
一種基于視覺傳感技術的車身智能焊接系統
2023-07-10 09:10:30黃鳳輝楊戈曾威黃繼輝盛征陽章冰
汽車電器 2023年6期
黃鳳輝 楊戈 曾威 黃繼輝 盛征陽 章冰

【摘? 要】本文開發一種基于視覺傳感技術的車身智能焊接系統,將圖像感應技術與機器人焊接系統融合起來,實現初始焊位自動識別、焊縫特征智能表征和應變智能測量,能有效解決機器人焊接在精度和品質方面的難題,可大大提升汽車車身機器人焊接水平,對整個汽車工業的制造和發展意義重大。
【關鍵詞】視覺傳感技術;車身;智能焊接
中圖分類號:U463.82? ? 文獻標志碼:A? ? 文章編號:1003-8639( 2023 )06-0006-02
An Intelligent Welding System for Car Body Based on Visual Sensing Technology
HUANG Feng-hui YANG Ge ZENG Wei HUANG Ji-hui SHENG Zheng-yang ZHANG Bing
(1. Hunan Tongxin Mold Manufacturing Co.,Ltd.,;2. Hunan Tonggang Technology Development Co.,Ltd.,Changsha 410135,China)
【Abstract】This paper developed a new welding technology of automobile body based on vision sensing technology,which integrates image sensing technology with Robot welding system,automatic identification of initial weld position,intelligent characterization of weld feature and intelligent measurement of strain are realized. It solves the industrial problems of robot welding in terms of precision and quality,it greatly improves the quality level of robot welding of automobile body,and is of great significance to the manufacturing and development of the entire automobile industry.
【Key words】vision sensing technology;automobile body;intelligent welding
近年來,中國的汽車工業獲得了快速發展,汽車工業的高速發展也帶來了競爭的加劇,導致汽車的迭代周期縮短,產品種類不斷增加。為了滿足不斷增加的產品種類制造需求,要求一條生產線制造各種規格型號的車身結構件和零件,給汽車制造技術帶來了很大的挑戰。與其他制造工藝相比較,焊接工藝具有一系列的高標準要求[1],因此,傳統的人工焊接方法很難滿足這種新的需求。焊接機器人的智能性和可靈活控制性可以實現在一個工位上對不同型號的車身進行大批量的焊接,效率得到很大提升,同時在品質方面,相比于人工焊接,能夠得到更有效的保證[2]。但是,即使是焊接機器人,面對要求一條生產線制造30種以上車型焊接件的需求,由于焊接工件存在著各種加工和裝配誤差等問題,也會導致焊縫存在尺寸定位不準、焊接錯邊、焊縫間隙、焊接過程熱變形和夾具失效不穩定等各種品質問題。因此,在焊接過程中能夠實時檢測到各種不確定因素對焊接品質的影響,同時通過信息反饋和智能控制等手段調整焊接機器人的焊接參數和姿態,避免品質問題的發生,實現焊接機器人的“焊接智造”,成為了汽車車身機器人焊接不可回避的行業難題。本文開發的基于視覺傳感技術的車身智能焊接系統能夠很好地解決汽車車身機器人焊接的瓶頸問題,其通過先進的視覺傳感技術實現焊縫的實時圖像檢測,將圖像信息輸入智能控制系統后,基于數據庫的算法控制焊接機器人實現初始焊位自動識別、焊縫特征智能表征和應變智能測量等各項功能,最終實現“焊接智造”,解決焊接機器人焊接的各種品質問題。
1? 基于視覺傳感技術的車身智能焊接系統組成
