各向異性增材制造構(gòu)件的超聲陣列全聚焦成像
2023-06-10 03:22:12徐娜許路路何方成
北京航空航天大學(xué)學(xué)報(bào) 2023年5期
徐娜,許路路,何方成
(1.中國(guó)航發(fā)北京航空材料研究院,北京 100095;2.中國(guó)航空發(fā)動(dòng)機(jī)集團(tuán)材料檢測(cè)與評(píng)價(jià)重點(diǎn)實(shí)驗(yàn)室,北京 100095;3.航空材料檢測(cè)與評(píng)價(jià)北京市重點(diǎn)實(shí)驗(yàn)室,北京 100095;4.北京航空航天大學(xué) 材料科學(xué)與工程學(xué)院,北京 100191)
激光增材制造技術(shù)直接由零件計(jì)算機(jī)輔助設(shè)計(jì)(CAD)模型一步完成高性能金屬零件的“近終成形”制造,是一種具有“變革型”意義的先進(jìn)制造技術(shù)[1-3]。然而,在成形過(guò)程中零件內(nèi)部極易產(chǎn)生未熔合、氣隙、氣孔、夾雜等各種冶金缺陷,這些缺陷會(huì)嚴(yán)重影響最終成形零件的內(nèi)部質(zhì)量[4-5],無(wú)損檢測(cè)算法是保證增材制造金屬構(gòu)件質(zhì)量的重要手段[6-8]。超聲波檢測(cè)技術(shù)具有檢測(cè)深度大、速度快、靈敏度高、可對(duì)缺陷定位定量等技術(shù)特點(diǎn),目前被應(yīng)用于增材制造金屬構(gòu)件的無(wú)損檢測(cè)中。
然而,激光增材制造技術(shù)特殊的成形過(guò)程導(dǎo)致材料在不同成形方向上組織特征差異較大[9],具有顯著的各向異性特征,而材料的各向異性會(huì)導(dǎo)致超聲波具有許多各向同性材料所不存在的聲波傳播現(xiàn)象[10],因此,激光增材制造金屬構(gòu)件的超聲波檢測(cè)技術(shù)具有一定的特殊性。
近年來(lái),相控陣超聲檢測(cè)技術(shù)成為無(wú)損檢測(cè)的研究熱點(diǎn)之一,包括基于實(shí)時(shí)成像的常規(guī)相控陣超聲檢測(cè)技術(shù)和相控陣超聲后處理成像技術(shù)[11-13]。相控陣超聲后處理成像技術(shù)通過(guò)對(duì)全矩陣采集(full matrix capture, FMC)的超聲回波數(shù)據(jù)進(jìn)行離線計(jì)算與分析,從而實(shí)現(xiàn)缺陷檢測(cè)及成像[14]。其中,全聚焦成像算法就是一種最常用的相控陣超聲后處理成像算法,該算法一次數(shù)據(jù)采集即可實(shí)現(xiàn)對(duì)整個(gè)檢測(cè)區(qū)域的全覆蓋聚焦成像,具有比常規(guī)相控陣超聲成像技術(shù)更高的檢測(cè)信噪比、分辨力以及更強(qiáng)的微小缺陷識(shí)別能力,且通過(guò)特定的后處理算法可用于提高各向異性材料中缺陷的表征能力[15-16]。
