既有建筑隔震碳纖維復合材料的性能測試
2023-07-04 23:17:26王述超李琦
粘接 2023年3期
王述超 李琦
摘要:采用快速模壓成型法制備了建筑隔震碳纖維復合材料,研究了模壓壓力、加壓溫度和固化溫度對碳纖維復合材料拉伸性能和摩擦性能的影響。結果表明,當模壓壓力從6 MPa上升至14 MPa 時,碳纖維復合材料的拉伸強度和標準化拉伸強度都呈現先增加后減小,摩擦系數表現為先減小后增大;當加壓溫度從100℃上升至130℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,摩擦系數表現為先減小后增大;當固化溫度從130℃上升至160℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,摩擦系數表現為先減小后增大的趨勢。適宜的建筑隔震碳纖維復合材料制備工藝為:模壓壓力10 MPa、加壓溫度110℃、固化溫度140℃。
關鍵詞:隔震碳纖維復合材料;模壓壓力;加壓溫度;固化溫度;力學性能
中圖分類號:U465.6;TQ342.742??????? 文獻標志碼:A?????? 文章編號:1001-5922(2023)03-0060-05
Performance test of carbon fiber material for seismicisolation of existing buildings
WANG Shuchao1,LI Qi2
(1. Xinyang Normal University,Xinyang 464000,Henan China;2. Zhengzhou University,Zhengzhou 450006,China)
Abstract: Seismic isolation carbon fiber compositeswere prepared by rapid molding method. The effects of molding pressure,compression temperature and curing temperature on the tensile and friction properties of carbon fiber com- posites were studied. The results showed that when the molding pressure increased from 6 Mpa to 14 MPa,the ten- sile strength and standardized tensile strength of carbon fiber composites increased first and then decreased,and the friction coefficient decreased first and then increased. When the pressure temperature risedfrom 100℃ to 130℃ , the tensile strength and standardized tensile strength of carbon fiber composites first increasedand then gradually decreased,and the friction coefficient first decreased and then increased. When