DT4C電工純鐵套筒零件矯頑力不合格工藝改進
2023-07-26 07:08:34趙金龍任衛斌李劍玉
金屬熱處理 2023年6期
關鍵詞:工藝
趙金龍, 任衛斌, 李劍玉
(中國空空導彈研究院, 河南 洛陽 471003)
電磁純鐵是一種含碳量很低的鐵基軟磁合金,具有磁感應強度高、磁導率高、矯頑力小、磁性能穩定等特點,一般用于制造鐵心、磁極、銜鐵等[1],其磁性能與純度有關,純度越高,則軟磁性能越好。影響最大的有害雜質是碳,可使磁導率下降,矯頑力提高,鐵損增大,磁化困難[2]。生產中為實現磁性合金功能特性,避免冷加工影響磁性能,零件一般在最終工序或中間工序進行磁性熱處理。
在實際生產中,某批次DT4C電工純鐵套筒零件見圖1,主要加工路線為,下料→數車→冷擠壓→900 ℃真空退火→數車→探傷→化學鍍鎳→入庫。依據HB/Z 5015—1994《電磁純鐵熱處理工藝說明書》規定工藝進行900 ℃去應力退火時[3],試樣矯頑力Hc實測值為46 A/m,達不到HB/Z 5015—1994中規定的Hc≤32 A/m要求,矯頑力不合格。為了解決該類零件矯頑力不合格問題,參考航標HB/Z 5015—1994中5.2.3條對退火工藝進行改進。
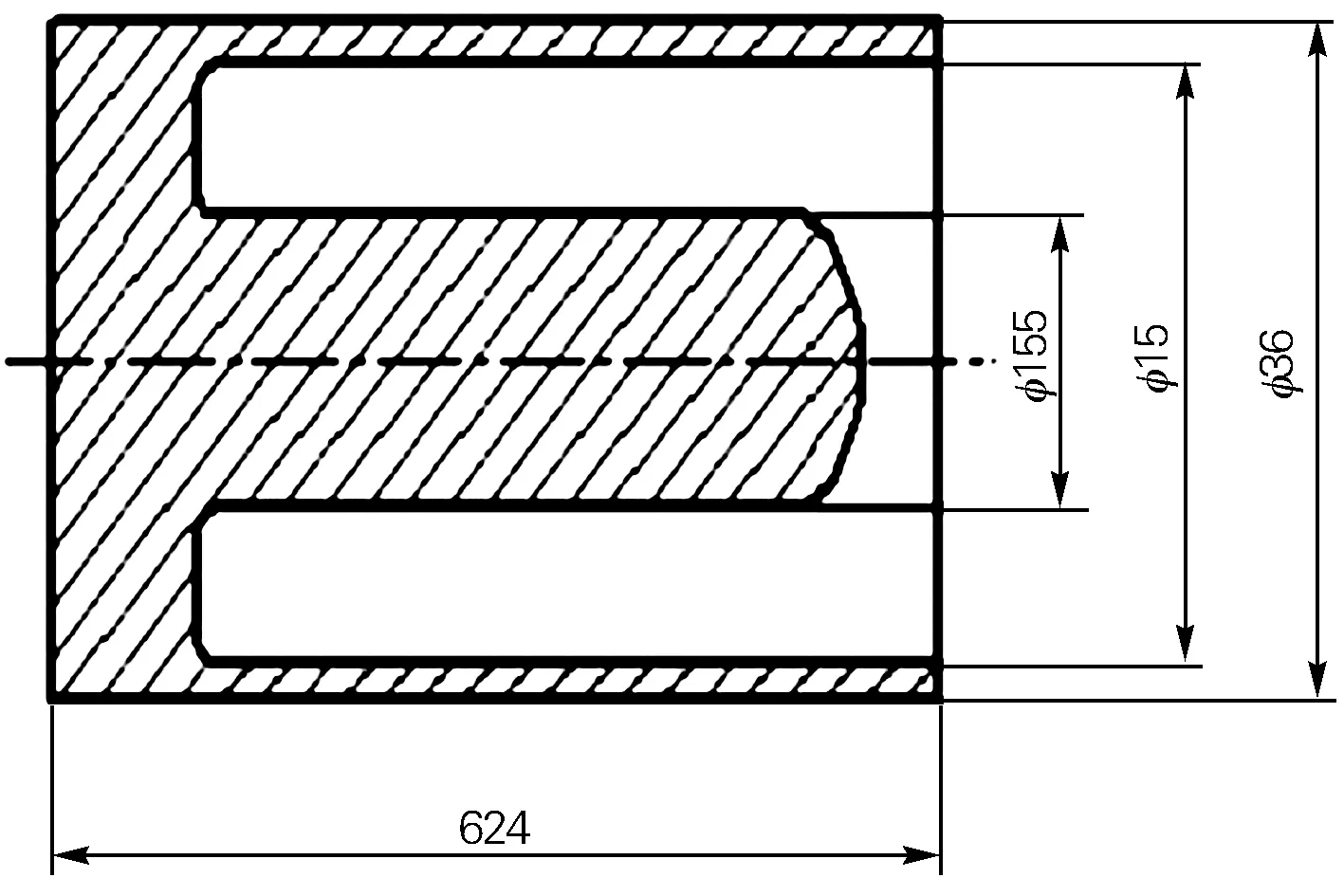
圖1 套筒零件圖Fig.1 Drawing of sleeve part
1 試驗方法
領取不合格批次毛坯材料,各加工14件磁性能試棒及金相試樣,磁性能試棒尺寸為φ10 mm×200 mm,金相試樣尺寸為φ10 mm×10 mm。
