3D打印混凝土剪力墻屈曲性能研究
2023-07-29 11:46:04李澎
工程建設(shè)與設(shè)計(jì) 2023年13期
關(guān)鍵詞:混凝土結(jié)構(gòu)
1 引言
3D 打印具有相對(duì)較低的成本、 可生產(chǎn)復(fù)雜幾何形狀、操作簡(jiǎn)便、高尺寸精度和CAD 軟件直接集成等優(yōu)點(diǎn),高性能水泥基復(fù)合材料在建造工藝及成型裝備等方面取得了顯著研究進(jìn)展,因其靈活化、快速化和低碳化的建造優(yōu)勢(shì),3D 打印混凝土在橋梁、房建、基礎(chǔ)設(shè)施、混凝土路面快速修復(fù)等領(lǐng)域取得了成功應(yīng)用[1]。
通過(guò)3D 打印出來(lái)的混凝土層間界面可能會(huì)成為結(jié)構(gòu)的潛在缺陷,由于不協(xié)調(diào)的變形和不連續(xù)的力學(xué)性能的產(chǎn)生,易因應(yīng)力集中而發(fā)生破裂,進(jìn)而削弱了結(jié)構(gòu)的整體承載能力。 此外,層間界面也會(huì)導(dǎo)致打印材料的細(xì)觀非均質(zhì)性,使打印結(jié)構(gòu)表現(xiàn)出顯著的力學(xué)各向異性。段嚴(yán)等[2]從流動(dòng)性、黏結(jié)強(qiáng)度、凝結(jié)時(shí)間、纖維增強(qiáng)等方面概括了目前3D 打印混凝土的研究進(jìn)展,分析了外加劑、骨料級(jí)配和特殊材料應(yīng)用于改善3D 打印混凝土流動(dòng)性的現(xiàn)狀。 於家勉等[3]基于對(duì)打印工藝、砂漿配合比等3D 打印混凝土層間性能影響因素的分析,提出了3D 打印混凝土層間強(qiáng)度的提高方式, 同時(shí)總結(jié)了層間強(qiáng)度測(cè)試方法并分析了各自優(yōu)缺點(diǎn)。
相對(duì)于傳統(tǒng)的模板澆筑工藝,3D 打印建造過(guò)程對(duì)材料的力學(xué)性質(zhì)要求較高,流動(dòng)性、凝結(jié)時(shí)間、早期剛度等需要與打印的速度、建造堆疊速率等相互協(xié)調(diào),否則極易出現(xiàn)坍塌失穩(wěn)現(xiàn)象[4]。 由于工藝參數(shù)的復(fù)雜性和多樣性,這可能會(huì)因缺乏機(jī)械性能或尺寸精度而導(dǎo)致不可預(yù)見的故障。 印刷材料的低剛度和強(qiáng)度在打印過(guò)程中對(duì)結(jié)構(gòu)故障的抵抗力要比最終應(yīng)用階段更為關(guān)鍵。
為了改善上述方面, 建立能夠準(zhǔn)確預(yù)測(cè)打印過(guò)程中各個(gè)工藝參數(shù)對(duì)物體失效行為影響的分析模型。Suiker[5]建立了一種基于機(jī)械參數(shù)的模型,可用于預(yù)測(cè)基于擠壓的3D 打印過(guò)程中直壁結(jié)構(gòu)的失效。 參數(shù)模型可適用于不同的印刷材料,并區(qū)分了彈性屈曲(穩(wěn)定機(jī)制)和塑性坍塌(強(qiáng)度機(jī)制)導(dǎo)致的失效。模型將結(jié)構(gòu)破壞行為描述為主要打印工藝參數(shù)的函數(shù), 這些參數(shù)包括了打印材料的固化特性、打印速度、打印對(duì)象的幾何特征、自重、不均勻的強(qiáng)度和剛度特征以及幾何缺陷的存在。