因此,本文利用全聚焦成像算法實(shí)現(xiàn)對(duì)各向異性增材制造金屬構(gòu)件的超聲無(wú)損檢測(cè),以解決材料各向異性對(duì)超聲檢測(cè)結(jié)果的影響以及提高對(duì)微小缺陷的定位定量評(píng)價(jià)能力。本文基于群速度測(cè)量結(jié)果對(duì)全聚焦成像算法進(jìn)行了聲速補(bǔ)償,并通過(guò)仿真及實(shí)驗(yàn)驗(yàn)證了該優(yōu)化算法的有效性。
1 優(yōu)化的全聚焦成像算法
1.1 各向異性介質(zhì)群速度的計(jì)算
假設(shè)聲波在無(wú)限大各向異性彈性介質(zhì)中傳播時(shí)遵守Christoffel 方程[10,17]:
式中:cP為聲波相速度;ρ為材料密度;ul和ui為質(zhì)點(diǎn)位移;Γil為Christoffel 聲張量,其可定義為
式中:Cijkl為材料的彈性張量;nj和nk為聲波波矢3個(gè)方向的方向余弦。
由式(1)的Christoffel 方程可將ul看作聲張量Γil的特征向量,ρ(cP)2看作Γil的特征值,則當(dāng)Γil被確定后,求解式(1)的3 個(gè)特征值λ即可獲得ρ(cP)2的解,且根據(jù)聲張量Γil的特性,3 個(gè)特征值λ都為大于0 的實(shí)根。因此,可計(jì)算出各向異性介質(zhì)中1 個(gè)近似于縱波的準(zhǔn)縱波(qL)和2 個(gè)近似于橫波的準(zhǔn)橫波(qS1, qS2)3 種波型的相速度為

根據(jù)式(5)和式(6)即可計(jì)算出各向異性材料中聲波3 種波型(qL、qS1、qS2)群速度的大小和方向。
通常需要21 個(gè)獨(dú)立的彈性常數(shù)才能表征完全各向異性材料的彈性性質(zhì),本文采用一種“立體切割技術(shù)”測(cè)量描述材料本征參量的彈性常數(shù)矩陣C[10],為了簡(jiǎn)化測(cè)量,采用9 個(gè)獨(dú)立的彈性常數(shù)來(lái)表征激光熔化沉積增材制造TC18 鈦合金材料,測(cè)量的結(jié)果為
