馬鈴薯種薯切塊機四爪同步式夾持裝置設計*
2023-06-05 01:32:08單信和王崇慶李學強王相友
中國農機化學報 2023年5期
單信和,王崇慶,李學強,王相友
(1. 山東理工大學農業工程與食品科學學院,山東淄博,255000;2. 山東思代爾農業裝備有限公司,山東德州,253600)
0 引言
馬鈴薯是僅次于小麥、玉米以及水稻的世界第四大農作物[1-2]。馬鈴薯主要以切塊播種為主,目前國內馬鈴薯種薯切塊機由于沒有固定種薯的裝置,使得種薯在輸送時排布雜亂無章,極易切除頂芽,增加了馬鈴薯的種植成本。因此,亟待研制能夠保留種薯頂端優勢的馬鈴薯種薯切塊機夾持裝置。
國外對馬鈴薯種薯切塊技術的研究起步較早[3-8],其種薯切塊機集上料、分級、切種、噴藥處理于一體[9]。隨著馬鈴薯主糧化戰略的實施,國內種薯切塊機械的研究引起了很多專家的關注。郭志東[10]設計的自動切塊機采用圓錐臺輥子輸送種薯,增加了重量傳感器實時測量薯塊的質量。周樹林[11]設計的舀勺式馬鈴薯切塊機,主要由機箱、驅動裝置、切塊組件等組成,采用3種切刀對種薯進行切塊。汪小強[12]設計了一種馬鈴薯切塊機械,通過推桿擠壓種薯向第一刀片運動完成第一次切塊,第二刀片上移完成種薯第二次切塊。王相友等[13]設計了一臺定向排列縱橫切分馬鈴薯種薯切塊機,該機采用圓臺橡膠輥組調整種薯的重心,圓盤縱刀對種薯進行初次分割,薯刀梳子配合橫刀完成后續切塊過程。劉權磊[14]對切塊機圓臺橡膠輪的尺寸進行了優化,更有利于種薯整列排序,通過設計新的刀架實現圓盤刀角度的改變,可一定程度上解決薯塊不均勻的問題。
綜上所述,國內專家已經在種薯切塊機械的研究領域內取得了很大突破,但是種薯切塊仍存在容易將種薯頂芽部分切為片狀,導致薯塊發芽缺乏足夠營養、損耗大的問題。為解決以上問題,本文設計了一種四爪夾持式的馬鈴薯種薯夾持裝置,該裝置每次只攜帶一個種薯,能夠很好地固定種薯在輸送與切塊過程中的姿態,并且配合兩次對半分割的切塊方式,可以達到薯塊含有芽眼、保留種薯頂端優勢的目的。
1 整機結構和工作原理
1.1 整機結構
