加氫系統自動化控制改造技術研究
2023-07-28 07:25:00陳曉紅
科學技術創新 2023年18期
陳曉紅
(上海豐之璟科技有限公司,上海)
引言
加氫系統在制藥行業當中應用范圍十分廣泛,隨著醫藥行業的不斷發展以及人們健康意識的不斷提高,制藥廠對于加氫系統的質量問題越來越重視。依托于先進的現代化科學技術,加氫反應系統已經能夠實現自動化控制,這不僅提高了工藝生產效率,而且質量控制水平也大幅提升。但加氫反應工藝存在較高的爆炸風險,安全問題是該工藝應用過程中需重點考慮的事項。在設計控制系統的過程中,應當合理使用安全儀表設備,并科學設置工藝流程控制邏輯。研究相關加氫系統自動化控制改造技術的應用實例,具有積極的現實意義。
1 項目概況
本文所述為某生產車間氫化反應釜中加氫系統自動化控制改造項目,主要改造內容為DCS 控制系統和SIS 儀表安全系統的技術優化。目標是實現系統對于氫、氧含量的實時在線自動化監測分析功能,并將檢測到的氣體含量以4-20mA 的電流信號提供給用戶,用于實現系統工藝自動控制,系統需滿足自由設定超限報警提示參數的要求。
2 改造思路確認
本項目中一共包含兩套加氫反應系統。該實驗選擇使用傳統釜式反應裝置,選用高純度的H2作為實驗氣體并裝在到高壓瓶中。采用間歇批次生產的方式,原有工藝路線為:生產原料和芐胺、N,N-二異丙基乙胺在反應釜中與N,N-二甲基甲酰胺產生化學反應[1],生成中間體1。然后該中間體會在甲醇溶液、催化劑鈀碳和氫氣的作用下,脫除保護劑,繼續獲得中間體2。中間體2 在無水乙醇溶劑中,經過與醋酸酐進行乙酰基反應,從而得到利奈唑胺粗品。
該工藝流程中的加氫反應屬于國家重點監管的危險工藝,由于改造項目中的車間在前期設計階段未采用自動化控制系統,所使用的監測儀表也是比較基礎的產品,功能比較落后,現場還需要由人工進行管理,設備本身的功能不足加上可能存在的人為操作不規范現象,導致加氫反應安全監測效果不盡人意。為此,該企業提出此次自動化改造需求。具體改造思路是在不改變原有基本工藝路線的前提下,增加使用DCS 控制系統和SIS 儀表安全系統。其中,DCS 系統起到主要的工藝流程自動化控制目的,并且可以實現整個工藝過程的可視化控制操作,工作人員可以通過值班室的顯示器觀察現場的生產情況,同時又可以通過PC 機遠程對現場加氫系統反應裝置進行參數調整和功能控制。