圖1(a)為激光熔化沉積成形過(guò)程的坐標(biāo)軸定義,設(shè)高能束步進(jìn)方向?yàn)閄軸、高能束掃描方向?yàn)閅軸、熔化沉積方向?yàn)閆軸。圖1(b)為各向異性材料中聲波傳播示意圖,當(dāng)聲波的入射平面與x1方向(與高能束步進(jìn)方向X軸同)的夾角φ為0°,聲波傳播方向與x3方向(與熔融沉積方向Z軸同)的夾角θ(定義為聲波傳播角度)從0°逐漸變化至90°時(shí),取式(7)的激光熔化沉積增材制造TC18 鈦合金材料的彈性常數(shù)矩陣C,材料密度ρ取5.09 g/cm3,便可計(jì)算出不同聲波傳播角度下準(zhǔn)縱波的相速度和群速度,其聲速變化曲線如圖2 所示,可見(jiàn)準(zhǔn)縱波群速度為非固定值,隨聲波傳播角度而變化。
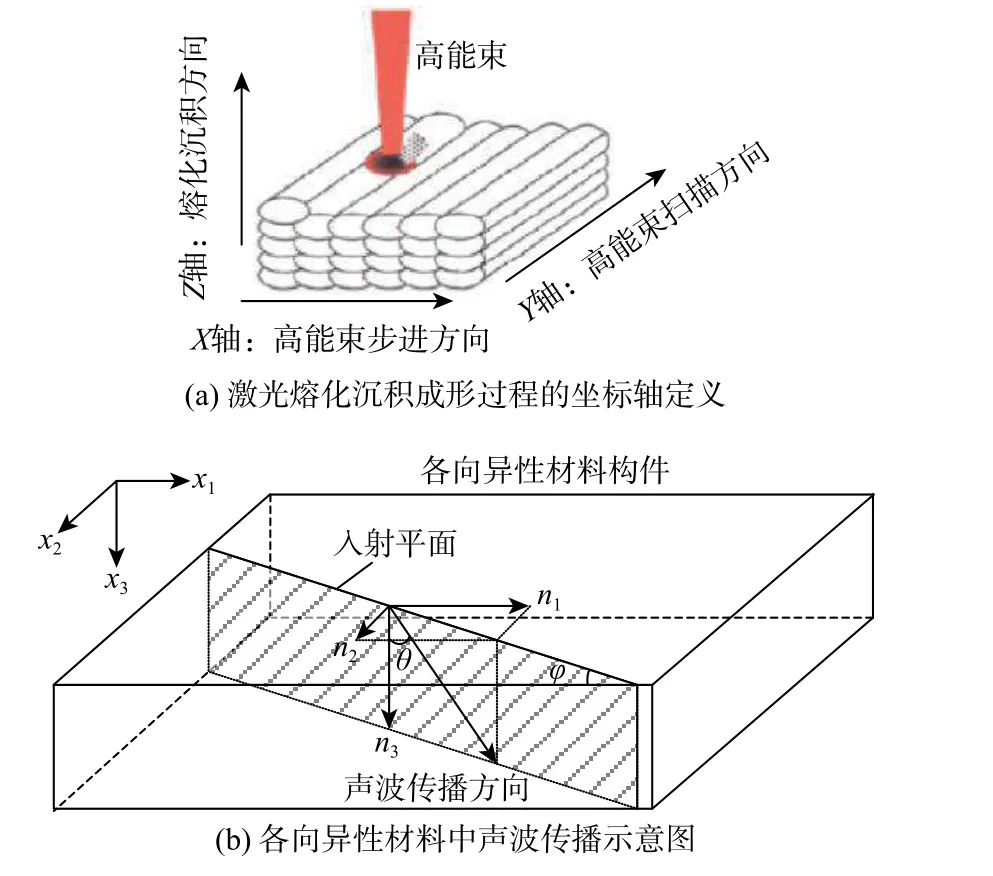
圖1 激光增材制造金屬材料中聲速計(jì)算示意圖Fig.1 Schematic of wave velocity calculation in laser additive manufacturing materials
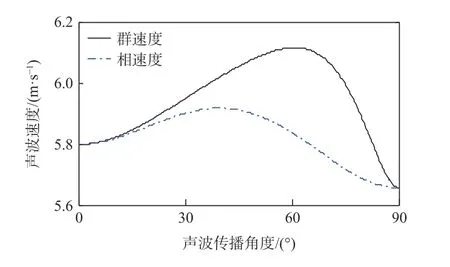
圖2 激光增材制造金屬材料中準(zhǔn)縱波聲速變化曲線Fig.2 Velocity curves of quasi-longitudinal wave in laser additive manufacturing materials
1.2 全聚焦成像算法及其優(yōu)化
圖3 為全聚焦成像算法原理圖。被測(cè)試樣位于直角坐標(biāo)系Oxz中,將含有N個(gè)陣元晶片的超聲陣列探頭置于被測(cè)試樣上表面,首先采集一組全矩陣數(shù)據(jù)Si,j(t) (i= 1, 2, ···,N;j= 1, 2, ···,N)。然后,根據(jù)被測(cè)區(qū)域內(nèi)每個(gè)聚焦點(diǎn)的傳播時(shí)間,從全矩陣數(shù)據(jù)Si,j(t)中依次提取對(duì)應(yīng)傳播時(shí)刻的幅值并進(jìn)行疊加計(jì)算,即可獲得被測(cè)區(qū)域的聚焦成像信息[14]。在全聚焦成像的計(jì)算過(guò)程中,對(duì)于被測(cè)區(qū)域中某一聚焦點(diǎn)(x,z)的幅值I表示為
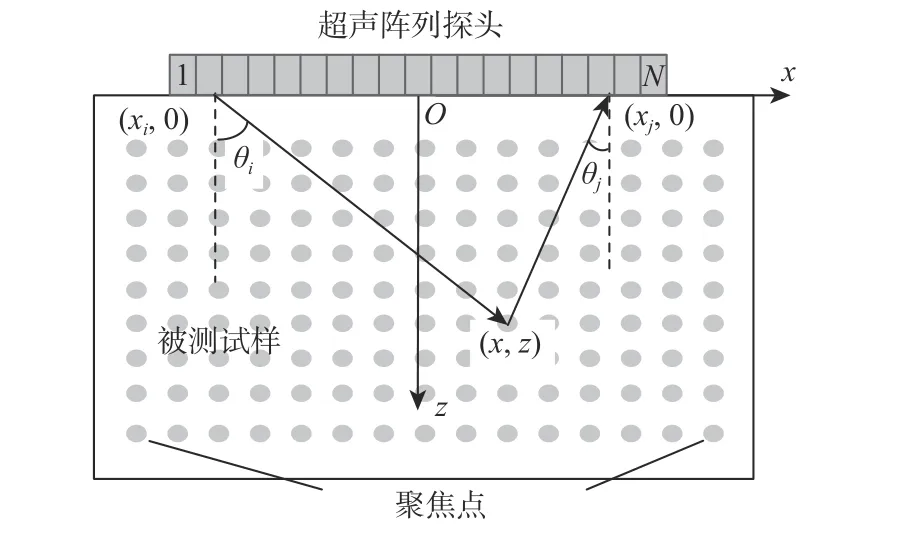
圖3 全聚焦成像算法原理圖Fig.3 Schematic of total focus imaging algorithm
式中:ti,j(x,z)表示從第i號(hào)激勵(lì)陣元所發(fā)射的超聲波傳播至聚焦點(diǎn)(x,z),再被第j號(hào)陣元接收所需要的傳播時(shí)間,對(duì)于各向同性材料試樣,該傳播時(shí)間可表示為
其中:c為聲速;(xi,0)為第i號(hào)激勵(lì)陣元的位置;(xj,0)為第j號(hào)接收陣元的位置。