馬鈴薯種薯切塊機試驗臺主要包括夾持裝置、圓盤刀、切刀高度調節裝置、輸送電機、切刀轉動電機、機架等,其結構如圖1所示。
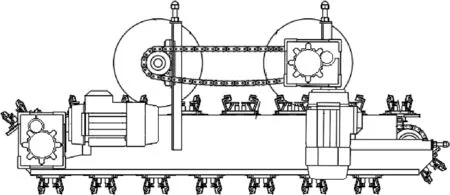
(a) 主視圖
(b) 俯視圖
1.2 工作原理
為了達到較好地夾持效果,在前端設備的喂入裝置輸送帶上安裝弧形擋板,相鄰擋板之間的距離與相鄰夾持裝置間的中心距相等,保證種薯順利落入夾持裝置。擋板與夾持裝置均依據種薯外形特征進行設計,且保證每次輸送一個種薯。切塊過程中,姿態一致、有序排列的種薯從喂入裝置的末端拋出落入夾持裝置。夾持裝置攜帶種薯向圓盤刀方向勻速前進。第1片圓盤刀沿種薯短軸截面對種薯進行切割,經擋板阻擋夾持裝置轉動90°,隨后第2片圓盤刀沿種薯長軸截面對種薯進行第2次切割,夾持裝置再次轉動90°進行復位,隨后薯塊在夾持裝置翻轉下掉落至輸送帶上。第二次切薯將種薯頂端均分,使4個薯塊都含有頂芽。兩圓盤刀之間保留一定距離,避免夾持裝置轉動時與圓盤刀干涉。
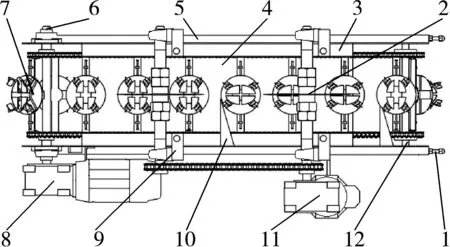
1.3 夾持裝置結構組成與工作原理
夾持裝置主要由夾持爪、托板組、彈簧座、調緊螺桿和底板構成,其結構如圖2所示。其中,托板組由4塊托板構成,對角安裝的托板相同。對角安裝的夾持爪相同,其安裝滑輪的一端放置在彈簧座滑槽內。彈簧座中放置4個彈簧,每個導向滑軌內放置1個。軸承位于彈簧座與底板之間。調緊螺桿穿過底板上的方形凸臺對稱安裝在裝置兩側,其頂端安裝橡膠摩擦塊緊貼彈簧座底部,摩擦塊表面設計為鋸齒形來增大摩擦。
圖2 夾持裝置結構圖
種薯切塊前,調整喂入裝置末端的擋板與試驗臺起始端的夾持裝置在豎直方向重合。該裝置工作時,由輸送電機驅動夾持裝置勻速運動,夾持部件憑借種薯的碰撞完成夾薯動作。種薯經喂入裝置排序,其水平速度與夾持裝置輸送速度相同并依次落入夾持裝置,種薯表面并不規則,其表面凸起處首先碰撞托板并帶動托板下移擠壓彈簧,同時4個夾持爪向內收縮,夾緊種薯。夾持過程中,每組托板、夾持爪和彈簧是獨立運動的,這樣可以使夾持裝置能夠自適應種薯不規則的表面夾緊種薯。通過4組托板、夾持爪和彈簧的獨立運動可實現種薯的姿態調節,讓其短軸截面對準切刀,保證切刀均分薯塊,提高薯塊品質。
