船舶上建兩翼分段精度控制技術
2023-06-25 09:09:06曹維虎朱佳平董鐵迪
船海工程 2023年3期
關鍵詞:測量
曹維虎,朱佳平,董鐵迪
(上海外高橋造船有限公司,上海 200137)
隨著上層建筑量化精益管理的推行、生產節奏明顯加快,目前公司在建的21萬t散貨船上建兩翼分段結構特殊,分段劃分模塊多,交叉作業干擾多,對精度和生產控制過程提出了較高的要求。為此,考慮針對21萬t散貨船上建兩翼分段總組對接時易產生結構錯位、合攏間隙超標、形位公差超標等問題,提出具體精度控制方法和建議。在精度數據采集、模擬總組數據分析、余量優化等工序中進行精細化管理,同時對分段各階段加強精度控制、不斷優化現場施工難度,從而達到快速模擬搭載,提高精度現場作業安全和生產效率的目的。
21萬t散貨船上建兩翼主要為A字架與921/931箱體平臺結構預總組后,再進行吊裝搭載(見圖1);吊裝過程中涉及上建901、905、906分段,因此對上建整體精度要求較高,控制主尺度、結構裝配位置定位、焊接收縮控制等需要更高精度定位測量。A字架的主體結構為兩根高約15 m,直徑為610 mm圓管,整體精度控制要求為±5 mm,但是現場常規測量定位手段無法找到準確定位基準,如何利用精度控制技術去平衡這些限制因素是討論的重點。

圖1 散貨船上建兩翼總組分段
1 精度問題分析
1)921/931分段在組立階段開口尺寸控制不到位,導致下口趾端尺寸偏差較大,垂直度不良,見圖2。
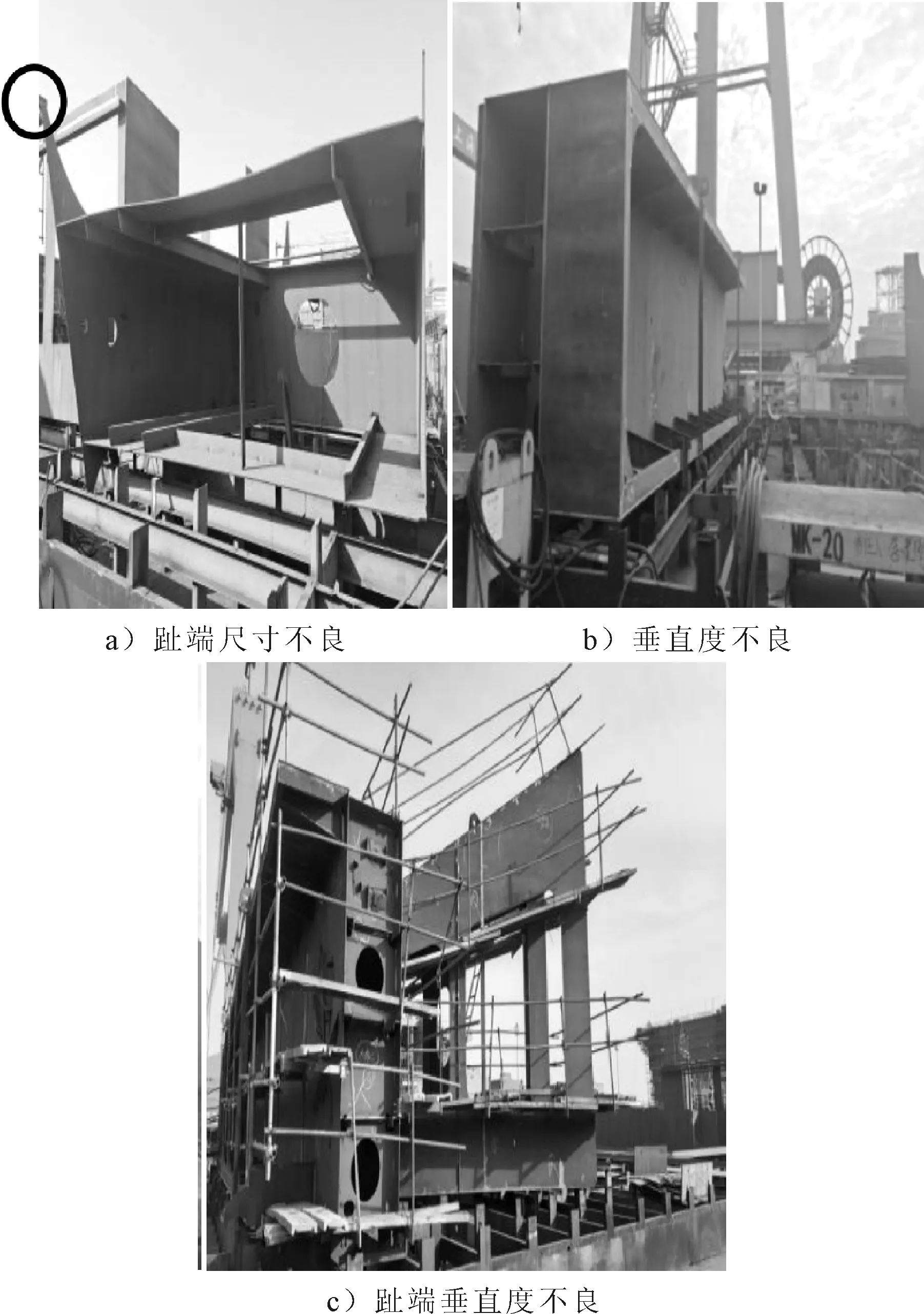