the curing temperature rised from 130℃ to 160℃ , the tensile strength and standardized tensile strength of carbon fiber composites first in- creased and then gradually decreased,and the friction coefficient first decreased and then increased. The suitable preparation process of building seismic isolation carbon fiber composites is: molding pressure 10 MPa,pressuriza- tion temperature 110℃ , curing temperature 140℃.
Keywords: seismic isolation carbon fiber composite;molding pressure;pressurization temperature;curing tempera- ture;mechanical property
碳纖維及其復合材料由于具有密度輕、比強度高、耐高溫、耐腐蝕和隔熱抗震等特性而被廣泛應用于建筑、體育器械、航空航天等領域。除了具有良好的使用性能外,碳纖維復合材料還具有良好的可加工性,可以加工成建筑隔震材料而在具有抗震設防要求的建筑中使用[1]。傳統的碳纖維復合材料主要分為連續碳纖維和短切碳纖維復合材料,前者力學性能優異但工藝兼容性差、成本高,后者工藝兼容性好而力學性能較差,碳纖維鍛造復合材料可以結合連續碳纖維和短切碳纖維的優勢,有望在建筑隔震等領域廣泛應用[2]。然而,目前關于碳纖維鍛造復合材料的制備工藝方面的報道較少,各項工藝參數對隔震碳纖維材料拉伸性能和摩擦性能的影響規律并不清楚[3-4]。從模壓成型工藝參數優化角度出發,探討了模壓壓力、加壓溫度和固化溫度對碳纖維復合材料拉伸性能和摩擦性能的影響,結果有助于既有建筑隔震碳纖維材料的制備及性能升級。
1 試驗材料與方法
1.1 試驗材料
試驗材料包括上海石化集團提供的SCF-12K碳纖維(CF-1,單絲直徑7μm、根數12、線密度0.79 g/m、拉伸強度3540 MPa、拉伸模量235 GPa)、南亞塑膠工業公司提供的液態雙酚A型環氧樹脂(環氧當量188 g/eq、黏度13500 cP·s/(25℃)、工業用雙酚胺和聚醚氨。
1.2 制備方法
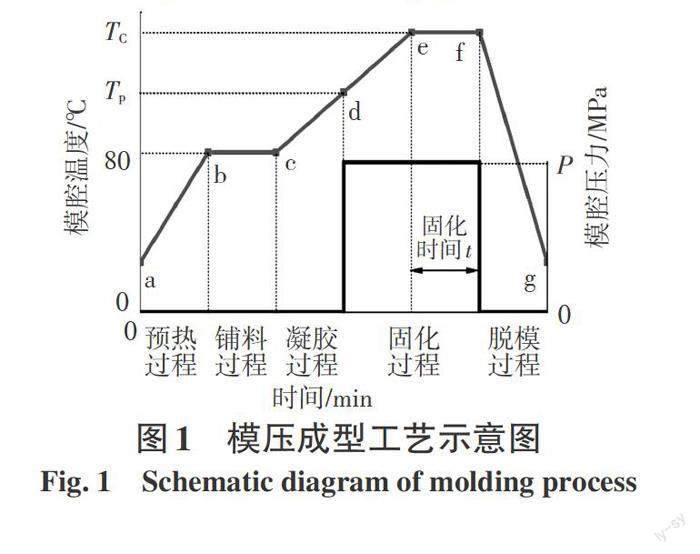
采用模壓成型的方法制備隔震用碳纖維復合材料,模壓成型工藝示意圖如圖1所示,主要包括預熱過程、輔料過程、凝膠過程、固化過程和脫模過程[5-8]。預先清理模具(模腔為140 mm×140 mm×2 mm),預熱溫度為78℃ ,然后在模具表面涂抹脫模劑;將碳纖維制備成短切預浸料,并稱取88 g鋪放在模具型腔中,控制模壓壓力、加壓溫度和固化溫度等成型參數進行固化,固化完成后待模具冷卻至常溫時進行脫模處理,取出碳纖維復合材料。
1.3 測試與表征
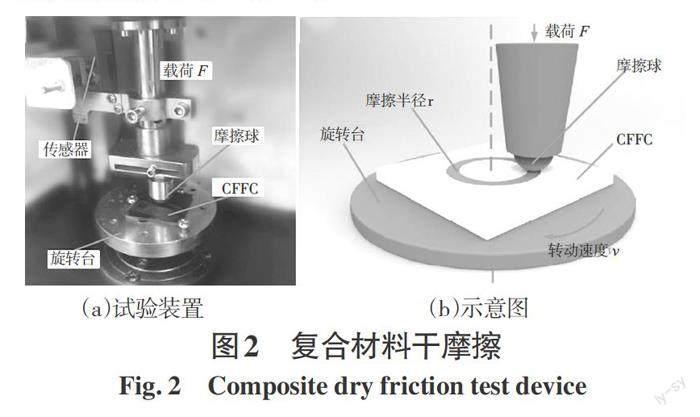