2 關鍵部件設計
2.1 托板組設計
種薯碰撞壓板會產生作用力,故壓板表面采用緩震材料,托板組結構如圖3所示。根據種薯長軸橫截面,將托板組設計為“類橢圓形”,其長軸為120 mm,短軸為60 mm。由于種薯表面不規則,因此將托板組設計為4塊,每塊托板獨立運動,可以實現夾持裝置自適應種薯表面夾緊種薯。為了保證種薯喂入前夾持爪呈打開狀態,夾持裝置通過彈簧支撐托板組,托板組下端面設計導向塊擠壓彈簧實現夾薯。當彈簧達到最大變形量時,彈簧彈力為
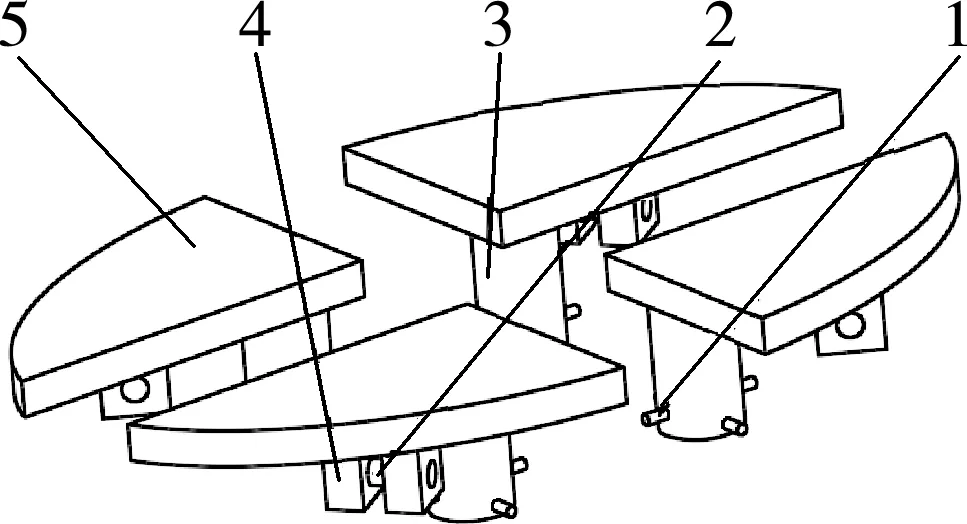
圖3 托板組結構圖
Fd=kΔd
(1)
式中:Fd——彈簧彈力,N;
k——彈簧勁度系數,N/m;
Δd——彈簧最大變形量,m。
為保證夾持爪可以夾緊種薯,此時彈簧彈力應不大于種薯重力,即
Fd≤Mg
(2)
式中:M——種薯平均質量,kg;
g——重力加速度,取9.8 m/s2。
考慮到夾持裝置尺寸較小,且夾緊過程迅速,導向塊長度取25 mm,即彈簧最大變形量為25 mm。用于切種的種薯質量較小,由式(1)、式(2)可知,為了使得質量偏小的種薯可以被夾緊,需要選取勁度系數較小的彈簧。當夾持裝置隨鏈條運動至切塊機下方時,要使得夾持爪順利打開,因此彈簧勁度系數不能過小。經稱重,測得試驗種薯平均質量為260 g,代入式(1)、式(2)得彈簧勁度系數最大為104 N。根據多次夾持試驗篩選,確定了彈簧勁度系數在60~80 N/m時種薯能夠被夾緊且夾持爪能夠順利打開。托板與夾持爪之間采用銷連接,該方式連接穩定且運動平順。為保證托板不會脫離彈簧座,在導向塊底端插入限位銷。為滿足圓盤刀走刀需求,設計的托板組開設十字槽,寬10 mm,切刀經十字槽分割種薯。
2.2 夾持爪設計