每兩件磁性能試棒和金相試樣為一組,放入相同型號的真空氫氣退火爐中進行退火。根據加工經驗及參考HB/Z 5015—1994推薦的電磁純鐵退火工藝,分別進行如下退火處理:①900 ℃×4 h去應力退火,退火工藝曲線見圖2(a);②1120 ℃×4 h高溫退火,退火工藝曲線見圖2(b);③1120 ℃×4 h+900 ℃×4 h兩次退火,退火工藝曲線見圖2(c)。退火后的磁性能試棒在TYU-2000D型磁性材料測量裝置上進行矯頑力檢測,金相試樣用4%硝酸酒精溶液腐蝕10~15 s,用DMI5000M型金相顯微鏡觀察其晶粒度。

圖2 DT4C電工純鐵零件的退火工藝示意圖(a)去應力退火;(b)高溫退火;(c)兩次退火Fig.2 Schematic diagram of annealing processes for DT4C electrical iron parts(a) stress relief annealing; (b) high temperature annealing; (c) two-stage annealing
2 試驗結果
2.1 去應力退火
參照航標HB/Z 5015—1994推薦的電磁純鐵退火工藝,對試棒進行900 ℃×4 h去應力退火,分兩爐進行加工,晶粒度與晶粒尺寸的對應關系參照GB/T 6394—2017《金屬平均晶粒度測定方法》[4],見表1。去應力退火后試棒的組織見圖3,對照表1,其晶粒度為6~6.5級,試棒矯頑力經檢測分別為45.0、46.0 A/m,仍不合格,與故障批零件矯頑力檢測結果無明顯區別。

表1 電磁純鐵晶粒度與晶粒尺寸的對應關系[4]Table 1 Correspondence between grain grade and grain size of electromagnetic pure iron[4]