2 模型建立
2.1 自重屈曲分析流程
在擠壓過(guò)程中,水化過(guò)程隨著每一層的鋪設(shè)開始,混凝土的強(qiáng)度逐漸增強(qiáng)。 強(qiáng)度增益通常取決于混凝土材料中添加的促進(jìn)劑的劑量。 混凝土的彈性模量隨著材料強(qiáng)度的增加而增大。 可以使用各種函數(shù)定義彈性模量隨時(shí)間的演變:線性、指數(shù)或二次函數(shù)。 在本研究中,為了解決屈曲問(wèn)題,彈性模量被視為輸入值,可以合理地假設(shè)沿結(jié)構(gòu)水平面內(nèi)(XY 平面)的剛度特性沒(méi)有變化, 而剛度特性的主要變化發(fā)生在垂直方向(Z 向),即打印擠出方向。 因此,混凝土的早期彈性模量每層都不同,這需要在屈曲計(jì)算中加以考慮。
用于結(jié)構(gòu)進(jìn)行屈曲分析的算法流程: 首先, 確定壁厚(W)、壁長(zhǎng)(L)和每層高度(h)等幾何參數(shù)。 選擇3D 打印過(guò)程中使用的混凝土的材料參數(shù), 例如混凝土彈性模量隨時(shí)間的變化值E(t)、泊松比(υ)和混凝土的密度(ρ)。 此外,打印速度(u)的速率也取決于具體的混凝土流變學(xué)和打印機(jī)能力。 以此作為輸入,在i 層執(zhí)行分析并評(píng)估臨界屈曲載荷(Pcr,i)。 并與該層材料的自重(Psw)進(jìn)行比較。 如果Psw<Pcr,i,即則程序?qū)⑻胂乱徊剑趶椥苑治霾⑦m當(dāng)修改輸入?yún)?shù)。 估算彈性模量E并將其用于元素剛度矩陣以確定Pcr,i。 這個(gè)迭代過(guò)程將一直進(jìn)行到結(jié)構(gòu)達(dá)到臨界屈曲高度。
2.2 墻體結(jié)構(gòu)分析模型
假設(shè)結(jié)構(gòu)長(zhǎng)為L(zhǎng),寬為W,高度為H,每層混凝土厚度為h,擠出的混凝土寬度為d,則打印一層所需的時(shí)間T1為:
打印總高度為H 的結(jié)構(gòu)所需的總時(shí)間T總為:
假設(shè)混凝土剛從噴嘴出來(lái)時(shí)的彈性模量為E0, 隨著時(shí)間彈性模量逐漸增大,彈性模量隨時(shí)間變化的函數(shù)E(t)取:
式中,χ 取值7.2×10.4。
則在某個(gè)打印時(shí)刻, 與頂層相距高度為h 對(duì)應(yīng)的混凝土層的彈性模量為:
因此在打印完整個(gè)結(jié)構(gòu)時(shí), 最上層的混凝土彈性模量為E0,最底層的混凝土彈性模量為EH,計(jì)算公式如下:
本研究分析的墻體尺寸為:長(zhǎng)2 400 mm,寬300 mm,高3 000 mm,假設(shè)每層混凝土厚度為20 mm,擠出的混凝土寬度d 為50 mm,取7.2×10.4,將上述參數(shù)數(shù)據(jù)代入式(5),可得當(dāng)打印完成時(shí),最底層混凝土的彈性模量為:
可見最底層混凝土彈性模量與打印速度之間呈反比關(guān)系, 隨著打印速度的增大, 最底層混凝土彈性模量將逐漸減小,并趨近于E0。最底層混凝土彈性模量與打印速度之間的曲線關(guān)系如圖1 所示。
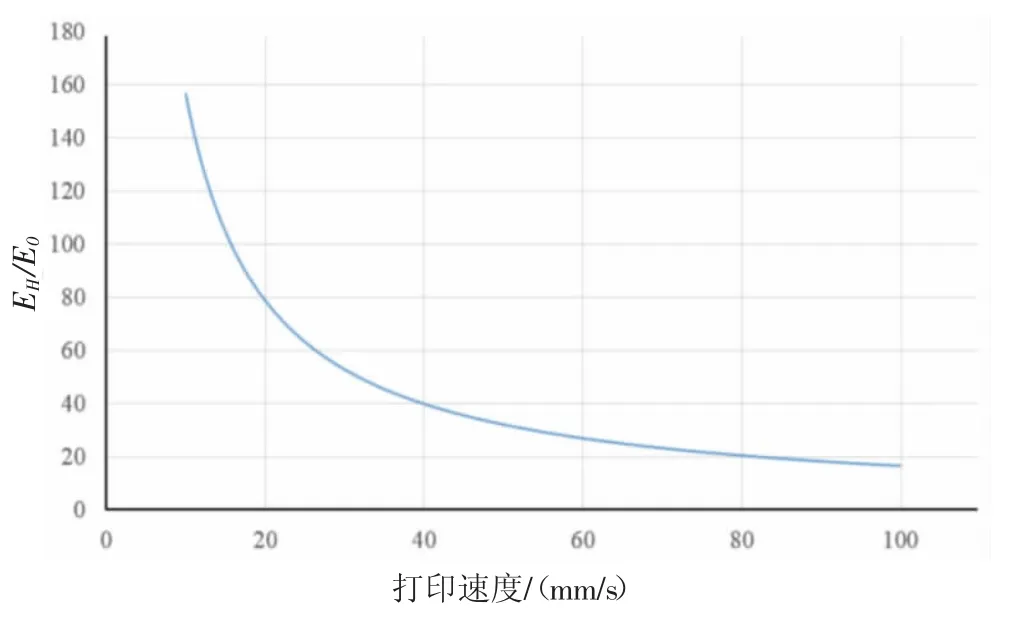
圖1 最底層混凝土彈性模量與打印速度關(guān)系
3 模型計(jì)算及結(jié)果
3.1 有限元模型
使用Patran 軟件建立剪力墻結(jié)構(gòu)的有限元模型, 結(jié)構(gòu)采用Tet10 實(shí)體單元, 單元尺寸為10 mm。 設(shè)計(jì)對(duì)應(yīng)的邊界條件,即在最下端平面約束UX=UY=UZ=0;上端為自由端;對(duì)模型施加1 倍g 的慣性載荷。 在計(jì)算得到屈曲特征值后,將特征值與施加的單位載荷相乘,即得到結(jié)構(gòu)對(duì)應(yīng)的臨界載荷值。 若屈曲特征值大于1,則表明結(jié)構(gòu)不會(huì)失穩(wěn);若屈曲特征值小于或等于1,則表明結(jié)構(gòu)會(huì)在自重情況下發(fā)生屈曲失穩(wěn)。
由于材料彈性模量與硬化時(shí)間呈線性關(guān)系, 而假設(shè)打印為勻速進(jìn)行, 因此彈性模量隨高度呈線性分布。 本研究中取3D 打 印 混 凝 土 速 度u 分 別 為10 mm/s,25 mm/s、50 mm/s、100 mm/s 和200 mm/s。 為便于有限元計(jì)算,在滿足精度的條件下,將剪力墻結(jié)構(gòu)沿高度劃分為10 層,每層結(jié)構(gòu)的彈性模量取該高度內(nèi)對(duì)應(yīng)的彈性模量平均值, 計(jì)算各速度對(duì)應(yīng)的不同高度混凝土彈性模量與剛打印出來(lái)的混凝土彈性模量之比,如圖2 所示。
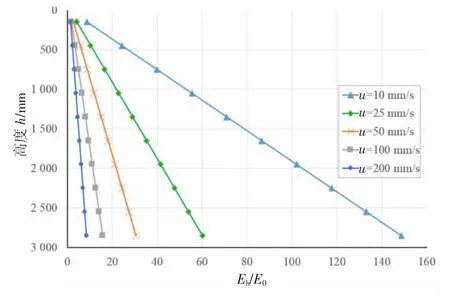
圖2 剪力墻結(jié)構(gòu)彈性模量分布
3.2 結(jié)果及分析
通過(guò)特征值屈曲分析, 得到混凝土剪力墻結(jié)構(gòu)在自重情況下的屈曲模態(tài)。 在結(jié)構(gòu)底端固定約束,頂端自由狀態(tài)下,屈曲將在結(jié)構(gòu)頂部發(fā)生。
統(tǒng)計(jì)不同打印速度對(duì)應(yīng)的失穩(wěn)臨界特征值,如表1 所示。當(dāng)特征值大于1 時(shí),結(jié)構(gòu)此時(shí)不會(huì)在自重情況下失穩(wěn);而當(dāng)特征值小于1 時(shí),認(rèn)為結(jié)構(gòu)此時(shí)會(huì)自重情況下發(fā)生屈曲失穩(wěn)。 因此可通過(guò)做出對(duì)應(yīng)曲線,如圖3 所示,并根據(jù)曲線趨勢(shì)確定使特征值為1 的臨界打印速度值。 因此可見,針對(duì)本研究對(duì)應(yīng)的墻體結(jié)構(gòu)尺寸和打印單層的混凝土寬度及厚度, 臨界打印速度為175 mm/s 左右,當(dāng)打印速度低于該值時(shí),結(jié)構(gòu)將不會(huì)屈曲。