圖2 921小組立趾端尺寸不良與垂直度不良
問題溯源分析;①921/931分段具有板薄,結構弱易變形,在組立階段921分段制作時,箱體與片體斜板裝配角度不良,導致斜板下口重合度不良;②箱體與片體斜板合攏時掛線錘操作不規范導致箱體下口水平不良,垂直度不良,最終導致箱體與片體斜板合攏口角度不良;③片體斜板脫胎翻身電焊、擱置及吊裝變形因素導致箱體與片體斜板的角度產生變形。
2)A字管與921總組定位時支撐管定位不準,導致A字管支撐角度偏差較大,其安裝精度直接影響后續搭載的生產效率,搭載時A字管與下口結構偏差較大,增加了施工難度,耗費不必要的工時。總組定位現場見圖3。

圖3 A字管與921總組定位現場
問題溯源分析:①A字管與921總組定位時,現場定位時掛線錘時操作不規范,導致尺寸誤差較大;②A字管與921總組定位時,總組胎架水平制作偏差,A字管與921分段不角尺,從而導致A字管支撐角度偏差較大。
3)由于上建兩翼分段搭載時,半寬和高度測量是以首端面來定位的,總段較高,涉及高空作業且分段多,對于吊裝定位時分段主尺寸端面以及高度難以控制,從而增加了施工難度,現場搭載定位時合攏處容易出現高低錯位、構件對不準,垂直接頭和甲板接頭出現剪刀口現象,尤其是A字架支撐下口容易產生錯位;全站儀使用時受環境交叉作業影響,使總段精度控制存在難度,見圖4。
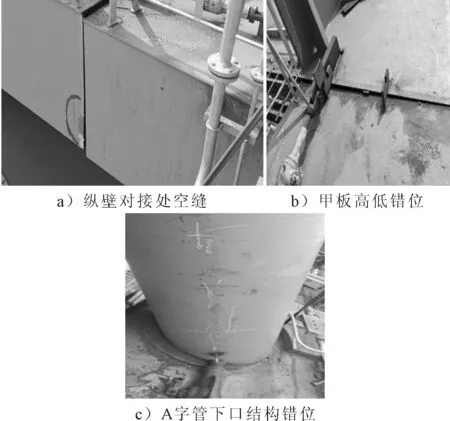
圖4 搭載甲板高低錯位與A字管支撐下口結構錯位