全聚焦成像算法中,能否精確獲得聲波傳播時(shí)間,決定了最終的成像檢測(cè)結(jié)果。由于激光增材制造材料具有各向異性特征,而各向異性介質(zhì)中聲波傳播速度會(huì)隨傳播角度變化,如果按式(9)的固定聲速c計(jì)算傳播時(shí)間,則無(wú)法獲得準(zhǔn)確的聲波傳播時(shí)間,必然會(huì)導(dǎo)致成像扭曲和缺陷定位定量誤差。因此,提出對(duì)全聚焦成像算法中的聲速項(xiàng)進(jìn)行角度補(bǔ)償,以提高聲波傳播時(shí)間計(jì)算準(zhǔn)確度,從而獲得最佳的成像檢測(cè)結(jié)果。
本文假設(shè)超聲波在材料中是沿直線傳播的,僅考慮聲速的變化情況,則式(9)中聲波傳播時(shí)間ti,j(x,z)的計(jì)算式可修改為
式中:聲速v為與傳播角度θi(x,z)、θj(x,z)相關(guān)的函數(shù);θi(x,z)和θj(x,z)分別為激勵(lì)和接收聲束與垂直方向的夾角,可由式(11)計(jì)算得出:
為了進(jìn)行全聚焦成像算法的聲速補(bǔ)償,需要獲得各向異性材料中不同傳播角度的聲速。根據(jù)采集的全矩陣數(shù)據(jù),可獲得聲波從1 號(hào)陣元激發(fā)傳播到試樣底面,再被1~N號(hào)陣元接收的傳播時(shí)間Ti,j,共可獲得N個(gè)傳播時(shí)間。再基于Fermat 原理,聲波在試樣底面的反射位置應(yīng)位于發(fā)射陣元(xi,0)和接收陣元(xj,0)中心點(diǎn)正下面的底面上,即底面反射位置為((xi+xj)/2,H),H為試樣的高度,則聲波傳播速度ci,j可計(jì)算為
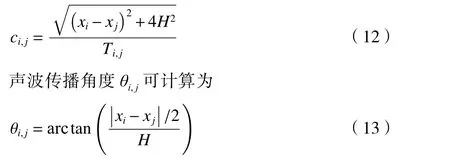
采用式(12)計(jì)算的聲速ci,j即為式(13)所計(jì)算聲波傳播角度θi,j上的聲速值,共可確定出N個(gè)傳播角度上的聲速,再采用擬合方法獲得聲速和傳播角度之間的曲線擬合函數(shù),便可根據(jù)式(10)開(kāi)展全聚焦成像算法的聲速補(bǔ)償。
2 數(shù)值仿真
CIVA 軟件是用于無(wú)損檢測(cè)的專業(yè)仿真分析平臺(tái),其超聲模塊可用于聲束傳播路徑計(jì)算、聲束與缺陷或工件的相互作用等仿真。本文采用CIVA 軟件對(duì)含有橫通孔缺陷和平底孔缺陷的激光增材制造鈦合金材料開(kāi)展檢測(cè)仿真研究,所建仿真模型主要考慮了超聲波與界面、缺陷和底面的反射,以及超聲波在多個(gè)缺陷之間的相互作用,忽略了超聲波與試樣側(cè)壁的作用,而實(shí)際檢測(cè)時(shí)側(cè)壁對(duì)超聲波影響較小,因此,仿真模型所做簡(jiǎn)化不會(huì)影響仿真分析結(jié)果。同時(shí),仿真模型中材料選用彈性常數(shù)矩陣式(7)所示的激光增材制造TC18 鈦合金,密度取5.09 g/cm3,以真實(shí)反映被測(cè)材料的各向異性特征。