該控制系統的應用有助于減少現場作業工程量,提高生產效率和生產質量。不僅如此,DCS 系統還具備故障及安全危害自動報警功能,當系統運行出現異常時,第一時間發出報警信號并提示異常點位,便于及時進行故障確認與處理,最大限度減少降低故障損害和損失。而SIS 儀表安全系統則可以對故障設備進行自動關閉,根據DCS 系統的報警提示,自動執行故障設備運行關閉程序,從而在還未來得及采取措施之前,將故障危害控制在最小范圍[2]。該項目SIS 系統等級為SIL2。
3 具體改造實施
3.1 工藝流程控制邏輯確認
通過加氫反應釜內的溫度變送器對加氫反應釜中的夾套內溫度進行實時測量,溫度監測儀表與反應釜其他閥門裝置相互聯動,系統根據事先設定的聯動參數標準,對各動作機構進行協調控制,從而達到理想的加氫量控制效果。其中較為關鍵的幾項工藝流程控制邏輯如下:
(1)加料過程控制,采用批量控制方式,將物料加入到反應釜中。
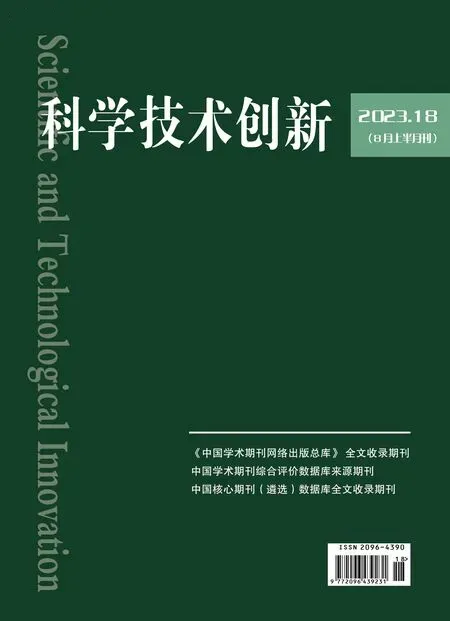
(2)置換過程的控制,依據置換次數和在線氧氣濃度相互配合的控制邏輯,具體流程如圖1 所示。
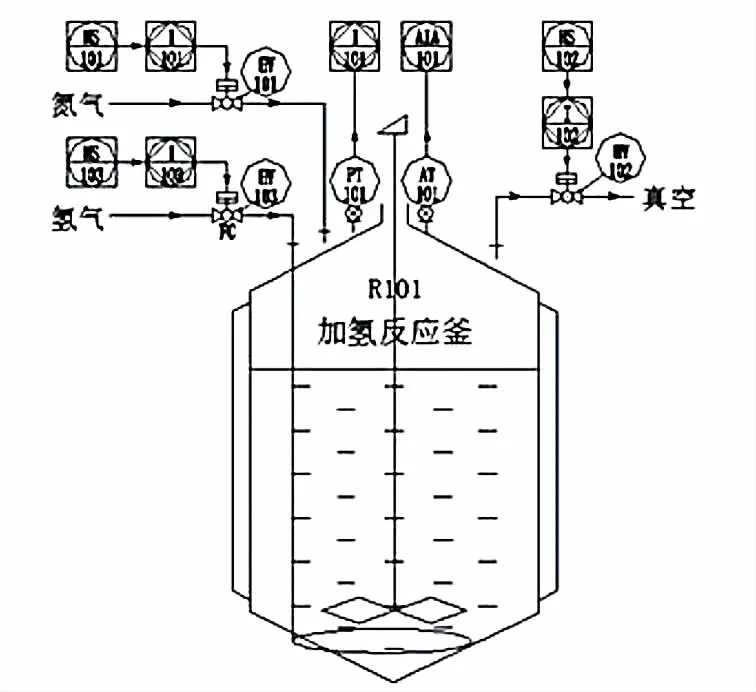
圖1 置換過程控制流程
(3)加氫反應過程控制,分為溫度控制和壓力控制和兩部分,具體工藝流程機理如圖2、圖3 所示。
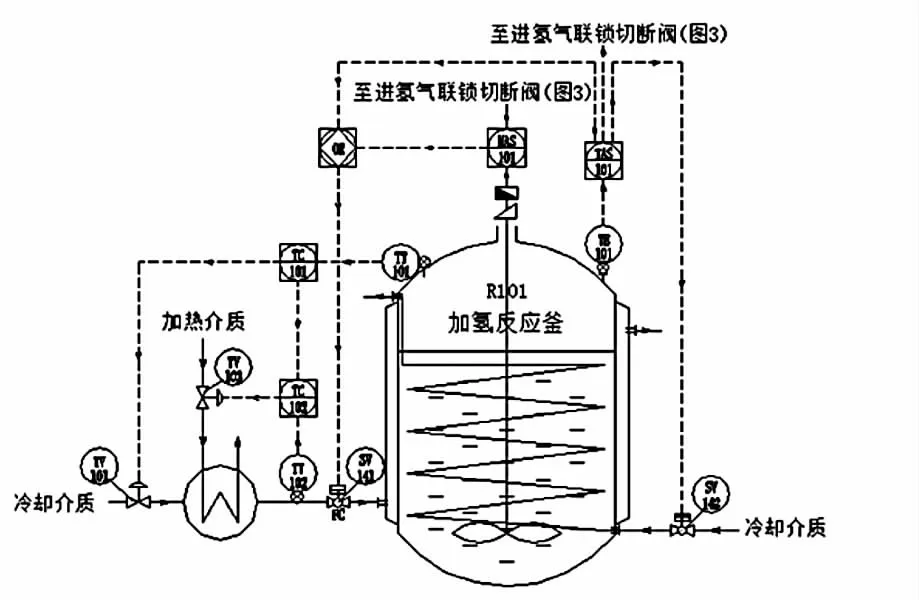
圖2 溫度控制及聯鎖流程
圖3 壓力控制及聯鎖流程
(4)反應后泄壓及氮氣置換控制,由于加氫反應后反應釜內會產生很高的壓力,因而在轉料之前必須泄壓。
3.2 自控化系統構建
根據國家安全監管總局公布的首批重點監管危險化工工藝文件,通知附件2 中規定的加氫工藝,宜采用的控制方式、安全控制的基本要求和重點監控的工藝參數。按照文件要求結合該項目的生產工藝,項目關鍵控制點如表1 所示。
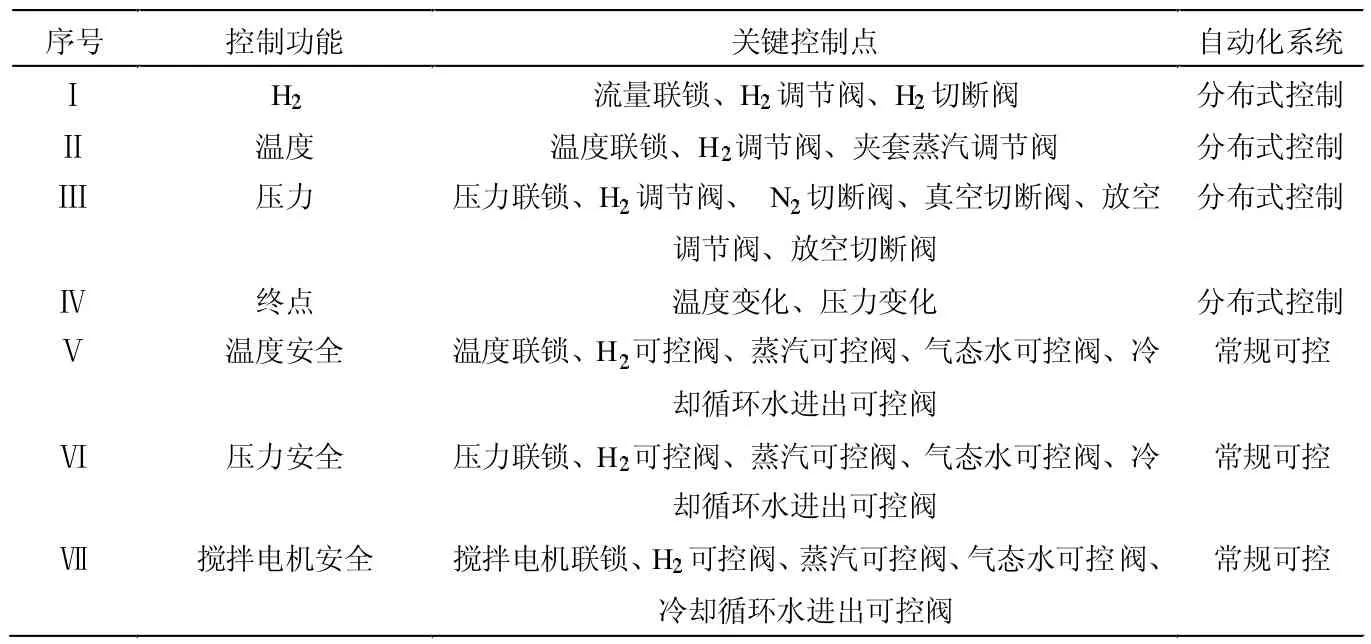
表1 利奈唑胺加氫工段的關鍵控制點
3.3 自控儀表選型
