常用人孔蓋線性自動化制造研究
2023-07-02 00:20:51劉新東翁耿賢胡海龍沈立剛王月英
廣東造船 2023年2期
劉新東 翁耿賢 胡海龍 沈立剛 王月英


摘 ? ?要:本文以AA型船舶人孔蓋為例,介紹舾裝件線性自動化制造過程,從舾裝件線性自動化生產流程、場地布局、節拍計算、設備選擇及自動化工裝設計等方面進行系統研究,形成一套可行方案,為后續類似舾裝件生產奠定基礎,為舾裝件行業智能化制造持續改進提供參考。
關鍵詞:船舶舾裝件;人孔蓋;線性自動化生產
中圖分類號:U667.2 ??? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A
Research and Design on Linear and Automation Manufacturing
of Common Manhole Cover
Liu Xindong , Weng Gengxian, Hu Hailong, Shen Ligang, Wang Yueying
(Guangzhou Wenchuan Heavy Industry Co., Ltd. Guangzhou 510725 )
Abstract: Taking the AA manhole cover of a ship as an example, this paper introduces the research process of linear automatic manufacturing of assembly parts. With the thinking of expansion and upgrading, this paper systematically studies the linear automatic production process of assembly parts, site layout, robot motion, equipment selection and automatic assembly design, and forms a set of feasible schemes to lay the foundation for the subsequent production of similar outfitting parts.It provides a reference for the continuous improvement of intelligent manufacturing in the assembly industry.
Key words: Ship outfitting; ?Manhole cover; ?Linear automatic manufacturing
1 ? ? 前言
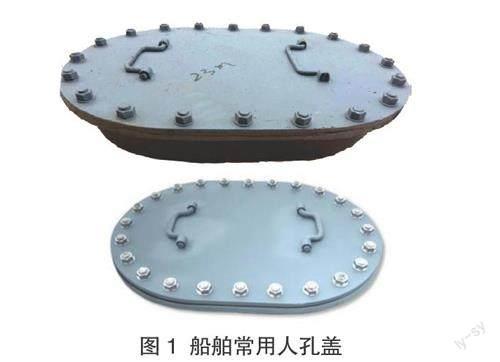
目前華南地區標準舾裝件生產廠家較少,且自動化程度較低。為了更好的借鑒現有人孔蓋(見圖1)生產經驗,調研了部分生產廠家現有人孔蓋生產工藝,結合自動化生產經驗,優化整體生產線流程,細化工序銜接,確保高效流轉、減少返工和重疊工作,將各工序合理布置,達到優化的線性自動化生產流程。
目前人孔蓋多為人工生產,主要流程如圖2所示。
2 ? ?自動化生產流程
通過分析,現有人孔蓋生產主要存在以下幾個問題:
(1)人孔蓋材料以鋼板為主,板厚從6~24 mm,材料切割工作量大,利用率低至70%;為提高材料利用率,部分廠家座圈用扁鋼進行彎制,提高材料利用率,降低成本;自動化生產采用扁鋼型材加工座圈,形成兩道線性工序生產;
(2)生產工序不盡合理,需進一步細化工序,對可能影響產品精度和質量的工序增加矯正和檢測,主要針對焊接后的變形;并對各工序的裝配精度提高要求,利于實現自動化生產;
(3)人工生產中存在工序反復和運輸問題,必須從材料加工到成品(半成品)實現流水線化,形成兩道分線的線性自動化生產。經優化后的人孔蓋生產流程,如圖3所示。
對生產流程進行自動化生產改進,實現排序生產,根據客戶需要和產能評估,可持續批量制作,儲存一定數量產品,確保及時供貨給客戶,滿足高效運轉,為智能化制造奠定基礎。
3 ? ?場地布局