夾持爪是夾持裝置的關鍵部件[15-18],包括夾板、連桿、肋板和滑輪,其結構如圖4所示。種薯擠壓托板在豎直方向運動,而夾持爪需要從側面夾緊種薯,故將連桿設計為圖4所示,同時增加滑輪減少運動時的摩擦力,做到快速夾薯,并通過增加肋板提高夾板與連桿之間的連接強度。該部件的特點在于夾持爪可以從4個方向自適應種薯外形夾薯,夾板能夠做到緊貼種薯表皮但不會因夾緊力過大導致芽眼損傷。種薯一般呈“類橢球形”,為增大夾板與種薯接觸時的面積,將夾板的內表面設計為半徑為47.5 mm的圓柱面。
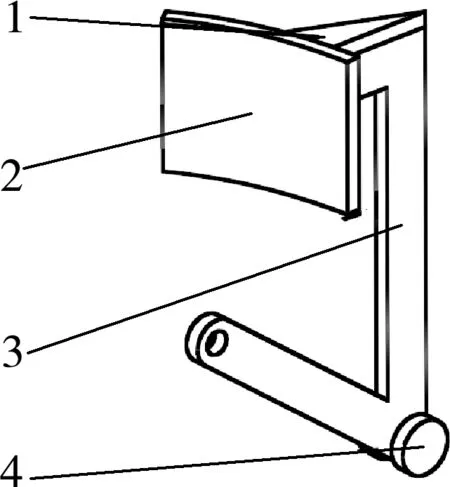
圖4 夾持爪結構圖
夾薯前,4個夾持爪打開,此時夾持裝置開口遠大于種薯外輪廓,能夠滿足尺寸較大的種薯喂入。夾薯時,夾持爪向內收縮,夾板的內表面包絡呈“類橢圓形”。四爪夾持可實現種薯位姿調整,使種薯短軸截面對準切刀,配合切刀均分種薯,這樣即保證了頂芽部分不被切為片狀,又使每個薯塊都存在頂芽,有效減少種薯損耗。為了提高夾持穩定性,設計的每組夾持裝置包含4個夾持爪。以夾持爪底端小孔的運動方向為X軸,其上端小孔的運動方向為Y軸,建立平面直角坐標系,運動過程如圖5所示,實線為初位置,虛線為末位置。
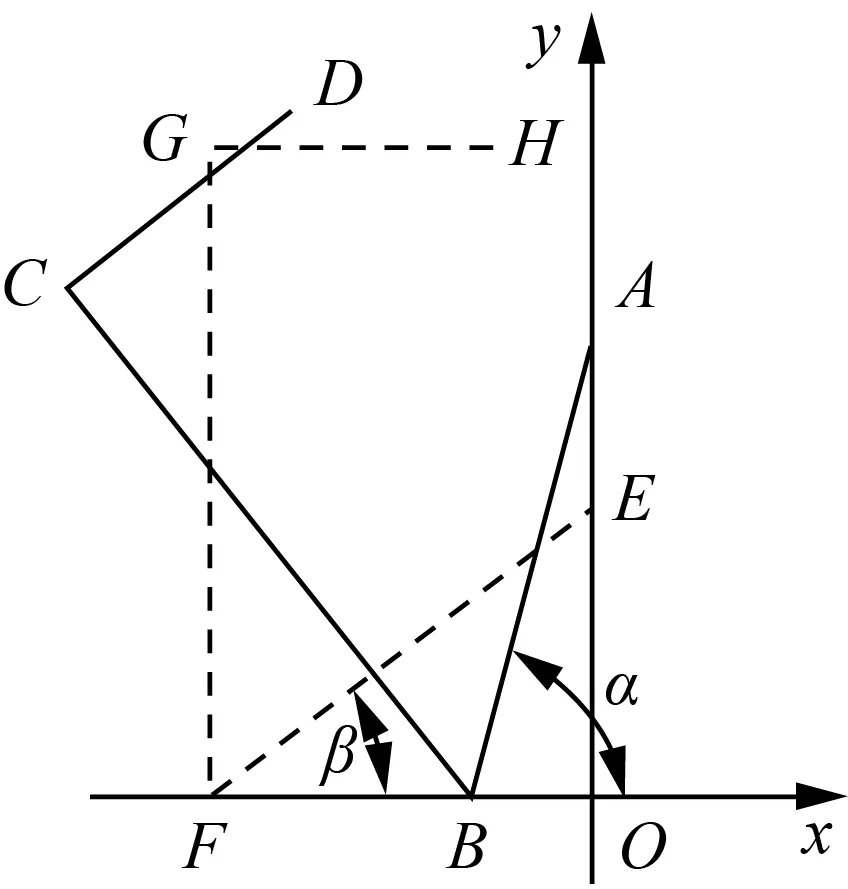
圖5 夾持爪運動初末位置圖
種薯穩定后,導向滑塊運動至最底部,彈簧達到最大變形量,夾持爪D(H)點運動至種薯水平均分截面處,夾持爪BC段的長度
lBC=lOE+lEH
(3)
式中:lBC——夾持爪BC段長度,mm;
lOE——末位置處,夾持爪上端小孔至滑輪中心的豎直距離,mm;
lEH——末位置處,夾持爪上端小孔至種薯水平均分截面的豎直距離,mm。
此時,lOE等于導向滑塊的長度,lEH等于種薯短軸半徑的長度,經測量,種薯短軸半徑平均值為30 mm,故lBC為55 mm。
為減小托板的豎直方向位移行程并滿足彈簧和導向滑塊的安裝,由幾何關系可知,夾持爪AB段長度
(4)
式中:lAB——夾持爪AB段長度,mm;
α——夾持爪AB段初始角度,(°)。