問題溯源分析:①上建兩翼分段總組時尺寸累積偏差,導致搭載時出現甲板高低錯位;②上建總段層高水平不良累積誤差,分析基準未統一;③上建兩翼分段從小組立脫胎到搭載經過反復駁運導致局部應力集中,出現變形。
2 精度控制工藝
2.1 A字架精度管理要求
2.1.1 地線的設置
地線的設置可有效提升A字架定位精度,通過全站儀確立,以CL和ML為基準開角尺線,開設時適當偏移,最終保證角尺線落在胎架位置,開出邊緣線,所有地線用粉線彈出,同時在端部敲上洋沖,其控制標準:尺寸精度要求為±1 mm,對角線3 mm以內。
2.1.2 測量基準控制要點
A字架制作階段嚴格按照圖紙要求及精度控制要求制作,A字架現場測量控制重點(見圖5):①-②:結構基準線 ②-③:控制開檔尺寸。
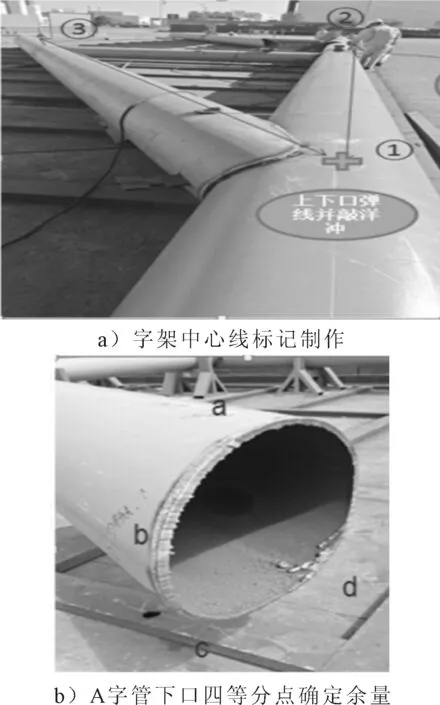
圖5 現場基準線勘劃
2.1.3 現場測量點勘劃(主要是A字架支撐開檔角度)
通過以結構中心線和板材板邊為準放樣,A字架在片體制作時以地線為基礎,用全站儀掃面,確定管中心線交點在管外表面的反射點a、b、c、d;(見圖5b))。
注意事項:①主尺寸,開檔角度控制好;②基準線標記好,完工后敲洋沖標記;③以結構中心線和板邊為準放樣確定圓管中心線交點在管外表面的四等分點并敲洋沖標記;④經品精確認合格后,方可流轉后道。
2.1.4 施工班組自檢
1)施工班組根據地線尺寸及收縮量加放,確定裝配定位位置。通過線錘確定同面度。水平確定標高。