2.1 橫通孔缺陷的增材制造材料數(shù)值仿真
以橫通孔缺陷為例,建立CIVA 仿真模型,橫通孔缺陷的直徑設(shè)為1.5 mm,9 個(gè)缺陷的位置如圖4所示。仿真模型采用探頭的中心頻率為10 MHz,陣元晶片數(shù)量64 個(gè),陣元間距0.6 mm,陣元寬度0.5 mm。設(shè)置數(shù)據(jù)采樣頻率為300 MHz,超聲波信號(hào)采用5 個(gè)周期加Hanning 窗的正弦波脈沖激勵(lì)。
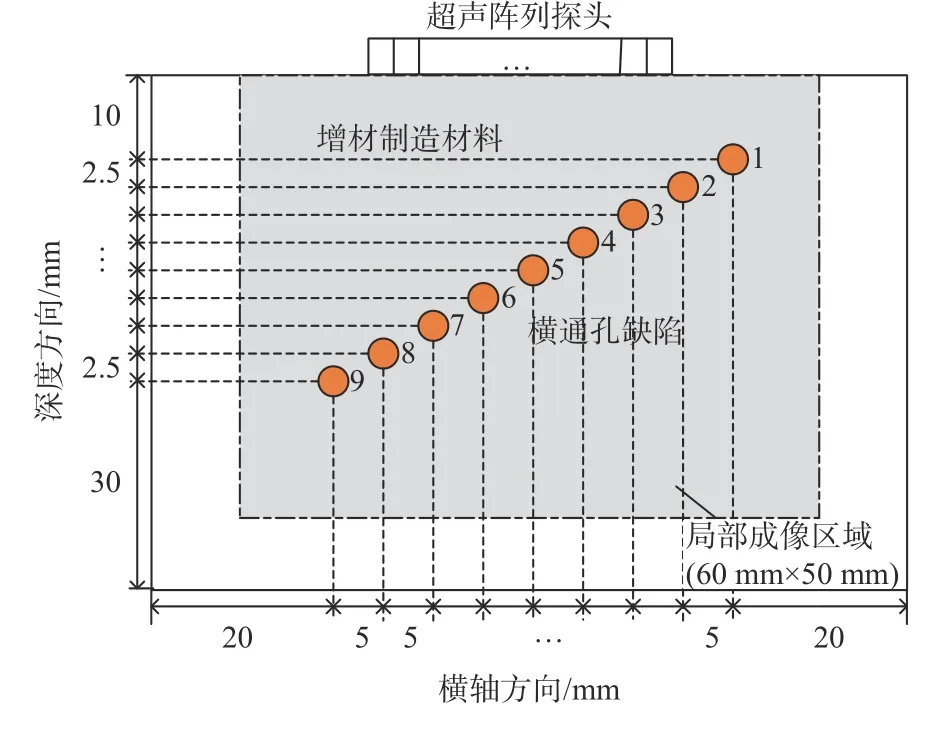
圖4 橫通孔缺陷CIVA 仿真模型Fig.4 CIVA simulation model of horizontal through holes
采用全矩陣采集方式獲得數(shù)據(jù),然后根據(jù)式(8)~式(10)編寫全聚焦成像算法程序進(jìn)行成像檢測(cè),為了突出顯示橫通孔缺陷的成像結(jié)果,選取60 mm×50 mm 的局部成像區(qū)域,離散間距為0.1 mm。圖5為采用常規(guī)全聚焦成像算法的檢測(cè)結(jié)果,其中符號(hào)“+”表示實(shí)際缺陷位置,可見(jiàn)圖5 中缺陷中心位置與實(shí)際缺陷位置存在一定偏差,且橫通孔缺陷的形狀也與實(shí)際形狀有明顯差異。

圖5 橫通孔缺陷的常規(guī)全聚焦成像算法結(jié)果Fig.5 Imaging results of horizontal through holes using conventional total focusing algorithm
采用基于聲速補(bǔ)償?shù)娜劢钩上袼惴ǎ紫刃枰@得聲速變化曲線。采用CIVA 軟件建立一個(gè)與上述材料信息和仿真條件完全一致,但無(wú)缺陷的仿真模型,獲得第1 號(hào)陣元發(fā)射、全部陣元接收的一組全矩陣數(shù)據(jù),根據(jù)該數(shù)據(jù)組可獲得64 個(gè)底面反射回波的聲波傳播時(shí)間,即可根據(jù)式(12)和式(13)計(jì)算出64 個(gè)不同傳播角度上的聲速,再擬合出準(zhǔn)縱波聲速變化函數(shù)用于聲速補(bǔ)償。
基于聲速補(bǔ)償?shù)娜劢钩上袼惴ńY(jié)果如圖6所示。可見(jiàn),圖6 中缺陷中心位置與實(shí)際缺陷位置完成一致,且橫通孔缺陷形狀也基本接近實(shí)際形狀。