由式(4)可知,夾持爪AB段初始角度大小影響夾持爪的尺寸。由于各零部件之間存在一定的摩擦力,夾持爪AB段初始位置與水平方向的夾角過大會導致夾持裝置卡死,而夾角過小則導致夾持爪開口不足以容納種薯,取該夾角范圍為50°~80°,每10°做3組試驗,當夾角為70°時夾持爪運動平順,且開口大小可以滿足種薯喂入要求,因此取AB段初始角度為70°,考慮到加工方便性,將夾持爪AB段長度設計為37 mm。
2.3 彈簧座設計
本文設計了彈簧座配合夾薯作業,其結構如圖6所示。導向滑軌內各安裝1個彈簧,滑槽內放置夾持爪帶有滑輪的一端,彈簧座圓形面下端面設計4個旋轉凸臺,凸臺碰撞機架上的擋板可使彈簧座轉動90°,配合切刀完成四瓣切薯工作。該部件最底部設計1個圓柱形固定筒,其內部安裝軸承,外圓柱面與鋸齒橡膠摩擦塊緊密貼合限制彈簧座的轉動角度,由于夾持裝置輸送速度不快,經試驗觀察,采用此限位方式滿足要求。

圖6 彈簧座結構圖
作業時,為保證導向滑塊和彈簧運動時不卡頓,導向滑軌孔徑要略大于彈簧外徑,故其孔徑取10 mm。為滿足彈簧以及導向塊的安裝尺寸需求,導向滑軌深度要大于彈簧壓縮后長度與導向滑塊長度的總和,即
Hh≥ld+lm
(5)
式中:Hh——導向滑軌深度,mm;
跨入新時代,五建不斷提升傳統業務發展質量,積極探索轉型業務,努力從傳統施工企業向高新技術企業轉變,并與員工共享發展成果。不斷變革,不斷創新,不斷突破,不斷凝聚,五建越發展越年輕,腳下的路越走越寬闊。
lm——彈簧壓縮后長度,mm;
ld——導向滑塊的長度,mm。
彈簧壓縮后會留有一定的長度,本文選用的彈簧壓縮至最大壓縮量位置時,其長度最大為5 mm,故導向滑軌深度取30 mm。
為保證夾持爪在運動過程中不脫離彈簧座,彈簧座直徑設計為150 mm。夾持爪滑輪在彈簧座滑槽內平動,滑槽長度應大于夾持爪在彈簧座上的移動距離,即
lc≥lAB·cosβ-lAB·cosα
(6)
式中:lc——滑槽長度,mm;
β——種薯夾緊狀態,夾持爪AB段與水平方向夾角,為42.5°。
由式(6)可得,滑槽長度最小為14.6 mm,考慮到滑輪的安裝尺寸,將滑槽長度設計為30 mm。
3 試驗與分析
3.1 試驗條件