本項目選用JSFM-CT-1000 在線氣體分析儀,一共配置2 套,主要用于監測分析氫氣和氧氣濃度,前者量程為80-100%VOL;后者量程為00-210000PPm。儀表組成主要包括預處理單元和氫氣氧氣分析單元兩大部分,其中,氧氣分析單元的傳感器和芯片均采用進口產品,具備先進的16 位ADC 數模轉換信號采集功能,不僅響應速度快,而且檢測精度也非常高,能夠自動進行零點校正、溫度補償和PPm-VOL量程自由切換[3]。氧氣分析器采用先進的開模工藝制作而成,內外均采用特殊工藝噴涂有防腐層,耐腐蝕強度較普通儀表設備有著顯著優勢。安全防護等級為IP67,屬于隔爆型與本安隔爆復合型儀表,能夠高度契合爆炸危險車間的使用需求。顯示器部分采用先進的自發光OLED 產品,即便面對強光條件,也能夠清晰看清顯示界面內容,觀察角度廣。氫氣分析單元采用的是高精度熱導式檢測器和耐腐蝕性優良的敏感元件,內部氣路均采用全金屬材料,保證儀表具備良好的耐壓防泄漏性能及可靠的穩定性。該部分分析器的校準、故障、報警、量程轉換等狀態輸出信號完全隔離,外殼采用專用防爆材料,同樣能夠適用于具有爆炸風險的車間。同時氫氣分析器還具有軟啟動和看門狗功能,可以根據車間實際生產情況靈活選擇適宜的電機啟動方式,并實現良好的過載或故障保護效果,保障儀表的長時間穩定運行[4]。儀表存放在碳鋼噴塑機柜當中,起到對儀表的保護作用,內部管路采用絕緣性、耐腐蝕性、耐高低溫以及防粘性都比較突出的316L 不銹鋼和聚四氟乙烯類產品。
3.4 現場安裝調試
系統設備及線路全部連接完成后,在系統正式投入使用之前,應對各系統模塊及整體系統功能進行一次統一的現場調試。根據實際生產作業需求運行系統,并模擬各類生產作業狀況,檢測系統功能是否全部正常發揮。設備和系統的安裝與調試工作由甲方和乙方共同執行,針對系統運行技術做好交接。調試過程中同時做好系統的通電、通氣等測試工作,確保后期系統可以順利使用。針對調試過程中出現的不足之處,及時進行問題研判并提出解決方案,形成故障應急報告,便于系統維護人員進行參考。
4 技術難點攻克
4.1 DCS 和SIS 系統的數據交互
此次改造項目中對DCS 系統和SIS 系統進行了一定研發改進,但是研發后產生了兩個系統互相獨立的問題,數據交互方面也因此出現新的技術難點。由于達到SIL2 等級,必須保證整個安全回路完整,這在很大程度上限制了SIS 系統的數據對接能力。如果兩個系統獨立使用,在實際生產作業時,就需要同時對兩個系統進行操作,使用起來較為繁瑣不便。
對此,本次改造設計期間通過尋找多方資料和研究行業標準,找到兩個系統可以數據交互的通道,即均采用SIEMENS 控制系統產品,通過通訊profinet 協議實現數據互聯共通,將SIS 系統中的過程數據推送至DCS 數據庫中,最終達到集中控制效果。