表1 不同打印速度對(duì)應(yīng)失穩(wěn)臨界特征值
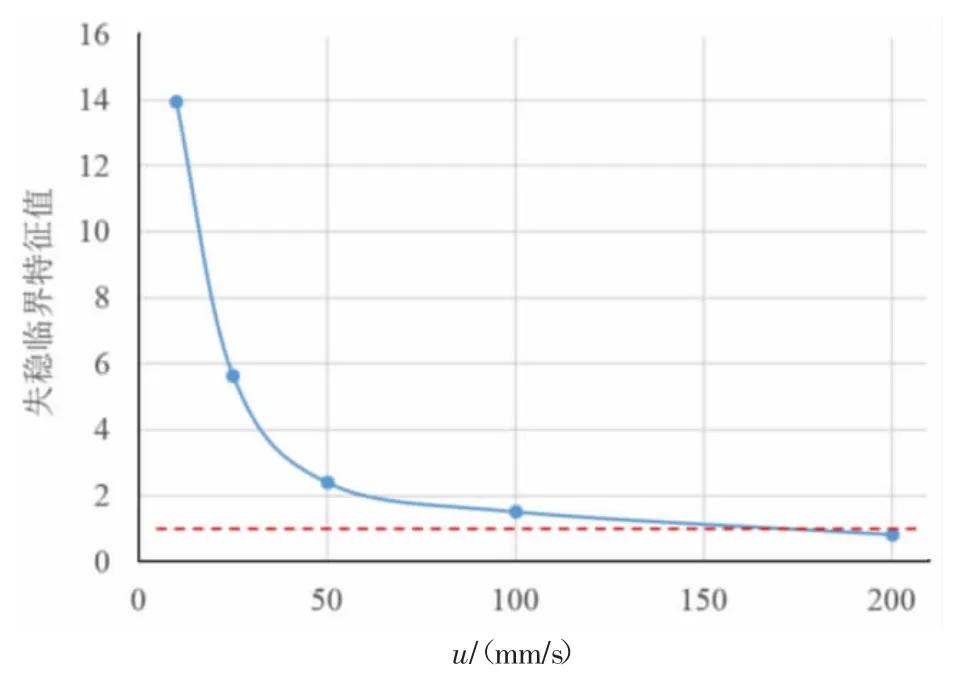
圖3 不同打印速度對(duì)應(yīng)的失穩(wěn)臨界特征值曲線
在混凝土3D 打印過(guò)程中的一個(gè)關(guān)鍵因素是確定最佳打印速度。 較慢的打印速度可以提高結(jié)構(gòu)穩(wěn)定性,但會(huì)導(dǎo)致更長(zhǎng)的打印時(shí)間。 因此,基于控制混凝土混合物特性和打印機(jī)能力的實(shí)際參數(shù),工程人員應(yīng)確定最佳打印速度,在保證結(jié)構(gòu)有足夠的穩(wěn)定性能前提下,確保工程進(jìn)度。
4 結(jié)論
針對(duì)3D 打印混凝土剪力墻結(jié)構(gòu),提出用于分析結(jié)構(gòu)在自重情況下屈曲失穩(wěn)的計(jì)算流程。 基于材料彈性模量隨打印時(shí)間的變化,提出隨打印結(jié)構(gòu)高度變化的彈性模量分布公式。 并基于有限元計(jì)算, 對(duì)混凝土剪力墻結(jié)構(gòu)進(jìn)行了特征值屈曲分析,以研究打印速度對(duì)網(wǎng)格結(jié)構(gòu)的屈曲強(qiáng)度的影響。
主要結(jié)論可總結(jié)如下:
1) 最底層混凝土彈性模量與打印速度之間呈反比關(guān)系,隨著打印速度的增大,最底層混凝土彈性模量將逐漸減小,并趨近于E0;
2)結(jié)構(gòu)的失穩(wěn)臨界特征值隨打印速度增大而降低,并且降低速率逐漸減小;
3)針對(duì)本研究對(duì)應(yīng)的墻體結(jié)構(gòu)尺寸和打印能力,求得屈曲臨界打印速度為175 mm/s 左右。

猜你喜歡
現(xiàn)代裝飾(2022年5期)2022-10-13 08:48:04
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:00
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:08:04
水利規(guī)劃與設(shè)計(jì)(2020年1期)2020-05-25 08:01:30
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學(xué))(2019年3期)2019-06-17 11:57:44
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
鐵道科學(xué)與工程學(xué)報(bào)(2015年4期)2015-12-24 12:11:01