2)21萬t散貨船A字架角度控制借助線錘、角度尺進行過程控制和檢測。用角度尺控制夾角,用線錘吊四等分點并與理論數據對照,見圖6。

圖6 A字架角度現場檢驗
2.1.5 A字架作完工
1)A字架焊后完工后,對主尺寸進行測量并做好洋沖標記,作為后續總組定位的參考依據(見圖7)。
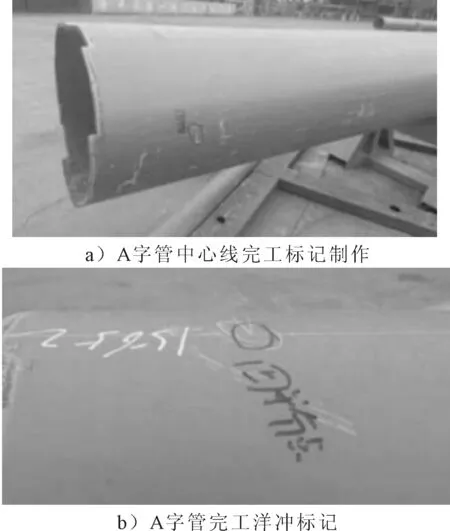
圖7 完工洋沖標記(注:結構中心線反射四等分點需貼防護膠帶保留洋沖點)
2)經過前期精心策劃,A字架主尺寸以及支撐角度得到明顯改善,見表1。
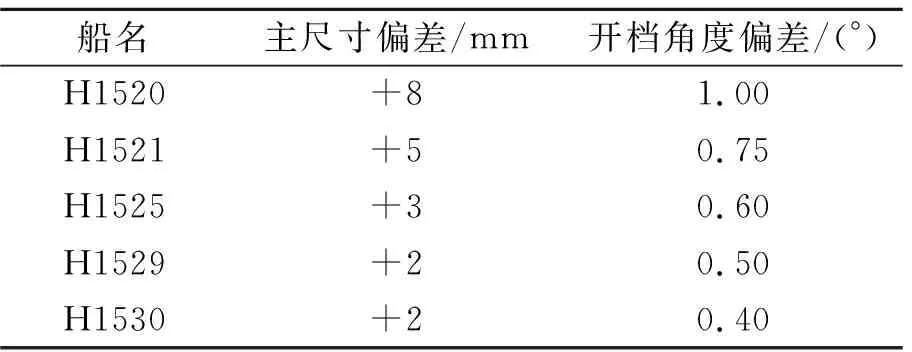
表1 A字架改善效果
2.2 小組立階段921/931分段
2.2.1 胎架水平及地線管理
1)對921/931分段制作胎架定期進行水平測量,并對局部下沉進行修補找平。
2)921/931分段胎架開設地線,并定期復檢精度及進行油漆標記。
2.2.2 小組立921分段趾端尺寸不良與垂直度不良
1)主要控制平臺箱體與片體之間夾角,施工班組現場定位未嚴格控制好夾角,現場用角度尺測量參考,用模型之間的距離點號ab斜長來監控夾角,通過保證斜長控制角度,從而確保箱體與片體的整體精度,見圖8。
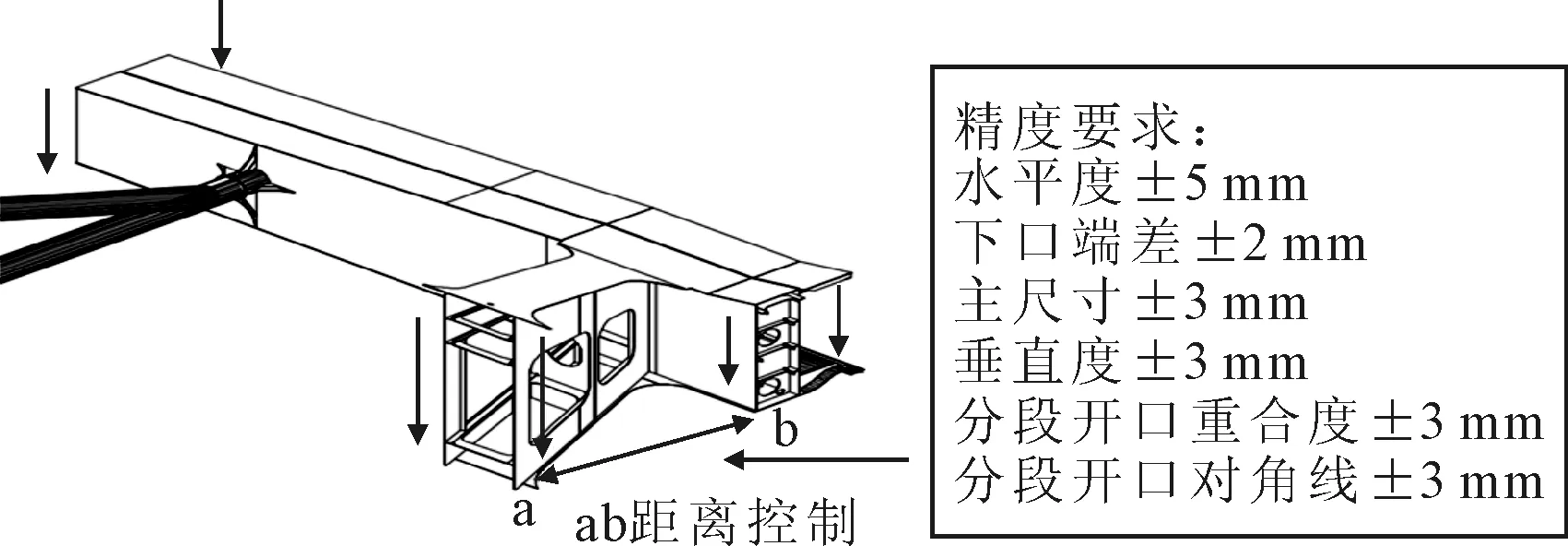
圖8 921/931在胎精度管理要求
2)平臺箱體制作過程按照吊線錘方法并提供自檢單進行控制和管理。
3)對片體斜板具有板薄,結構弱易變形,使用槽鋼進行剛性加強固定,減少其焊接變形。