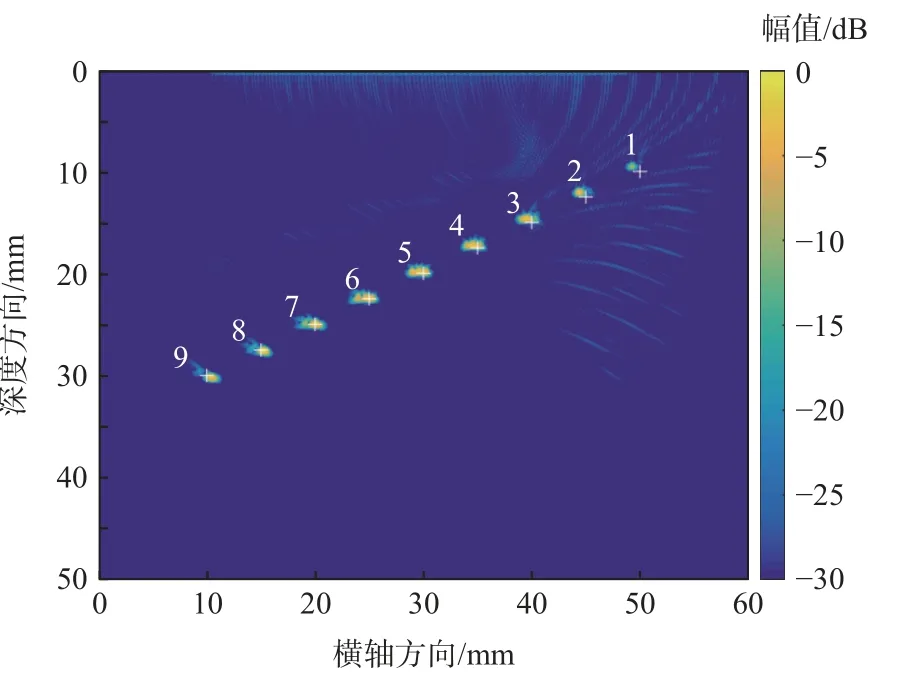
圖6 橫通孔缺陷優(yōu)化后的全聚焦成像算法結(jié)果Fig.6 Imaging results of horizontal through holes using optimized total focusing algorithm
對(duì)采用常規(guī)全聚焦成像算法及優(yōu)化的全聚焦成像算法中所獲得缺陷中心位置的定位誤差進(jìn)行對(duì)比分析,如圖7 所示。可以看出,與常規(guī)全聚集成像算法相比,采用優(yōu)化后算法所獲得的缺陷定位誤差明顯減小,成像缺陷的定位精度有顯著提高。
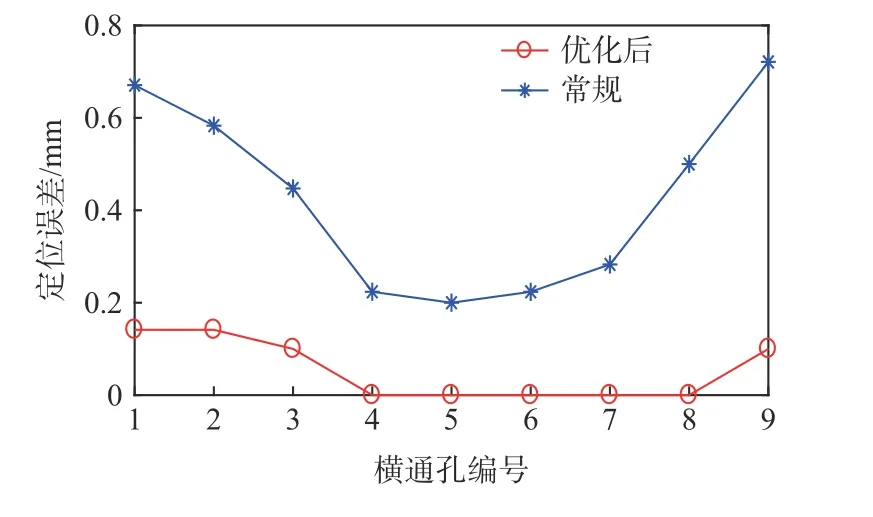
圖7 橫通孔缺陷優(yōu)化前后的定位誤差Fig.7 Positioning error before and after optimization for horizontal through holes
本文利用陣列性能指標(biāo)(array performance indicator, API)對(duì)全聚焦成像算法結(jié)果進(jìn)行評(píng)價(jià),API 可表示為
式中:λ為波長(zhǎng);A?6dB為缺陷幅值最大值下降6 dB所包含的缺陷面積[13-14]。
根據(jù)式(14)計(jì)算不同位置橫通孔的成像API 值,如圖8 所示。可以看出,常規(guī)全聚焦成像算法的API 值比優(yōu)化后全聚焦成像算法的API 值要大。顯然,考慮各向異性因素后,以API 表征的缺陷分布范圍明顯縮小。
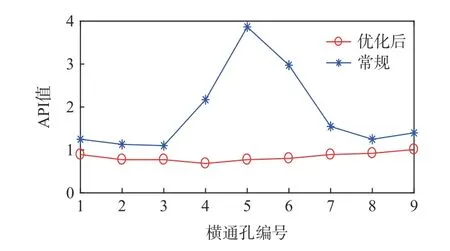
圖8 橫通孔缺陷優(yōu)化前后的成像API 值Fig.8 API value before and after optimization for horizontal through holes
2.2 平底孔缺陷的增材制造材料數(shù)值仿真
以平底孔缺陷為例,建立CIVA 仿真模型,在55 mm 深度位置設(shè)置一個(gè)直徑0.8 mm 的平底孔缺陷,檢測(cè)對(duì)象及缺陷設(shè)置如圖9 所示。該仿真模型采用與2.1 節(jié)相同的參數(shù),采集全矩陣數(shù)據(jù)并進(jìn)行全聚焦成像,局部成像區(qū)域?yàn)?0 mm×10 mm,離散間距為0.1 mm。采用常規(guī)全聚焦成像算法缺陷位置的局部成像結(jié)果如圖10(a)所示。采用與2.1 節(jié)相同聲速變化函數(shù),采用優(yōu)化后的全聚焦成像算法缺陷位置的局部成像結(jié)果如圖10(b)所示。表1 為優(yōu)化前后成像結(jié)果的定位誤差和API 值,可見(jiàn),優(yōu)化后的成像結(jié)果定位誤差明顯減小,但以API 表征的缺陷分布范圍差異不大。