試驗于2021年6月在山東德州試驗基地進行,選取分級后的荷蘭15號一級良種為試驗材料,其形狀為長橢圓形,質量范圍為220~270 g,采用自制的馬鈴薯種薯切塊機試驗臺進行試驗。
3.2 正交試驗與分析
以荷蘭15號一級良種為參考,進行單因素試驗,種薯喂入高度為100~200 mm,彈簧勁度系數為60~100 N/m,夾板材料為PVC、硅膠、EVA。其中高度低于該范圍會使得前端喂入設備與試驗臺干涉,高于該范圍彈出夾持裝置的種薯驟增,并且芽眼損傷嚴重;勁度系數高于該范圍導致夾持裝置不能夾緊種薯,影響切塊質量,低于該范圍彈簧緩沖作用小,容易損傷芽眼;夾板材料對芽眼損傷有很大影響,硬度高的材料對芽眼損傷較大,但硬度低的材料使用壽命較低,所以種薯喂入高度、彈簧勁度系數、夾板材料,這些因素直接影響了薯塊品質。
根據馬鈴薯種薯切塊的企業標準與中國農業機械學會發布的團體標準,將含有芽眼且質量在35~65 g的薯塊作為合格薯塊,其余認定為損耗薯塊,選擇漏取率、損耗率為評價指標,其計算公式如式(7)所示。
(7)
式中:Q1——漏取率,%;
n1——彈出夾持裝置種薯的質量,kg;
N——種薯總質量;
Q2——損耗率,%;
n2——損耗薯塊的質量,kg。
采用三因素三水平正交試驗方案,因素水平安排如表1所示。
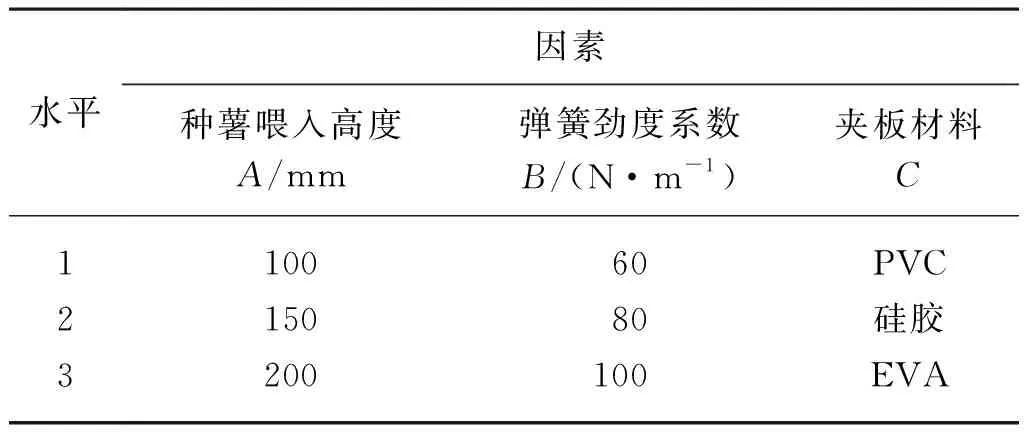
表1 試驗因素水平Tab. 1 Experimental factors and codes
試驗前使用電子秤將種薯稱好,調整喂入裝置轉速為30 r/min,試驗臺輸送軸轉速為30 r/min,刀軸轉速為110 r/min。每30個馬鈴薯為一組,每組試驗重復3次,記錄每組試驗后彈出夾持裝置種薯的質量與認定為損耗薯塊的質量,取3組試驗的平均值作為試驗結果,試驗方案如表2所示,極差分析結果如表3所示。
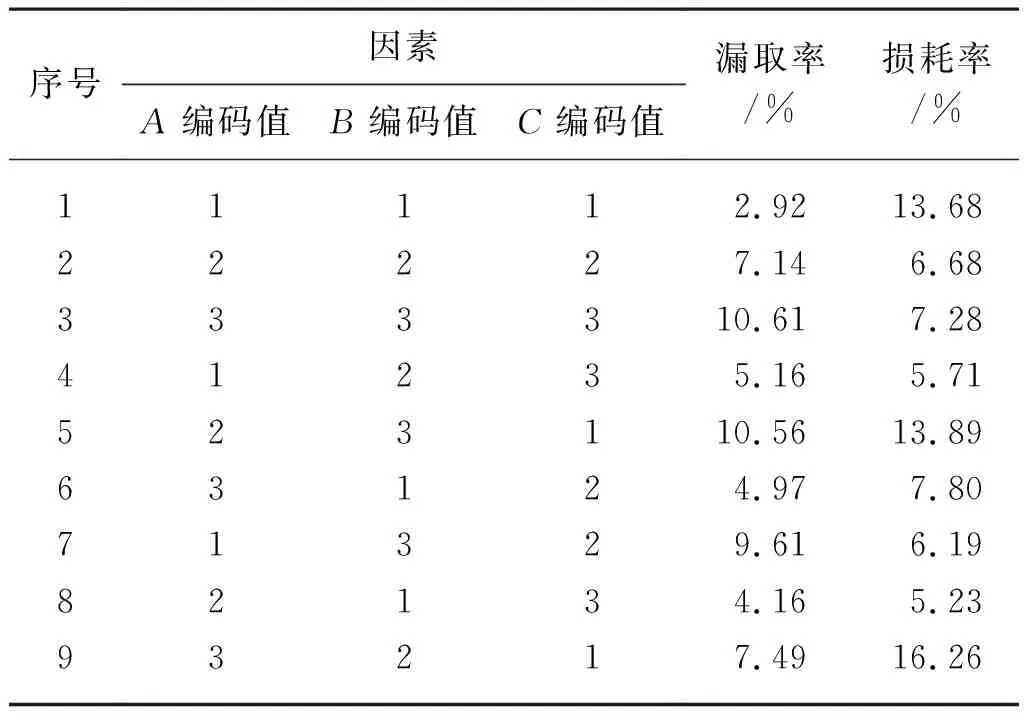
表2 正交試驗方案與結果Tab. 2 Orthogonal test design scheme and results