根據ASTM D3039標準制備碳纖維復合材料的拉伸試樣(樣條尺寸為10 mm×10 mm×2 mm),用膠水粘上環氧樹脂加強片,在MTS-810型拉伸試驗機上進行拉伸性能測試,取6組試樣平均值作為拉伸強度和標準化拉伸強度測試結果[9-10],拉伸速率為1 mm/min;拉伸斷口形貌采用 DSX1000超景深顯微鏡進行觀察;摩擦性能測試在MPX-1G型銷盤式摩擦試驗機上進行,轉動速度為0.3 m/s、摩擦球為φ8 mm,復合材料干摩擦試驗裝置和示意圖如圖2所示;摩擦半徑和時間分別為5 mm和1 h。
2 試驗結果與分析
2.1 模壓壓力
圖3為模壓壓力對碳纖維復合材料拉伸性能的影響,分別列出了碳纖維復合材料的應力-應變曲線和拉伸強度-模壓壓力直方圖。
從圖3可以看出,不同模壓壓力下復合材料的應力-應變曲線變化趨勢基本相同,都表現為應力隨著應變逐漸增大,當應力達到復合材料極限應力時迅速降低;當模壓壓力從6 MPa 上升至14 MPa 時,碳纖維復合材料的拉伸強度和標準化拉伸強度都呈現先增加后減小;在模壓壓力為10 MPa 時取得復合材料的拉伸強度和標準化拉伸強度最大值,分別為262 MPa和332 MPa。由此可見,碳纖維復合材料的拉伸強度和標準化拉伸強度會隨著模壓壓力先增加后減小,模壓壓力并不是越大越好,而是在模壓壓力為10 MPa時取得較好的拉伸性能,這主要是因為當模壓壓力較小時,碳纖維復合材料無法完全浸潤和填充會造成致密度不足;而如果模壓壓力過大,環氧樹脂與碳纖維之間不利于結合,局部還會產生樹脂外溢[11]。整體而言,適宜的模壓壓力為10 MPa。
碳纖維復合材料在拉伸過程中會出現纖維拔出現象如圖4(a)、(b),且斷口處纖維參差不齊,這主要是因為碳纖維復合材料在制備過程中存在樹脂貧乏區等缺陷造成局部力的傳遞不均勻所致[12];圖4(c)、(d)中可見碳纖維復合材料斷口中的樹脂斷裂,未見明顯碳纖維拔出或者斷裂特征,這主要是因為樹脂富集區會由于碳纖維不能共同傳遞應力而斷裂;圖4(e)、(f)中可見碳纖維復合材料發生內聚失效破壞,這主要是因為樹脂與碳纖維之間可以有效傳導外加應力,共同承擔載荷,二者之間可以起到良好的結合效果所致。
圖5為模壓壓力對復合材料摩擦性能的影響,分別列出了摩擦系數-時間和摩擦系數-模壓壓力直方圖,轉速為0.3 m/s、載荷6 N。
從圖5對比分析可知,不同模壓壓力下碳纖維復合材料的摩擦系數隨著時間的變化可以分為摩擦磨合期和穩定期,前者的摩擦系數會隨著時間迅速長大,而后階段的摩擦系數會逐漸趨于穩定。從圖5(b)摩擦系數-模壓壓力圖可見,隨著模壓壓力增加,摩擦系數表現為先減小后增大的趨勢,在模壓壓力為10 MPa 時取得最小值。這主要是因為模壓壓力過小不利于樹脂浸潤而降低了復合材料的層間結合力,剪切應力傳導能力較弱而使得摩擦系數增大,而過大的模壓壓力會造成內部存在局部殘余應力和缺陷,摩擦系數反而會增大[13]。
2.2 加壓溫度
圖6為加壓溫度對碳纖維復合材料拉伸性能的影響,分別列出了碳纖維復合材料的應力-應變曲線和拉伸強度-模壓壓力直方圖。
從圖6可以看出,不同加壓溫度下復合材料的應力-應變曲線變化趨勢也表現為應力隨著應變逐漸增大,當應力達到復合材料極限應力時迅速降低;當加壓溫度從100℃上升至130℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,在加壓溫度為110℃時取得復合材料的拉伸強度和標準化拉伸強度最大值。由此可見,碳纖維復合材料的拉伸強度和標準化拉伸強度會隨著加壓溫度先增加后減小,加壓溫度并不是越大越好,而是在加壓溫度為110℃時取得較好的拉伸性能,這主要是因為較高的加壓溫度會使得樹脂產生交聯反應而影響樹脂的浸潤和流動,局部產生樹脂聚集而影響應力傳導[14],拉伸性能會減小;但是較小的加壓溫度會使得復合材料中產生孔洞等缺陷,拉伸性能降低。整體而言,適宜的加壓溫度為110℃。