圖3 DT4C電工純鐵試棒去應力退火后的組織(900 ℃×4 h)Fig.3 Microstructure of the DT4C electrical iron bar after stress relief annealing(900 ℃×4 h)
2.2 高溫退火
對不合格試棒再進行1120 ℃×4 h高溫退火,分兩爐進行加工,退火后組織見圖4。對照表1,其晶粒度約為4級,試棒矯頑力經檢測分別為30.0、31.7 A/m,合格,矯頑力降低,但相較≤32.0 A/m的要求,考慮到測量誤差存在不合格的風險。
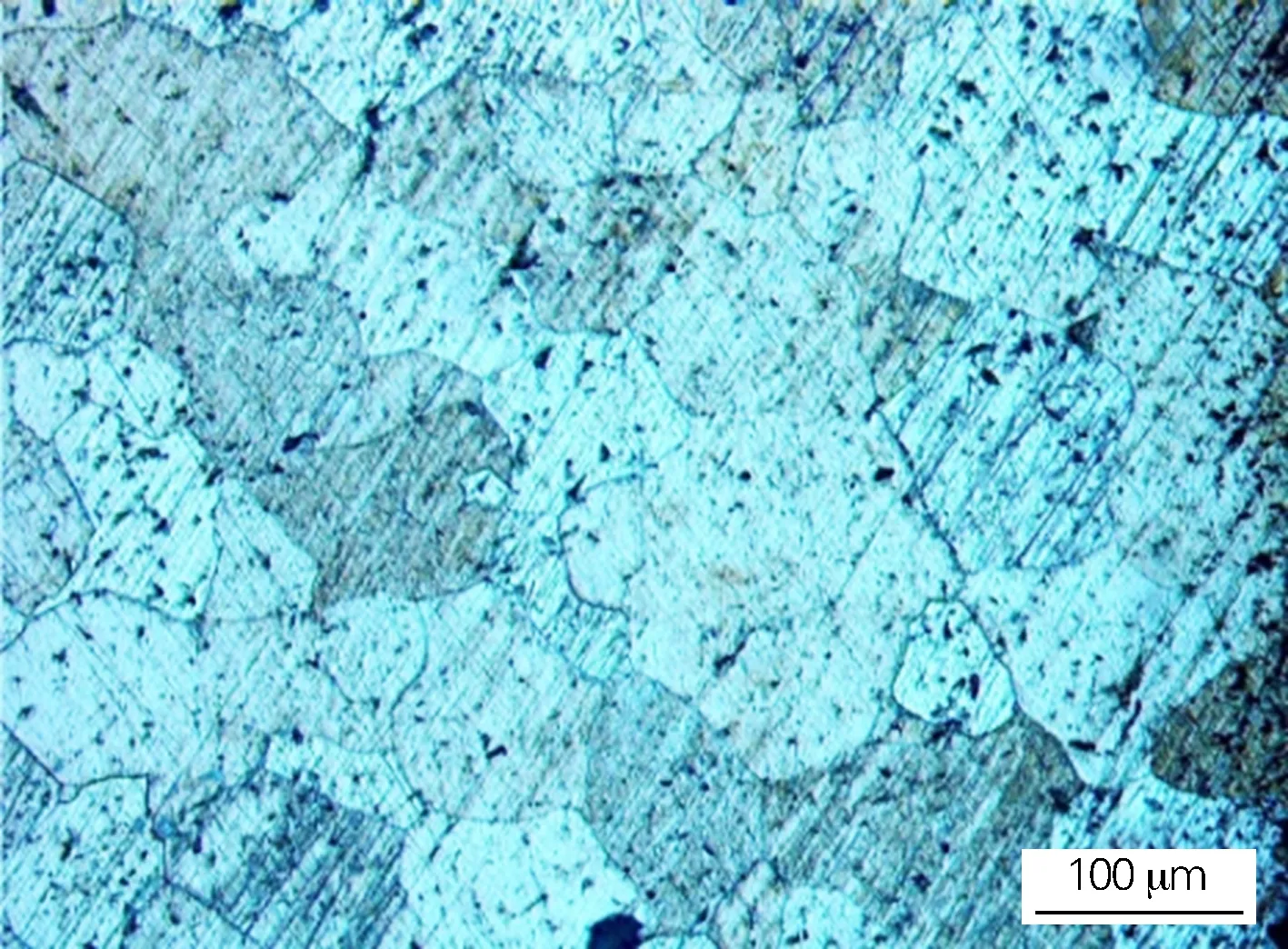
圖4 DT4C電工純鐵試棒高溫退火后的組織(1120 ℃×4 h)Fig.4 Microstructure of DT4C electrical iron bar after high temperature annealing (1120 ℃×4 h)
2.3 兩次退火工藝
根據生產加工經驗,制定了兩次退火工藝。對不合格試棒進行1120 ℃×4 h+900 ℃×4 h兩次退火,分兩爐進行加工,退火后組織見圖5,晶粒度約為4級,試棒矯頑力經檢測分別為28.0、26.4 A/m,合格,矯頑力明顯降低。
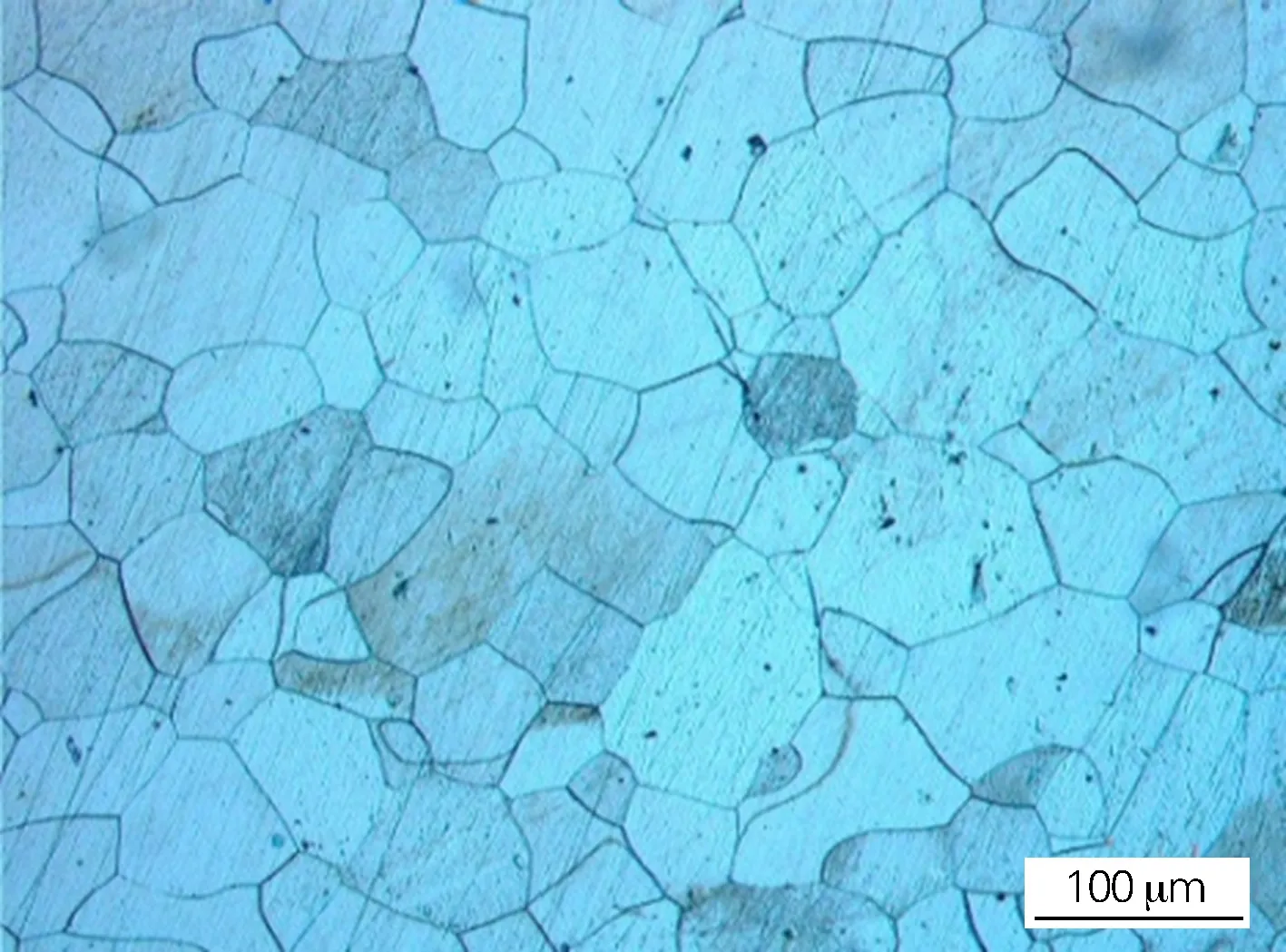
圖5 DT4C電工純鐵試棒兩次退火后的組織(1120 ℃×4 h+900 ℃×4 h)Fig.5 Microstructure of the DT4C electrical iron bar after two-stage annealing (1120 ℃×4 h+900 ℃×4 h)