4)片體制作時對焊腳進行目視化標注,建立完善的自檢、互檢、抽檢制度,嚴格控制焊接焊腳高度、電流、電壓、大小、焊接速度。
5)片體完工翻身擺放時,嚴格按照工藝加強要求,注意擺放到強結構位置,避免擺放不到位產生應力集中變形。
2.2.3 分段精度管理要求
1)分段完工后,施工班組對整體進行水平、尺寸、檔距等基礎精度管理項目的自檢,調整到位后報作業區L-AC確認。
2)作業區L-AC確認無誤后,提交品精報驗,品精部對分段進行三維測量,根據分段三維測量分析數據對分段超標范圍進行修正,修正方向應由精度管理員進行明確,修正完成后,再報品精確認合格后,方可進入下一道工序。
2.3 A字架與921/931總組定位
2.3.1 A字架與921/931總組定位時安裝時角尺度不良
胎架及地線管理。
1)對A字架總組制作胎架的水平定期進行水平測量進行管理。
2)胎架開設地線,定期復檢精度及進行油漆標記,按要求制作地線,精度要求±1 mm,見圖9。
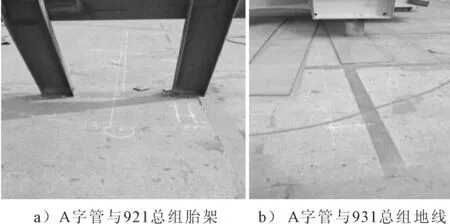
圖9 地線標記
2.3.2 A字架與921/931總組定位時支撐定位不準
1)主要測量點管理。①結構基準線ab;②管子合攏口四等分點1、2、3、4(見圖10);③現場測量點勘劃(主要是A字架斜撐);④關鍵點粘貼反射片。

圖10 A字架總組三維定位
2)實施三維定位。A字架與921/931總組時以地線為基礎,用全站儀實施三維定位,從而確保A字管支撐角度偏差較大。
