改善RIM注塑模具工藝缺陷的技術方法研究
2023-07-10 14:38:45馬正偉
時代汽車 2023年12期
馬正偉


摘 要:為了實現商用車頂流罩的輕量化,本文采用了PDCPD(聚雙環戊而烯)作為輕量化新材料,并采用RIM(反應注射成型)作為導流罩的成型新工藝。為解決因RIM工藝技術的不成熟導致出現的樣件打不滿、飛邊等嚴重零件缺陷,本文通過調整模具進膠點位、進膠距離、溢料槽設計和產品結構等手段來改善RIM工藝的注塑缺陷。結果表明,利用本文的技術方法,導流罩出件的廢品率由18%降到了4%以下,證實了改方法的有效性,為導流罩的成型穩定性提供了保障。
關鍵詞:RIM PDCPD 模具 工藝改善
1 引言
節能、環保、輕量化已經成為了未來汽車的主流發展趨勢。PDCPD(聚雙環戊二烯)作為一種新興材料,常用于汽車的減重應用上。該材料相比于傳統的玻璃鋼材料,有著機械性能平衡性好、耐腐蝕性及環保性好、低溫特性好、涂飾性卓越等優點。但這也對PDCPD所用的RIM工藝提出了更高的工藝技術要求。國外在PDCPD工藝上的技術較為成熟,已經在各領域得到了大范圍的使用,但在國內PDCPD材料在工程機械應用比較多,在商用車領域應用仍然比較少,尤其是大型覆蓋件上的應用,因為遇到的工藝問題較為棘手。對于RIM工藝常見的缺陷[1](零件飛邊、混合不良、接縫與裂痕),前人提出了了相應的改善措施[2](改善分型面、改善密封結構、改善排氣孔)。本文對PDCPD在商用車頂流罩制造過程中所出現的工藝缺陷進行分析,結合前人研究成果,提出了針對性的改善措施和整改流程,有效地降低了頂流罩的廢品率,提升了PDCPD的材料利用率與零件成型的穩定性。文章對商用車 PDCPD頂蓋設計及制造關鍵技術作簡要論述,旨在為行業提供參考,指導PDCPD在車頂導流罩上的應用。
2 PDCPD應用優勢及導流罩工藝缺陷分析
2.1 PDCPD應用優勢
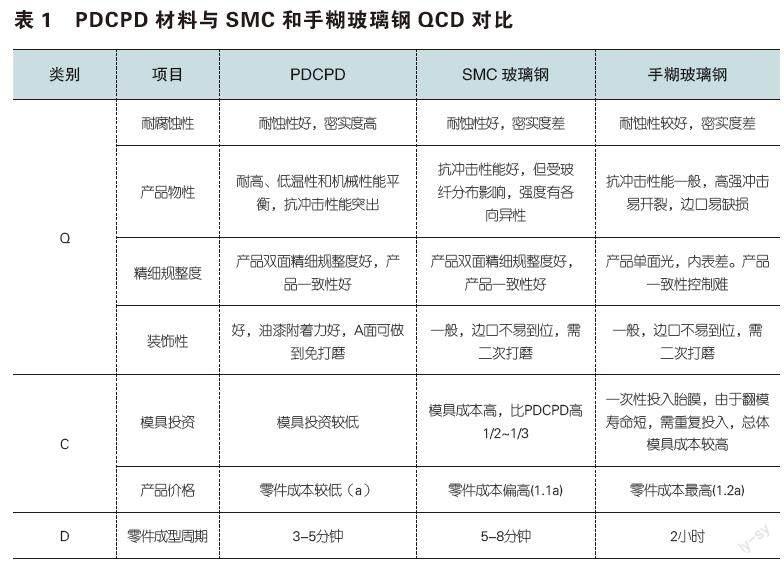
為了實現商用車的輕量化,本文選擇頂導流罩作為首個試點零件,通過PDCPD頂導流罩結構設計、PDCDP模具開發、樣件試裝及可靠性試驗等,驗證采用PDCPD材料RIM工藝的可行性,待工藝成型性穩定后,則可逐步推廣PDCPD材料工藝到其他外飾件(如:側導流罩、側護裙、頂蓋等)上應用。按照QCD原則,PDCPD相比于車頂導流罩現生產的所用的SMC玻璃鋼和手糊玻璃鋼的優勢如表1所示。可以看出,PDCPD在物理性能、成本和工藝生產周期上都有相應的亮點。但是在實際出件中,用PDCPD材料制作的車頂導流罩出現了缺料、飛邊和反應不良等現象。
2.2 導流罩工藝缺陷分析
車頂導流罩主要由導流罩本體與骨架1與骨架2組成,如圖1所示。本文針對實際生產過程中PDCPD可能出現的成型不穩定的風險,在11套制件(共33件)中選取了有工藝缺陷的零件進行分析,如圖2所示,發現了有6個零件在不同程度上出現了BOSS柱缺膠、車頂導流罩骨架邊緣打不滿和部分邊緣出現飛邊、困氣等現象,廢品率達18%。在圖2(a)中,用RIM工藝成型車頂導流罩零件的飛邊由下往上,厚度逐漸增加,由0.5mm的厚度增加到2.5mm。我們抽取了問題件研究,其中本體怕平均飛邊重量0.5kg,占本體凈重的10%,內骨架1平均飛邊重量為0.5kg,占產品凈重50%,內骨架2平均飛邊重量約0.3kg,占產品凈重43%。可以看出,飛邊問題嚴重影響材料的有效利用率,而且飛邊問題主要發生骨架。此外,通過調查發現,零件打不滿的現象都是出現在骨架零件上,文章通過骨架模具數模對所產生的工藝缺陷進行了逆向推理。