從試驗結果可以看出,不合格批材料采用900 ℃退火后,晶粒度在6~6.5級,試棒矯頑力檢測值分別為45、46 A/m,仍不合格;采用1120 ℃×4 h高溫退火后,試棒矯頑力及晶粒度等級明顯降低,矯頑力檢測值分別為30.0、31.7 A/m,合格,但存在不合格的風險;采用1120 ℃×4 h+900 ℃×4 h兩次退火后,試棒矯頑力及晶粒度等級明顯降低,矯頑力檢測值分別為28.0、26.4 A/m,合格。從檢測結果可以看出,1120 ℃×4 h+900 ℃×4 h兩次退火后矯頑力優于1120 ℃×4 h退火。
2.4 兩次退火冷速
由HB/Z 5015—1994推薦的電磁純鐵900 ℃退火工藝曲線(見圖2(a))可知,900 ℃降至700 ℃過程的冷卻速度為50 ℃/h。900~700 ℃之間降溫速度控制在≤50 ℃/h,是為了防止因冷卻速度太快而產生的熱應力影響磁性能[5]。因此對1120 ℃×4 h+900 ℃×4 h兩次退火工藝,1120 ℃→900 ℃過程中冷卻速度對矯頑力的影響進行了研究,設定冷速分別為50、120、240 ℃/h。
兩次退火工藝1120 ℃→900 ℃過程不同冷速下,試棒的顯微組織如圖6所示。對照晶粒度表1,冷速為50 ℃/h時,晶粒度約為4級,經檢測矯頑力為28.5 A/m,合格;冷速為120 ℃/h時,晶粒度約為4級,經檢測矯頑力為28 A/m,合格;冷速為240 ℃/h時,晶粒度為4~4.5級,經檢測矯頑力為29 A/m,合格。
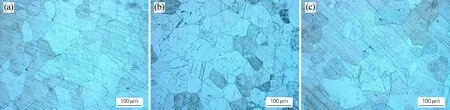
圖6 DT4C電工純鐵試棒不同冷速(1120 ℃→900 ℃)兩次退火后的組織(1120 ℃×4 h+900 ℃×4 h)Fig.6 Microstructure of the DT4C electrical iron bar after two-stage annealing with different cooling rates (1120 ℃→900 ℃) (1120 ℃×4 h+900 ℃×4 h)(a) 50 ℃/h; (b) 120 ℃/h; (c) 240 ℃/h