2.3.3 A字架與921分段總組完工測量
總組完工后,對分段主要關鍵點進行測量與分析,為后續模擬總組提供參考依據。(見圖11、12)
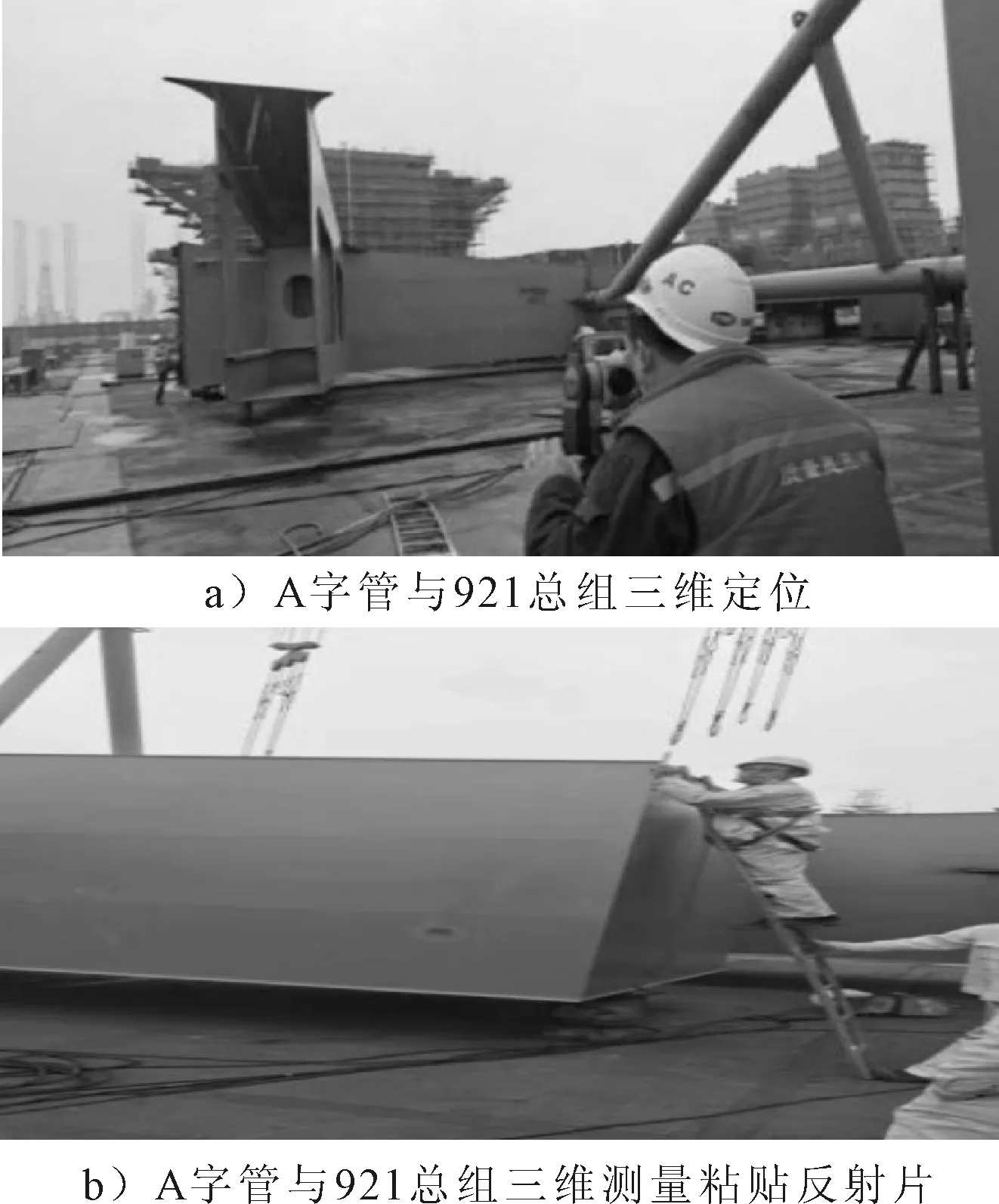
圖11 現場采集數據

圖12 A字架與921分段測量控制點
2.4 上建兩翼分段搭載階段
2.4.1 上建兩翼分段搭載定位
1)上建兩翼分段開始實施模擬搭載,提前對余量進行預修割,模擬匹配率高,減少不必要的修割工作量。
2)上建總段層高嚴格控制,分析基準要統一,從而有效避免總段層高累積誤差影響。
3)上建兩翼分段搭載定位時,提前做好精度策劃(包括全站儀測量位置),作為后續上建定位的參考依據。
4)上建兩翼分段完工翻身擺放時,嚴格按照工藝加強要求,擺放到強結構位置,避免擺放不當產生應力集中變形。
2.4.2 基于全站儀的三維數據采集
目前是采用全站儀進行三維數據采集,即基于船體模型的空間理論坐標,通過在現場采集實物產品的實際坐標值,然后在ECO-BLOCK分析軟件中進行坐標疊加的比對來實現產品精度分析(現場采集90A總段數據見圖13,ECO-BLOCK軟件數據分析見圖14)。
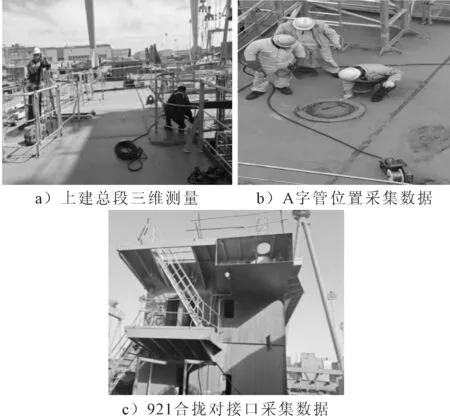
圖13 上建90A總段現場三維采集數據
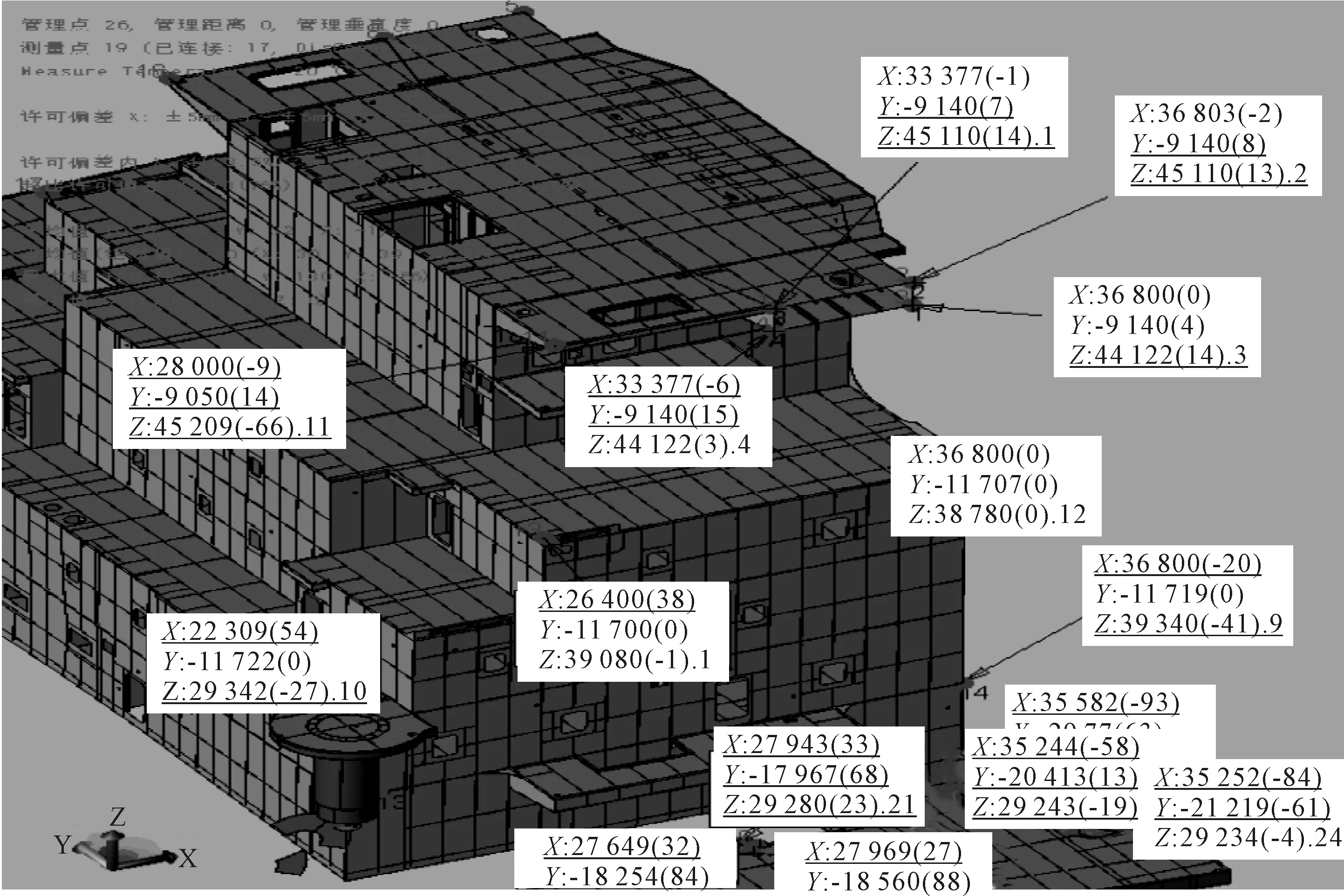
圖14 ECO-BLOCK軟件數據分析
2.4.3 三維數據模擬搭載