通過數模結構分析(圖3),可以看出,內骨架1和內骨架2出在一個型腔上,骨架1從澆口到零件的末端幾乎沒有拐角,而骨架2的形狀并沒有骨架1形狀平順,從進膠位開始,經過了兩次拐角,材料才流到零件末端,能量損失大,PDCPD料在沒有充滿型腔的過程中就已經開始發生了固化,這是骨架2零件打不滿的要因。此外,通過測量數模零件壁厚的尺寸發現,整體壁厚為1.5mm,過窄的壁厚導致原料填充困難,增加的流動阻力,這也是導致BOSS柱缺料、骨架填充不滿的要因之一。
為了解決零件飛邊問題,研究對模具PL面情況、注射壓力參數、鎖模結構、合模動作分別進行了篩查[3],最后將工藝缺陷產生的原因定位到溢料槽的設計上。由圖2可以看出,溢料槽的密封膠條(零件周圍藍色線條)距離零件的邊緣有48mm,距離過遠,這導致了飛邊的尺寸過大,降低了材料利用率。
3 工藝技術改進與結果
3.1 工藝技術改進
為了保證RIM工藝的成型穩定性,本文對上述工藝缺陷進行了相應的改善。對于骨架2打不滿的現象,試驗通過改變骨架2進膠路線的長度,將原來410mm的進膠長度改為與骨架1一致的進膠長度(225mm),即把進膠位上提了185mm,并將零件1.5mm的壁厚改為3mm,用兩種方法共同達成減少進膠的壓力損失的目標,并將原來的進膠位置進行封堵與燒焊;對于骨架零件飛邊嚴重,利用率低的現象,研究將原來離產品48mm的溢料槽改為距離零件10mm,并把兩個零件分別應用的兩個單獨閉環的密封膠條改為一個整體,即如圖4中所示的藍色線條改為紅色的線條,防止飛邊尺寸過大,也滿足零件對溢料槽的最小距離要求。針對BOSS柱缺膠問題,本文通過增加加強筋與將原來BOSS柱的加強筋加寬加厚,以增加排氣量,避免困氣導致的BOSS柱缺膠。
3.2 改進結果
經過上述改善措施,試驗對改善后的模具再次進行打件驗證,為了保證一致性,本次驗證也打了11套制件(共33個零件),分別檢查車頂導流罩、骨架1和骨架2的工藝缺陷情況,與之前18%的廢品率相比,本次只在首件因機臺參數沒到位出現了1個廢品,廢品率下降到了3%,有了明顯的改善,其中之前出現的缺料、飛邊、BOSS柱缺膠現象都已不存在,其改善結果如表2所示。
4 總結
本文通過改變溢料槽、密封膠條的位置,優化進膠點位置、改變零件結構等方法,改善了RIM工藝上出現的飛邊、打不滿、BOSS柱缺膠等工藝缺陷,讓PDCPD材料能穩定在頂流罩系統上使用。相對于以前車頂導流罩所使用SMC材料,使用PDCPD材料優化后的車頂導流罩重量為6.6kg,重量減輕了25.8%,同時相比與SMC材料制造的車頂導流罩的工裝的投資可以減少50%-70%[4],為往后PDCPD在其他零件上的應用和應用中出現的工藝缺陷提供了解決的思路,有助于商用車零部件產業轉型和新車型的環保、輕量化的再升級。
參考文獻:
[1]王華山.塑料注塑成型中的故障與排除.北京:化學工業出版社,2006.
[2]周殿明.注射成型中的故障與排除.北京:化學工業出版社,2007.
[3]龍治帆. 塑料件注塑工藝及缺陷解決方法[J]. 現代制造技術與裝備,2017,No.244(03):138+140.
[4]孫曉林,陳晶,聶琪林等.商用車PDCPD頂蓋開發關鍵技術研究[J].汽車實用技術,2020,45(16):66-67.