從以上試驗結果可以看出,1120 ℃×4 h+900 ℃×4 h兩次退火,從1120 ℃→900 ℃以不同冷速冷卻時,矯頑力全部合格,檢測結果基本一致。因此,矯頑力不合格零件采用兩次退火工藝處理時,1120 ℃→900 ℃過程冷速可從50 ℃/h提高至240 ℃/h,提高了零件的加工效率。
3 分析
純鐵為鐵素體組織,矯頑力(Hc)與晶粒大小成反比關系,晶界處的點陣是畸變的,晶體缺陷多,內應力大[6]。冷加工可以造成純鐵內部多種晶體缺陷(位錯、層錯等),并引起內應力,增加磁疇壁運動的難度,使矯頑力Hc增大,最大磁導率μm值降低,為了消除這些不良影響,可進行去應力退火或再結晶退火,去應力退火一般采用不發生α、γ相變的最高溫度860~930 ℃[2]。
根據試驗結果可知,矯頑力不合格零件采用900 ℃去應力退火后矯頑力仍不合格,當采用1120 ℃高溫退火及1120 ℃+900 ℃兩次退火后零件矯頑力均合格,分析原因是由于退火溫度高,晶粒度從6.5級降低到4級,在體積一定的情況下,晶粒越大,晶界被擠壓,晶界面積縮小,位錯減少,內應力減少,阻礙金屬磁化和去磁過程作用就減小[5],因此晶粒粗大,于磁性能有利。高溫退火后,局部出現大晶粒,為晶粒長大或互相吞并所致[7],因此采用1120 ℃高溫退火及1120 ℃+900 ℃兩次退火解決了矯頑力不合格問題。退火過程中,若冷卻速度太快,組織中會產生熱應力[8],由于經1120 ℃高溫退火后又進行了900 ℃去應力退火,因此消除了熱應力對磁性能的影響。當零件采用1120 ℃+900 ℃兩次退火,且從1120 ℃降至900 ℃過程中,隨冷速不斷提高,對晶粒長大影響較小,不同冷速退火后晶粒度基本一致,不同冷速下產生的應力在900 ℃退火過程中也得到消除,因此矯頑力沒有明顯區別。