1)三維數據模擬搭載是利用多個產品ECO-BLOCK分析后的三維數據坐標,模仿船塢內進行搭載的一種精度管理手段,在ECO-OTS中通過對分段的組合分析,從而確定修割余量和偏差位置,用于確保分段在搭載過程中單個產品處于三維最佳狀態,同時也大大增加了產品搭載前的可調整空間及準備時間。
2)在ECO-OTS中軟件中利用”基準分段”和”搭載分段”,初步顯示兩個分段空間配合誤差。軟件界面中用箭頭和數值顯示結構錯位方向和程度,箭頭和數值的不同顏色能直觀展示結構錯位大小的分布情況。在模擬搭載中通過多點變換進行自動調整或者利用一點轉換﹑兩點旋轉等手動調整方法,實時觀察基準分段與搭載分段的耦合狀態,從而預判上建90A總段與921/931分段的定位狀況,從而提前確定分段的余量修割值,為現場總組提供數據支撐(見圖15)。

圖15 ECO-OTS數據模擬分析
2.4.4 提前修割余量
吊裝前預先修整切割余量能有效提高總組生產效率,改善施工環境,根據ECO-OTS數據模擬分析作出余量匹配修割數據,通知施工班組,在吊裝之前提前利用模板修割余量,確保切割質量,實現余量預修整,對提高精度起到較好的作用(見圖16)。

圖16 修割余量
2.4.5 分段吊裝
分段余量進行切割后,上建兩翼分段進行吊裝,由于已經提前對余量進行了修割,所以吊裝情比較順利,能夠一次到位,整體狀態良好,主甲板基本貼合,焊縫間隙滿足規范要求,構架錯位控制在規范允許范圍之內(見圖17)。
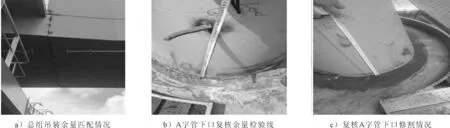