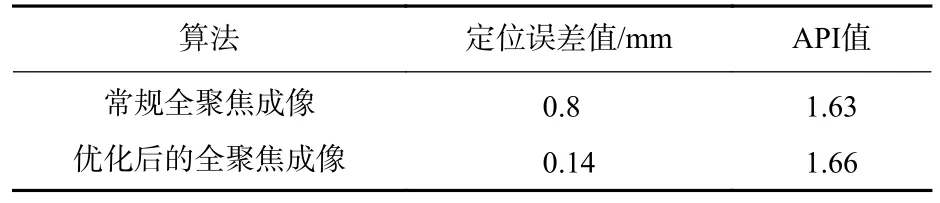
表1 平底孔缺陷優(yōu)化前后成像結(jié)果Table 1 Imaging results before and after optimization for flat-bottom holes
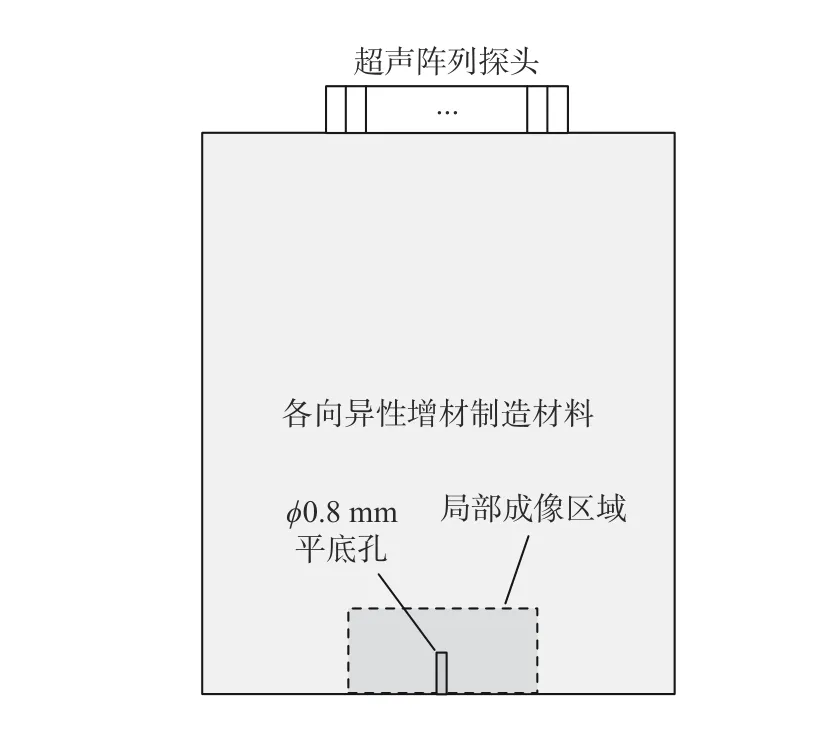
圖9 平底孔的CIVA 仿真模型Fig.9 CIVA simulation model of flat-bottom hole
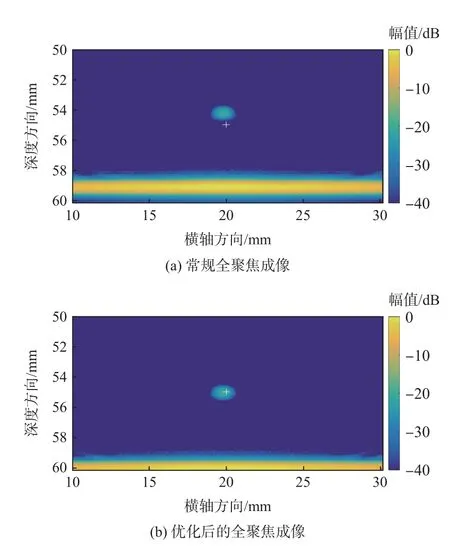
圖10 平底孔位置的局部圖Fig.10 Partial image of the flat-bottomed hole
3 實(shí)驗(yàn)研究
為驗(yàn)證各向異性對(duì)全聚焦超聲成像及定位的影響,進(jìn)行了增材制造鈦合金缺陷檢測(cè)實(shí)驗(yàn)。制備了激光熔化沉積增材制造TC18 鈦合金試樣,試樣長(zhǎng)、寬、高均為55 mm,在X-Y和Y-Z成形面上各制作一個(gè)埋深50 mm、直徑0.8 mm 的平底孔缺陷。采用頻率5 MHz、陣元個(gè)數(shù)64、陣元間距0.6 mm、陣元寬度0.5 mm 的超聲陣列探頭。
首先基于全矩陣數(shù)據(jù)進(jìn)行實(shí)際聲速測(cè)量,將超聲陣列探頭放置在X-Y面和Y-Z面非缺陷位置上各采集一組全矩陣數(shù)據(jù),計(jì)算出聲波在64 個(gè)不同傳播角度上的聲速,并擬合出聲速在0°~45°傳播角度內(nèi)的變化曲線,如圖11 所示。

圖11 根據(jù)實(shí)驗(yàn)全矩陣數(shù)據(jù)擬合的聲速曲線Fig.11 Fitted velocity curves based on experimental FMC data
將超聲陣列探頭放置在X-Y面和Y-Z面平底孔缺陷位置的試樣上表面,開(kāi)展優(yōu)化前后的全聚焦成像實(shí)驗(yàn),成像區(qū)域?yàn)?0 mm×60 mm,離散間隔選擇0.1 mm。對(duì)常規(guī)全聚焦成像采用了5 600 m/s 的固定聲速,對(duì)改進(jìn)的全聚焦成像采用圖11 中的聲速曲線。如果對(duì)整個(gè)成像區(qū)域進(jìn)行聲速補(bǔ)償,需要獲得0°~90°傳播角度范圍內(nèi)的全部聲速,但對(duì)于深度為50 mm 的平底孔缺陷來(lái)說(shuō),聲速補(bǔ)償時(shí)其需要的最大傳播角度不會(huì)超過(guò)21°,因此,采用圖11 所擬合的聲速曲線完全可以覆蓋平底孔缺陷附近位置的聲速補(bǔ)償角度。