圖7為加壓溫度對復合材料摩擦性能的影響,分別列出了摩擦系數-時間和摩擦系數-模壓壓力直方圖,轉速為0.3 m/s、載荷6 N 。
從圖7對比分析可知,不同加壓溫度下碳纖維復合材料的摩擦系數隨著時間的變化也分為摩擦磨合期和穩定期,前者的摩擦系數會隨著時間迅速長大,而后階段的摩擦系數會逐漸趨于穩定。從圖7(b)摩擦系數-加壓溫度圖中可見,隨著加壓溫度增加,摩擦系數表現為先減小后增大的趨勢,在加壓溫度為110℃時取得最小值。
2.3? 固化溫度
圖8為固化溫度對碳纖維復合材料拉伸性能的影響,分別列出了碳纖維復合材料的應力-應變曲線和拉伸強度-模壓壓力直方圖。
從圖8可以看出,不同固化溫度下復合材料的應力-應變曲線變化趨勢也表現為應力隨著應變逐漸增大,當應力達到復合材料極限應力時迅速降低;當固化溫度從130℃上升至160℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,在固化溫度為140℃時取得復合材料的拉伸強度和標準化拉伸強度最大值。由此可見,碳纖維復合材料的拉伸強度和標準化拉伸強度會隨著固化溫度先增加后減小,固化溫度并不是越大越好,而是在固化溫度為140℃時取得較好的拉伸性能,這主要是因為較高的固化溫度會使得樹脂產生固化效應,纖維層間結合力下降而降低拉伸強度[15];但是較小的固化溫度會使得復合材料中的固化反應不充分,復合材料制備過程中由于交聯度不足而使得拉伸性能降低。整體而言,適宜的固化溫度為140℃。
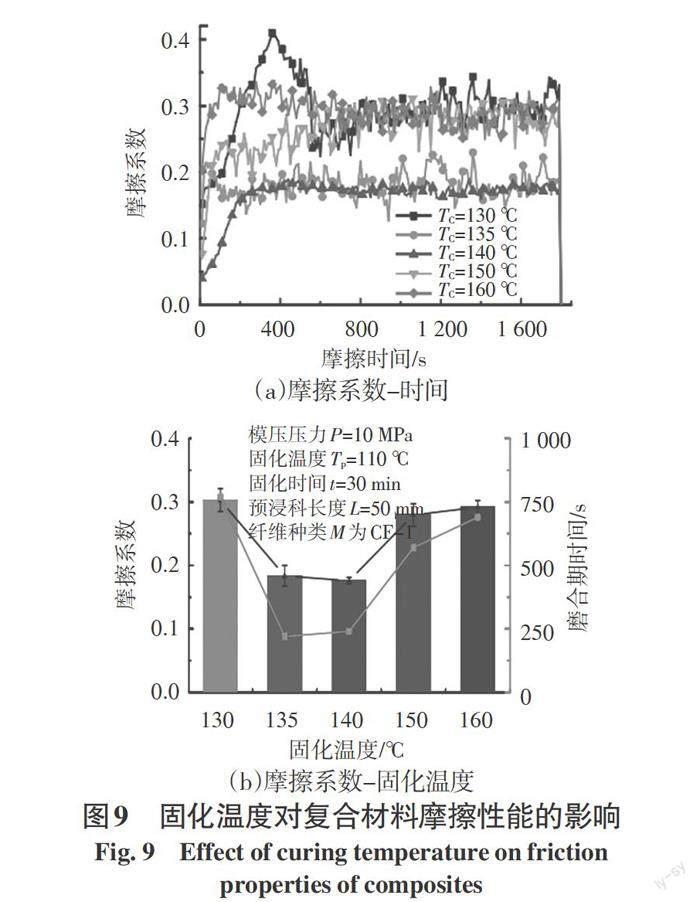
圖9為固化溫度對復合材料摩擦性能的影響,分別列出了摩擦系數-時間和摩擦系數-模壓壓力直方圖,轉速為0.3 m/s、載荷6 N。
從圖9對比分析可知,不同固化溫度下碳纖維復合材料的摩擦系數隨著時間的變化也分為摩擦磨合期和穩定期,前者的摩擦系數會隨著時間迅速長大,而后階段的摩擦系數會逐漸趨于穩定。從圖9(b)摩擦系數-固化溫度圖可見,隨著固化溫度增加,摩擦系數表現為先減小后增大的趨勢,在固化溫度為140℃時取得最小值,這主要是因為此時碳纖維復合材料的內部缺陷較少,結合較好[16]。
3 結語
(1)當模壓壓力從6 MPa上升至14 MPa時,碳纖維復合材料的拉伸強度和標準化拉伸強度都呈現先增加后減小;在模壓壓力為10 MPa時取得復合材料的拉伸強度和標準化拉伸強度最大值,分別為262、332 MPa。隨著模壓壓力增加,摩擦系數表現為先減小后增大的趨勢,在模壓壓力為10 MPa時取得最小值;
(2)當加壓溫度從100℃上升至130℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,在加壓溫度為110℃時取得復合材料的拉伸強度和標準化拉伸強度最大值。隨著加壓溫度增加,摩擦系數表現為先減小后增大的趨勢,在加壓溫度為110℃時取得最小值;
(3)當固化溫度從130℃上升至160℃時,碳纖維復合材料的拉伸強度和標準化拉伸強度都先增大后逐漸減小,在固化溫度為140℃時取得復合材料的
拉伸強度和標準化拉伸強度最大值。隨著固化溫度增加,摩擦系數表現為先減小后增大的趨勢,在固化溫度為140℃時取得最小值。
【參考文獻】
[1] 石巖,張智超,鐘正午,等.預制裝配式橋墩連接類型及抗震性能研究綜述[J].世界地震工程,2022,38(2):205-219.