生產場地參考現有廠房,主要從產品生產進行系統布局,根據場地尺寸、動力和基礎設備等,對場地進行分區;采用集中布局的方式,將單獨產品場地集中在一起,減少轉運時間和成本,保證場地被充分利用,減少閑置場地,有效使用施工場地;依托場地和設備基礎,策劃人孔蓋可持續改進的自動化線性生產方案、分部實施方案和總體規劃,進行可行性論證。
設計布局方案時,應規劃好整個項目期投資、質量、進度、安全、信息及過程中的溝通協調,分區盡量細化,將各分區工作內容按工作流程歸類,使功能和空間以有序狀態運行;流程要綜合考慮數字化智能車間要求,根據長遠規劃布局新設備,確保整體規劃期內能有效生產;兼顧實際生產,減少對現有施工影響。
布局方案應結合人孔蓋自身特點,從人、機、料、法、環等方面綜合考慮,板材、型材集中下料,分類進行裝焊,集中打包運輸,整體上采用柔性方案;兼容各工序,充分利用自動化設備,如數控下料、自動焊接設備等,同時兼顧一定范圍產品的生產,提高整體利用率,減少反復調整布局和更換設備。
依據產品數據統計和預估,設計產能穩定的自動化生產線,更有效降低成本和增加競爭力。將生產工序分離,座圈和蓋板兩道生產線無法高效率的推進自動化線性生產;將圍板等附件進行整體裝焊,形成較單一的工序,利于線性自動化連續生產,將生產線和設備布局形成新的設計方案,基本實現人孔蓋關鍵部分座圈、蓋板的線性化生產,同時圍板、總裝、打砂、涂裝等工序也實現了半自動化,整體效率顯著提升,質量穩定,成效較顯著。改進后的自動化生產場地新布局方案,如圖4所示。
4 ? ?自動化節拍控制
估算產能需求,按物量設計合理的節拍。通過前期調研全年船舶數量和產品種類,預估月產1000套人孔蓋基本滿足市場需求,故按月產1000套計算單線生產所需時間及設備量。
經綜合考慮,自動化生產線節拍控制在40套/天比較合理,可據此安排可行工作計劃。
5 ? ?設備選擇及工裝設計
根據生產流程和節拍需要,調研市場材料和設備,滿足生產要求和自動化需要。按自動化生產流程,考慮多種因素和后續更新升級等問題:
(1)自動化生產材料,應按國標要求采購,同時在材料轉運、存儲、加工過程中注意控制變形、腐蝕等問題,確保物料的平直度、金屬性能,為后續自動化加工、裝焊、產品質量和涂裝等提供良好基礎;
(2)人孔蓋蓋板和圍板下料,利用數控等離子切割機、激光切割機等加工,一套門式數控下料設備基本滿足自動化生產需求;座圈型材可采用數控切割或鋸床等設備,需要型材自動加工設備一套,在資金允許情況下,采用數控切割設備一次性將型材切割和開破口完成,效率更高;座圈扁鋼彎制,需要一臺扁鋼折彎或棍彎機。
材料加工設備,如圖5所示。
(3)座圈鉆孔、攻牙、裝配螺柱和焊接和蓋板鉆孔,需要精度較高機加工,確保相同型號人孔蓋蓋板互換性,整體精度偏差要求1 mm以內,,數控鉆床、多頭鉆床等設備,結合實際需要選取。
鉆孔攻牙設備,如圖6所示。
(4)焊接機器人根據需要選擇,相應工裝根據自動化程度進行設計,應能循環連貫使用,定位快捷準確,確保自動化生產精度同時減少人工參與。
裝螺柱和自動焊接設備,如圖7所示。
(5)人孔蓋整體尺寸在600 mm x 800 mm x 150 mm,后續打砂和涂裝可采用小型封閉設備,滿足環保要求,如圖8所示。
通過分析自動化生產要求,相關設備要滿足可編程軟件控制系統、電控系統、伺服精確驅動、信息化接口等,才能為后續智能制造提供所需基礎,具備拓展使用可行性,同時滿足設備利用最大化。
結合目前型材加工設備水平,從成本、適用、操作便利性、后續融合等多方面考慮,適合的自動加工設備,見表1。
綜上所述,人孔蓋線性自動化生產方案可在具體施工中實施,在實施中結合具體問題進行改進和完善,逐步實現轉型升級,提質增效,提升企業競爭力。
6 ? ? 結語
文船重工有限公司以華南地區舾裝件研制和生產集配中心為目標,通過開展船舶標準舾裝件自動化生產改造,實現船舶標準舾裝件的線性自動化生產,有效提升舾裝件制造車間生產效率和產品質量,提高舾裝件產品的本地化生產率,結合公司產品和發展方向,逐步研究自動化、智能化生產設計與制造,循序漸進,對提升我國舾裝件生產核心競爭力和降低船舶制造生產成本具有重要意義。
參考文獻
[1]陳明 ,梁乃明.智能制造之路[M].北京:機械工業出版社 .2017.
[2]王天然 ,劉海波.自動化制造系統的產生與發展[J].信息與控制.2000.
[3] 船用人孔蓋[S],北京:中國船舶工業綜合技術經濟研究院,2014.