圖12 為X-Y面的常規(guī)全聚焦成像算法結(jié)果,圖13為優(yōu)化后的全聚焦成像算法結(jié)果。可見(jiàn),2 種全聚焦成像算法結(jié)果均可識(shí)別出試樣底面,但常規(guī)全聚焦成像算法結(jié)果中平底孔缺陷完全散開(kāi),難以計(jì)算API 值,其缺陷定位誤差為2.4 mm,優(yōu)化后的全聚焦成像算法結(jié)果中平底孔缺陷清晰可見(jiàn),其成像API 值為0.43,缺陷定位誤差為0.54 mm。Y-Z面的實(shí)驗(yàn)結(jié)果也具有相同的結(jié)論。實(shí)驗(yàn)證明,采用基于聲速補(bǔ)償?shù)娜劢钩上袼惴ǎ訟PI 表征的缺陷分布范圍明顯縮小,缺陷定位準(zhǔn)確性也顯著提高,改善了各向異性增材制造金屬構(gòu)件的缺陷檢測(cè)能力。
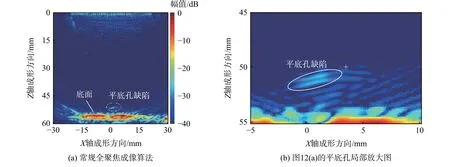
圖12 X-Y 面常規(guī)全聚焦成像算法的實(shí)驗(yàn)結(jié)果Fig.12 Experimental results of X-Y surface using conventional total focusing imaging algorithm

圖13 X-Y 面優(yōu)化的全聚焦成像算法的實(shí)驗(yàn)結(jié)果Fig.13 Experimental results of X-Y surface using optimized total focusing imaging algorithm
4 結(jié) 論
1)激光增材制造金屬材料的各向異性特征會(huì)明顯影響超聲陣列全聚焦檢測(cè)結(jié)果的成像質(zhì)量、缺陷分布范圍及定位精度。
2)基于聲速補(bǔ)償?shù)娜劢钩上袼惴軌蚓徑獠牧细飨虍愋詫?duì)檢測(cè)缺陷的影響,明顯提高了缺陷分布范圍和定位準(zhǔn)確性,改善了成像質(zhì)量。
3)研究?jī)?nèi)容為激光增材制造金屬構(gòu)件超聲檢測(cè)提供了一種更加先進(jìn)可行的技術(shù)算法,具有比常規(guī)水浸超聲檢測(cè)更高的檢測(cè)分辨力和對(duì)微小缺陷的表征能力。同時(shí),該算法可推廣應(yīng)用于復(fù)合材料、奧氏體不銹鋼焊縫等其他各向異性材料的超聲檢測(cè)中。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