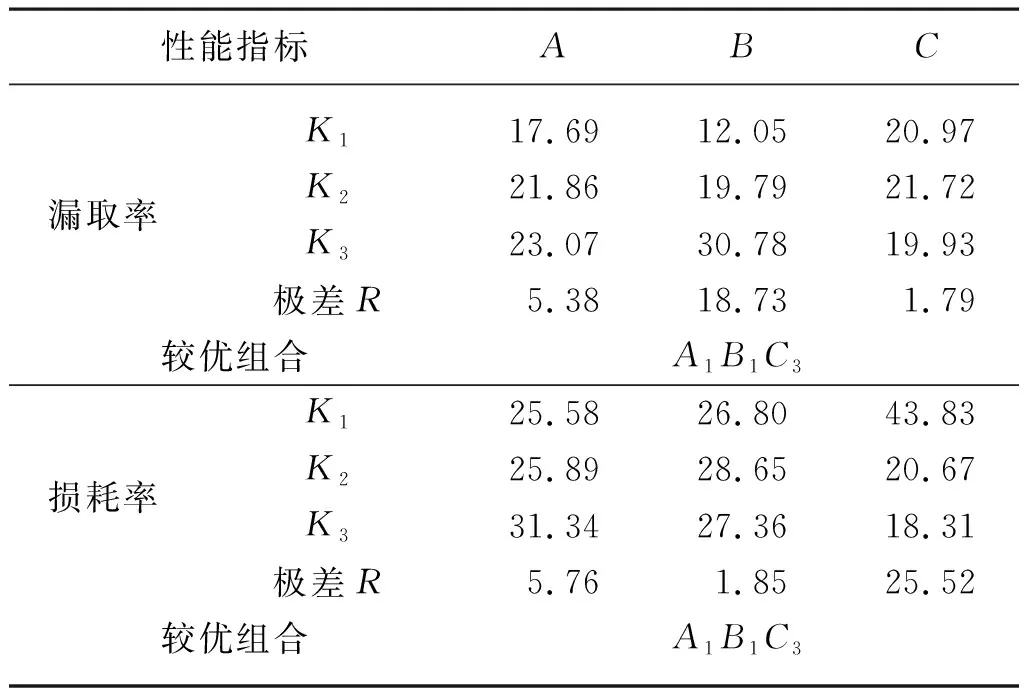
表3 極差分析結果Tab. 3 Results of range analysis
根據上述試驗結果,以漏取率及損耗率為考察指標的正交試驗中,由表3可知兩指標對應的較優因素水平組合均為A1B1C3。各因素對漏取率的影響主次順序為彈簧勁度系數、喂入高度、夾板材料,各因素對損耗率的影響主次順序為夾板材料、喂入高度、彈簧勁度系數。
當喂入高度為100 mm、150 mm和200 mm時,漏取率分別為5.90%、7.29%和7.69%,即漏取率隨喂入高度增大而增大,較優因素水平為A1;這是因為在喂入高度增大時,種薯回彈高度增大,導致種薯脫離夾持爪的固定,造成漏取率的增大。當喂入高度為100 mm、150 mm和200 mm時,損耗率分別為8.53%、8.60%和10.45%,即損耗率隨喂入高度增大而增大,較優因素水平為A1;這是因為在喂入高度增大時,種薯與托板及夾板碰撞時的速度增大,種薯的沖擊力增大,造成損耗率的升高。由表3可知喂入高度為A1時漏取率和損耗率均維持在較低水平,因此選取A1作為較優因素水平。
當彈簧勁度系數為60 N/m、80 N/m和100 N/m時,漏取率分別為4.02%、6.60%和10.26%,即漏取率隨彈簧勁度系數增大而增大,且彈簧勁度系數越大,漏取率增大趨勢越明顯,較優因素水平為B1;這是因為勁度系數較小時,彈簧較軟,種薯自重可以將其壓縮,夾持爪張開不明顯,這時種薯在夾持裝置內會有輕微晃動,但夾持爪仍可以固定種薯,當彈簧勁度系數較大時,種薯自重不能將彈簧壓縮,導致夾持爪無法收緊,造成漏取率增大明顯。
當彈簧勁度系數為60 N/m、80 N/m 和100 N/m時,損耗率分別為8.90%、9.55%和9.12%,即損耗率隨彈簧勁度系數增大先增大再降低,較優因素水平為B1;這是因為隨著彈簧勁度系數增大,彈簧開始變硬,種薯撞擊托板的接觸力變大,損耗率增大,隨后夾持爪夾緊種薯,在接觸位置芽眼損失較多,當彈簧勁度系數增大到一定數值后,種薯落入夾持裝置中與托板碰撞后不再碰撞夾持爪,種薯損耗只出現在種薯與托板碰撞位置,損耗率輕微下降。由表3可知,彈簧勁度系數為B1時兩指標均維持在較低水平,因此選取B1作為較優因素水平。