為了解決機器人焊接制造過程中的品質問題,能自動化識別和控制問題,本文基于弧焊機器人平臺,研究開發出了具備視覺傳感技術和測量功能的車身焊接機器人,其融入了視覺傳感技術,實現了車身焊接品質的在線檢測和智能控制功能,如圖1所示。該系統由視覺傳感系統、交互通信模塊、控制模塊和機器人焊接執行模塊等組成。首先通過激光視覺傳感器對焊接位置進行激光掃描,通過交互通信模塊將信息傳遞給控制模塊,數據模塊基于數據庫自我學習和對策輸出控制策略給機器人焊接執行模塊,實現自主精準焊接。新系統因為融合了視覺傳感和圖像處理技術,可以自動識別出待焊工件的初始焊接位置,實現自主尋位,尋位誤差可以控制在2mm以內,解決了人工定位誤差達到10mm、定位不準的行業難題,同時還可以實現焊縫特征的智能表征和焊縫應變的智能測量等功能。
1.1? 待焊工件初始焊位位置識別
為了實現初始焊接工位的識別,首先通過視覺傳感功能獲得初始焊接工位的圖像信息,通過視覺傳感技術提取出起始區域的像素信息,建立起圖像坐標與目標點坐標的轉換關系,實現初始焊接工位位置的視覺系統標定,其整個過程涉及攝像機內部參數、線結構光參數和坐標系轉換標定這3個環節。其中,攝像機內部參數標定建立起了二維圖像平面像素點與三維空間特征點之間的對應關系,完成攝像機內部成像參數的確定。線結構光標定是為了實現線結構光平面在攝像機坐標系下的位置關系。坐標系轉換標定確定了攝像機坐標系與工具坐標系之間的相對位置關系。
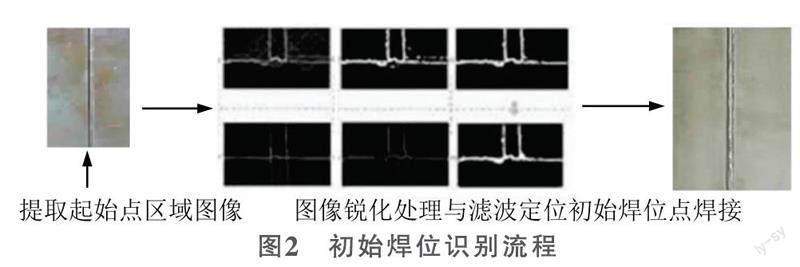
本文以汽車車身平板對接焊為例,首先通過攝像頭獲取初始點焊接位置的圖像信息,然后通過視覺傳感技術和先進的圖像處理技術實現圖像的銳化和濾波處理,通過一系列算法計算和攝像機內部參數、線結構光參數和坐標系轉換標定等獲得初始焊接位置的精準信息,然后機器人通過自我學習和控制精準地尋找到焊接起始點,實現機器人焊接的初始焊位位置識別,完成焊接。初始焊位識別流程如圖2所示。
1.2? 焊縫特征智能表征
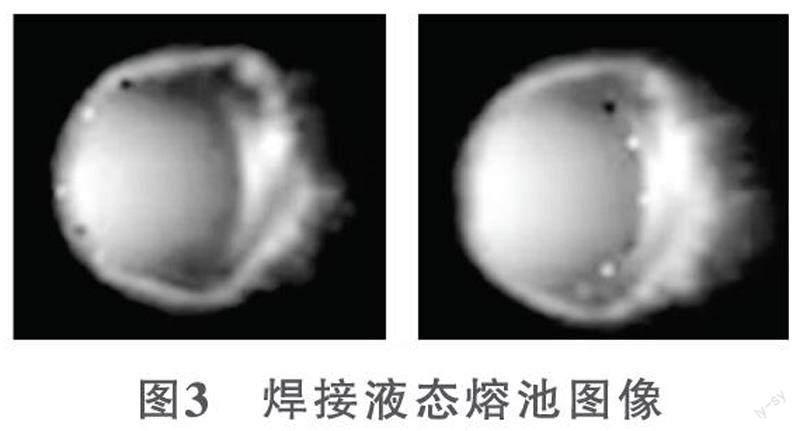
通過激光掃描可以獲取焊縫的液態熔池清晰圖像,通過一系列的坐標轉換和測量獲得液態熔池的相關幾何參數,比如寬度、面積等信息。本文以變極性等離子弧焊進行點焊為例,獲得液態熔池圖像(圖3),并且通過焊接機器人系統獲取焊接電流、電壓值的參數,得出:隨著焊接電流的增加,液態熔池的面積和寬度不斷增大。借助這一信息,通過算法控制,便可以通過識別液態熔池的面積和寬度信息調整電壓和電流值實現焊點尺寸和面積的控制,進而實現汽車車身點焊尺寸和品質的在線智能控制。以此類推,通過同樣的方法和策略實現其他類型焊縫特征的智能表證,建立起焊接參數與焊縫特征之間的關系,不斷積累建立起焊縫品質問題處理策略的數據庫系統,最終實現汽車車身焊接品質的智能控制。
1.3? 焊縫應變智能測量
焊縫焊接完成后,其是否有焊接缺陷,特別是汽車車身的焊接,其焊點的強度和應變情況直接關系到整個汽車車身的強度和剛度,一旦有一個焊點出現問題,可能導致一輛轎車車身鈑金件的開裂和變形,關系到整個車輛的安全性,因此需要對焊接品質進行嚴格控制。
本文開發的基于視覺傳感技術的汽車車身智能焊接系統開創出了一種焊接應變的測量方法。首先通過激光掃描獲得焊接變形前的圖像,并且將圖像劃分為不同的子區域,在變形后再次掃描此區域并搜索識別出子區域在變形后的形狀,將這一形狀變化關系建立起函數轉換關系,從而計算出圖像區域內各點的位移和應變值,進而計算出焊接后內部的殘余應力和獲取各個焊點的焊接應變曲線。以汽車車身焊接為例,如圖4所示,通過這一方法獲取焊點的2個位置點的時間應變變化曲線,其表示出焊點的2個位置點在不同時間的應變值變化規律。通過建立起具備有焊縫缺陷的焊點和正常焊縫的焊點的應變曲線,進行對比分析建立數據庫,焊接時進行在線檢測和識別,發現潛在的焊縫品質風險,然后通過控制策略對此區域進行加強焊接,避免出現焊點或焊縫缺陷,同時通過不斷的品質故障積累,建立起各種焊接品質問題與焊接應變值之間關系和對策方案數據庫,實現焊接過程中的品質問題在線檢測和自我診斷,實現焊接品質問題的智能控制和汽車車身的“焊接智造”。
2? 結語
隨著汽車工業的發展,對汽車制造技術的要求越來越高,特別是汽車車身焊接技術,其柔性需求導致焊接機器人的快速發展。目前,越來越多的焊接機器人應用于汽車生產制造中,并且對焊接機器人提出了很高的精度和品質要求,現在采用的人工定位和人工控制品質已無法滿足要求,而本文介紹的基于視覺傳感技術的車身智能焊接系統將圖像感應與機器人焊接系統融合起來,實現了初始焊位的自動識別,實現了焊縫特征的智能表征,實現了焊縫的應變智能測量等功能,這些關鍵技術的使用解決了機器人焊接人工定位不準,缺乏有效的焊縫品質檢測手段和智能表征手段的行業難題,大大提升了車身機器人焊接的品質水平,對整個汽車工業制造和發展意義重大。
參考文獻:
[1] 劉云飛. 汽車車身焊接技術概述[J]. 制造與工藝,2021(4):136-137.
[2] 藍俊,羅穎洹. 基于機器人的車身焊接技術研究[J]. 制造與工藝,2021(6):127-128.
(編輯? 凌? 波)
