺寸及公差數據,可以看出,調整后提高了缸體與缸蓋裝配時的定位精度,降低了缸體與缸蓋裝配后密封面的高度差,因此密封性能可以得到提升。
2.三結合面密封結構
為保證缸體、缸蓋前端面與正時罩蓋充分密封結合,常規的工程方案一般在正時罩蓋結合面處設計儲膠槽結構,并在內部邊緣設計有0.5mm的倒角,并結合面壓測試判斷壓痕是否清晰連續且具備適當寬度,一般設計寬度范圍為4.8~9.0mm(見圖5)。
對于該故障機的正時罩蓋采用雙層傘狀儲膠槽,拆解過程中可以判斷密封槽儲膠相對完整且連續,密封膠無明顯剝離斷裂現象,通過面壓測試其壓痕也相對完整但不連續。
在缸蓋、缸體結合面處仍可以看到清晰油跡,且突破了雙層密封膠。從滲油軌跡判斷,缸蓋缸體上下結合面有明顯油跡斷層,且第一層儲膠槽不連續,可能導致機油溢出(見圖6)。據此,可對第一層儲膠槽進一步優化,將儲膠槽貫通,并增加螺栓結合面料厚,使螺栓孔連線位于正時罩蓋內部,進一步優化面壓。
另外,基于正時罩蓋的面壓測試結果,以及從滲油具體位置分析,判斷缸蓋處有改善空間,通過增加缸蓋外側邊緣倒角(高3.5mm,傾角8°)來增加該位置的掛膠量,可以改善缸蓋與缸體間的儲膠空間以提升密封性能(見圖7)。
3.結合面外力影響
由于該發動機的正時罩蓋為非獨立懸置(懸置端與正時罩蓋一體鑄造),正時罩蓋安裝螺栓的應力分布相對集中,尤其三結合面處較為明顯。因行駛路況的限定(山路、坑洼路面),在行駛過程中發動機的振動力極易通過發動機懸置傳遞到正時鏈罩與缸體、缸蓋的三結合面處并產生微觀扭曲形變。該形變量大于該處密封膠的填充量,由于毛細作用,導致密封膠密封性能降低,從而出現滲油故障。
故在排除了其他滲油原因后,應將正時罩蓋受力結構進行優化,進行單獨懸置布置或增加固定螺栓,參考市場其他成熟機型也有獨立懸置支架的應用來分散發動機傳遞過來的振動應力(見圖8和圖9)。
4.工藝制程及部品管理
除上述原因分析,該處的滲油問題在工藝制程以及部品管控等方面也需要管控改善,其中改善的關鍵因素如下:
1)密封面的加工刀紋一般采用魚鱗式交叉刀紋加工,避免貫穿性加工紋理(見圖10),且應合理控制密封表面粗糙度(一般按Rz12.5mm),以增加密封膠料的附著力。
2)密封面清潔度也尤其重要,尤其是靠密封膠密封的金屬表面,當密封面油污過多時,會影響密封膠的正常密封效果。
針對該滲油問題,通過現場點檢判斷,發現了若干項影響滲油的工藝制程及部品質量因素,并提出了相應改善建議,見表3。
綜合上述滲油問題分析,提出下述初步的改善方案(見圖11),并進行CAE仿真進一步驗證。
對策1:三結合面缸蓋處增加倒角(高3.5mm,傾角8°),加強密封膠填充性。
對策2:將正時鏈罩第一道儲膠槽進行貫通,并延長第二道密封槽防線空間。
對策3:在三結合面兩處螺栓孔中間增加壁厚(缸蓋/缸體/前罩殼),降低螺栓應力以優化三結合面面壓。
對策4:正時罩蓋密封面進行魚鱗紋加工,并嚴格控制加工表面的粗糙度和清潔度。
對策5:增加增程器右懸置獨立托架,并與前罩殼固定螺栓孔位共孔,以改善螺栓應力分布,減少正時罩蓋懸置端振動力的影響。
三結合面滲油問題方案優化及驗證
1.仿真分析及解決措施
為論證上述滲油問題原因解析以及改善方案的有效性,按照整車工況進行CAE仿真,并針對密封面各部件的模態、張開量、滑移量、螺栓應力分布及面壓各維度進行分析,評估方案改善的有效性。
(1)仿真模型搭建 模型輸入:總成模型(含缸蓋、缸體、正時鏈罩、懸置托架),其中基礎模型按正時罩蓋無獨立懸置支架,改善模型為正時罩蓋包含獨立懸置支架方案(見圖8);模型材質:缸蓋為ADC12,缸體為HT250,正時鏈罩為ADC12,懸置托架為QT450;螺栓力矩加載:M8為(23±2)N·m,M10為(50±5)N·m;計算工況加載:按懸置28工況選擇部分工況進行仿真(主要選擇8kPH ±11g前后碰撞,垂直上下加載±5g/橫向左右加載±3g)。
基礎模型CAE分析 基于CAE分析匯總結果可以得出如下判斷(見表4):
1)QT450獨立懸置托架模態滿足要求(>500Hz)。
2)進氣側增加加強筋后,改善了三結合面密封槽處的前后張開量。排氣側最大值由1.2μm降低至0.3μm,進氣側最大值由1.5μm降低至1.3μm。并使最大值外移至正時罩蓋邊緣處,使密封膠槽密封性得到改善,排氣側三結合面張開量有所改善。
3)三結合面左右滑移量較原狀態有所改善,最大值由4.8μm降低至3.2μm。
4)獨立懸置托架正時鏈罩三結合面處抗拉應力減小明顯(由210MPa降低至108MPa),整體變形量小,提升密封性能。
由以上CAE分析可以判斷,上述改善方案的仿真計算可以滿足設計要求,可以進行改善樣機的試做及耐久驗證。
2.臺架及整車耐久試驗驗證
將改善方案導入的增程器進行500h臺架耐久試驗,15萬次起停驗證及3萬km整車耐久路試,無滲油問題再發,判斷三結合面密封結構改善有效,且滿足設計要求。
結語
本文結合增程器滲油問題進行了充分解析及驗證,并對于發動機三結合面的密封性能提升提出了具體改善方案。總結而言,對于任何結合面處,要保證密封的4個要素是:
1) 直線度、平面度、粗糙度、清潔度及密封面的形狀設計的結合表面狀況。
2) 密封介質狀況,包括密封結構設計和密封膠的選配等。
3) 緊固力的大小和分布,面壓均勻性分布,結合面張開量和滑移量的影響。
4)增程器裝配及部品質量一致性保證。
對此,結合上述實際工程案例分析,提出了下述增程器三結合密封面密封性能優化的基本方法,并在后續開發應用中予以參考(見圖12)。
參考文獻:
[1] 丁國棟.某型號柴油機機體和機座結合面漏油問題的原因分析[J].內燃機與動力裝置,2012(5):52-53.
[2] 張明興. 缸體缸蓋結合面平面度超差問題的解決[J].汽車工藝與材料,2010(5):24-27.
[3] 董峰. 發動機缸體缸蓋結合面密封性方法研究[D]. 上海:上海交通大學.2012.
[4] 韓進宏,遲彥孝. 互換性與技術測量[M],北京:機械工業出版社,2005.
[5] 林樺. 發動機防漏密封技巧[J]. 汽車維修,2002(6):48-49.