當夾板材料為PVC、硅膠和EVA時,漏取率分別為6.99%、7.24%和6.64%,即漏取率隨夾板材料的改變變化不大,較優因素水平為C3。當夾板材料為PVC、硅膠和EVA時,損耗率分別為14.61%、6.89%和6.07%,較優因素水平為C3。
在種薯碰撞硅膠與EVA材料的夾板時,夾板能給予種薯較好的緩沖效果,在一定程度上可以保護芽眼不受損傷,但長期使用后EVA材料性能有所衰減,其對芽眼的損傷會輕微增加,需要定期更換新的夾板;PVC材料彈性模量較大,種薯撞擊該材料時易造成破損和傷芽,損耗率較高,因此選取C3作為較優因素水平。
綜上,馬鈴薯種薯夾持裝置的較優因素組合為A1B1C3,即喂入高度為100 mm,彈簧勁度系數為60 N/m,夾板材料為EVA。
3.3 驗證試驗
按照較優因素組合調整試驗臺參數重復3次試驗,并取平均值,驗證試驗結果如表4所示,經過試驗得出漏取率均值為2.68%,損耗率均值為4.43%,滿足種薯切塊的作業標準。

表4 驗證試驗結果Tab. 4 Verification test results
4 結論
1) 設計了一種馬鈴薯種薯夾持裝置,采用4組夾持爪與托板同步運動的方式對馬鈴薯種薯進行夾持。該夾持裝置憑借種薯自身重力擠壓彈簧來實現種薯夾緊,此方式能夠避免由于夾緊力太大壓壞種薯,也能避免由于夾緊力不足使種薯在裝置內部晃動,可以實現種薯穩固夾持,有效降低了種薯的損耗率。
2) 對夾持裝置的托板組、夾持爪、彈簧座的關鍵部件進行了設計。其中,托板組長軸位120 mm,短軸為60 mm,導向滑塊長25 mm;夾板內表面為半徑為47.5 mm的圓柱面;彈簧座導向滑軌深度為30 mm,滑槽長度為30 mm。
3) 對種薯夾持試驗結果進行了驗證試驗。結果表明喂入高度為100 mm、彈簧勁度系數為60 N/m、夾板材料為EVA時,漏取率均值為2.68%,損耗率均值為4.43%,滿足種薯切種要求。