4 不合格批零件補救措施
根據試驗結果分析,采用1120 ℃+900 ℃兩次退火可明顯降低矯頑力,同時為提高零件加工效率,將矯頑力不合格批零件采用真空氫氣退火爐進行1120 ℃×4 h+900 ℃×4 h兩次退火處理,且1120 ℃→900 ℃冷速為240 ℃/h。經驗證故障批零件共206件,分3爐加工,試棒矯頑力檢測全部合格,見表2。后續生產中矯頑力不合格的粗加工零件可按照兩次退火工藝處理,解決了因矯頑力不合格而導致零件報廢的問題,同時節省了材料成本及零件加工費用。
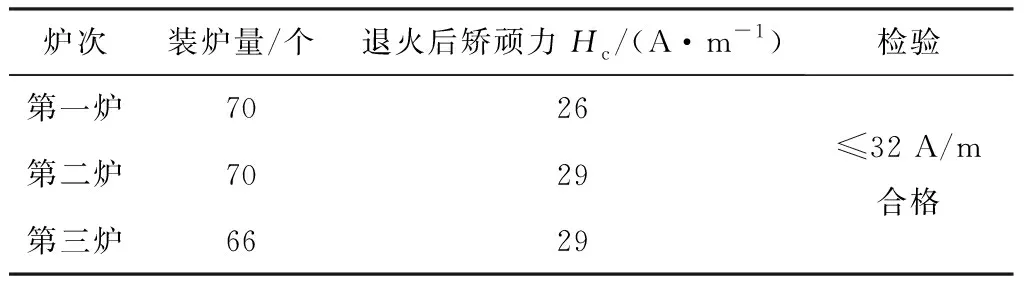
表2 不合格套筒零件經兩次退火處理后的矯頑力Table 2 Coercivity of unqualified sleeve parts after two-stage annealing
5 結論
1) DT4C電工純鐵套筒零件采用1120 ℃×4 h高溫退火及1120 ℃×4 h+900 ℃×4 h兩次退火后,矯頑力及晶粒度等級明顯降低,矯頑力檢測結果均合格。1120 ℃×4 h+900 ℃×4 h兩次退火后,矯頑力最優。
2) 1120 ℃×4 h+900 ℃×4 h兩次退火時,1120 ℃→900 ℃過程中不同冷速下的矯頑力均合格且差別不大,可通過提高冷速來提高零件的加工效率。
3) 不合格批套筒零件經兩次退火處理后,矯頑力均達到HB/Z 5015—1994要求(≤32 A/m)。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