4.2 溫度調節閥-PID 運算
氫化反應屬于微放熱過程。在反應初期階段,應注意提供合適的反應引發溫度。隨后,通過外部手段對設備進行加熱,使反應過程正常進行。此外還要注意實驗過程中產生的熱量是否能正常釋放。然后隨著時間的延長,部分氫化反應釋放出的熱量會為后續反應繼續提供供熱條件。當反應釜內的反應進行到最后階段時,對于加熱介質的需求量減少,此時需要降溫處理。既有的工藝方案是以冷媒替換熱媒,以達到降溫目的。但這會使反應釜內突然出現較大的溫度波動,不利于維持工藝穩定性,嚴重時甚至會直接導致反應淬滅,加熱介質的選擇以及加熱量的計算也因此存在較大難度。
為了解決該問題,本次改造設計過程中將傳統冷媒介質改為了熱焓穩定的冷卻水(或低溫導熱油),并采用串級調節方法控制加氫反應溫度。加熱介質控制閥采用比例調節閥,冷卻介質控制閥采用等百分比調節閥,前者以PLC 程序進行控制,后者以PID 進行調節。如此一來,就可以在智能化控制系統當中直接設定目標溫度值SetVal,然后再規定該參數與現場實時采集的溫度值relVal 的對比規則[5],系統就可以自動完成參數分析和修正,從而使反應釜內的溫度始終處于合理的波動范圍。
5 結論
本次加氫系統自動化控制改造項目最終取得了圓滿的成功,項目不僅實現了預期的氫化反應工藝自動化控制效果,而且還克服了同時運用DCS 和SIS 系統存在的數據交互難題,同時也有效深化了溫度調節閥-PID 運算技術。經過現場調試運行,改造完成后的加氫反應工藝水平大幅提升,安全性也得到了可靠保障,客戶對此給予了高度認可與好評。通過本次項實施,積累了大量關于加氫系統自動化控制技術的應用經驗,為日后其他類似項目工程的開展提供了豐富的參考資源,值得被廣泛推廣學習。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
汽車維修與保養(2019年7期)2020-01-06 03:30:42
世界農藥(2019年2期)2019-07-13 05:55:12
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
銅業工程(2015年4期)2015-12-29 02:48:39
汽車維修與保養(2015年6期)2015-04-17 03:31:50