[2] 李利平,張亞飛,季光耀.木拱廊橋的抗震、減震及隔震加固探究[J].麗水學院學報,2021,43(2):6-12.
[3]? LU L,SUN J,LIU Q,et al. Influence of electrochemical de- position parameters on capillary performance of a rectangu- lar grooved wick with a porous layer[J]. International Jour- nal of Heat & Mass Transfer,2017,109:737-745.
[4] 高淑君,李國輝.工程量清單計價模式下建筑碳纖維的優化與性能研究[J].粘接,2022,49(3):105-108.
[5] 晏劍明.電力工程中的碳纖維增強樹脂基復合材料應用研究[J].合成材料老化與應用,2022,51(3):158-160.
[6]? AL-ANANY Y M,MOUSTAFA M A,TAIT M J . Modeling and Evaluation of a Seismically Isolated Bridge Using Un- bonded Fiber-Reinforced Elastomeric Isolators:[J]. Earth- quake Spectra,2018,34(1):145-168.
[7] 謝建武.應用在橋梁施工中碳纖維復合材料的制備工藝研究[J].合成材料老化與應用,2022,51(3):103-105.
[8] 崔晨華.基于建筑施工造價管理的碳纖維復合材料開發與應用[J].合成材料老化與應用,2022,51(3):110-112.
[9] 黃彩飛,陳國平,茍曉梅.粘貼工藝對碳纖維布增強聚丙烯板材抗沖擊性能的影響[J].粘接,2022,49(3):55-61.
[10] 楊曉敏,賈兵,臧棟,等.基于施工管理便捷性的建筑碳纖維布制備與應用[J].粘接,2021,48(11):117-119.
[11] 王璐,菅鳳俠.碳纖維增強復合材料增強鋼框架肋板的節點滯回性能分析[J].合成材料老化與應用,2022,51(2):76-78.
[12]? JANG? S? M,BAEK? S? Y . A? Study? on? the? Analysis ofTool-wear Patterns and Mechanisms in Face Milling[J]. Journal of,the Korean Society of Manufacturing Process Engineers,2017,16(4):24-29.
[13] 梁龐.纖維增強復合材料在建筑結構加固工程中的應用研究[J].合成材料老化與應用,2022,51(1):117-119.
[14]? SHEN ZF,LU LS,SUN JW,et al. Wear patterns and wearmechanisms of cutting tools used during the manufactur- ing of chopped carbon fiber[J]. International Journal of Machine Tools and Manufacture,2015,97:1-10.
[15]? WAN Y,STRAUMIT I,TAKAHASHI J,et al. Micro-CTanalysis? of? internal? geometry? of? chopped? carbon fiber tapes reinforced thermoplastics[J]. Composites Part A-Ap- plied Science & Manufacturing,2016,91:211-221.
[16]? YAMASHITA S,HASHIMOTO K,SUGANUMA H,et al.Experimental characterization of the tensile failure mode? of ultra-thin chopped carbon fiber tape-reinforced thermo- plastics[J]. Journal of Reinforced Plastics & Composites,2016,35(18):1342-1352.