圖17 現場修割余量跟蹤
3 實施狀況跟蹤
1)通過上建兩翼分段制作過程精度控制工藝的改善,目前公司在做上建兩翼分段垂直度、合攏口錯位空縫問題以及A字管下口錯位得到了較大的改觀,在后續上建兩翼分段制作過程中,對A字管與921/931總組快速定位,為后續工藝改善的重點。
2)以210KBC散貨船型上建兩翼分段為例,通過三維模擬預拼裝技術的實際應用,開刀量明顯減少,生產效率有所提高;精度控制技術得到有效應用;上建兩翼分段精度指標見表2。
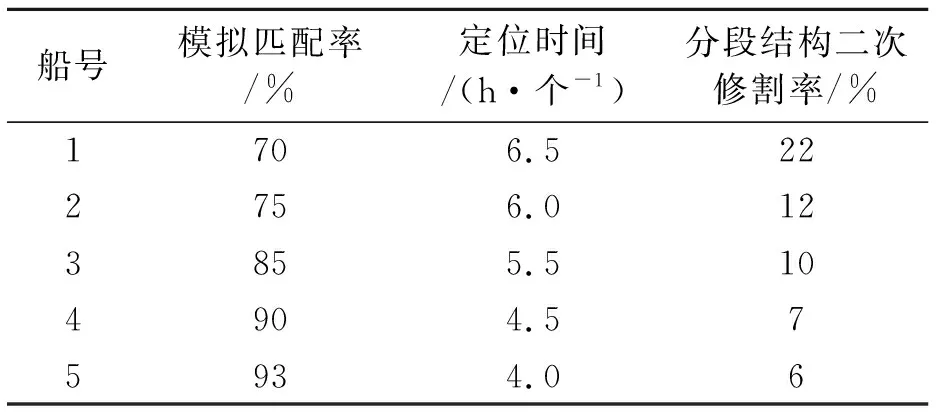
表2 上建兩翼分段精度指標
4 結論
經實踐證明,對21萬t散貨船上建兩翼分段制作階段精度控制,總組階段使用三維測量定位以及利用上建三維模擬總組吊裝前的一段時間來確定正確的余量數據的方案是切實可行的。上建兩翼分段開始實施模擬搭載,提前對余量進行預修割,模擬匹配率高,數據采集要求精確無誤,嚴禁產生不必要的誤差而導致間隙超標等精度問題的出現。這一改進方法和傳統總組定位方法相比,定位時間能有效縮短到4 h,最大限度地提升上建分段的生產效率及質量,可有效避免因精度不良導致返工而造成人力、物力資源的浪費。對上建兩翼相關分段精度控制的工藝技術進行歸納總結,形成了一整套精度控制的工藝技術,可為后續船提供數據支撐,供薄板上建同類型分段精度控制的改進、借鑒。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00