零件的輕量化設(shè)計與快速成型探究
2023-08-01 03:28:32陳福德
現(xiàn)代信息科技 2023年11期
摘? 要:隨著科技的進(jìn)步,人們對于產(chǎn)品的精細(xì)化設(shè)計和制造提出了更高的要求。在產(chǎn)品設(shè)計時,利用先進(jìn)制造技術(shù)對其進(jìn)行輕量化設(shè)計和快速成型成為發(fā)展的趨勢。文章以四旋翼無人機(jī)機(jī)身部件為例,利用Altair Inspire軟件和FDM 3D打印技術(shù)對產(chǎn)品進(jìn)行強(qiáng)度校核和快速打印成型,主要從強(qiáng)度分析、子模型創(chuàng)建、打印方向確定、分層打印參數(shù)設(shè)置等方面進(jìn)行探究,尋求最優(yōu)參數(shù),為產(chǎn)品的優(yōu)化設(shè)計提供重要參考。
關(guān)鍵詞:3D打印;強(qiáng)度校核;打印方向;參數(shù)設(shè)置
中圖分類號:TP391.7? 文獻(xiàn)標(biāo)識碼:A? 文章編號:2096-4706(2023)11-0164-04
Exploration on Light-Weight Design and Rapid Printing Forming of Parts
CHEN Fude
(Shandong Huayu University of Technology, Dezhou? 253034, China)
Abstract: With the progress of science and technology, people put forward higher requirements for the fine design and manufacturing of products. At the time of product design, it has become the development trend to use advanced manufacturing technology for light-weight design and rapid printing forming. Taking the four rotor UAV fuselage components as an example, this paper uses Altair Inspire software and FDM 3D printing technology to carry out the strength check and rapid print forming of the product, explores mainly from the strength analysis, sub model creation, printing direction determination, layered printing parameter setting and other aspects, and seeks the optimal parameters, so as to provide an important reference for the optimal design of the product.
Keywords: 3D printing; strength check; print direction; parameter setting
0? 引? 言
無人機(jī)是利用無線電遙控的小型飛機(jī),主要應(yīng)用于軍用和民用領(lǐng)域。隨著科技的不斷進(jìn)步,人們對于生活需求的大大提升,拓展了無人機(jī)的應(yīng)用,使其逐漸趨于輕量化和小型化發(fā)展。在產(chǎn)品設(shè)計時,利用先進(jìn)制造技術(shù)及手段,對其進(jìn)行輕量化設(shè)計和快速成型,從而更加快捷地檢驗和修正設(shè)計中存在的問題,保證產(chǎn)品的質(zhì)量和可靠性,縮短生產(chǎn)周期,降低成本,達(dá)到高效生產(chǎn)目的。本文以四旋翼無人機(jī)機(jī)身部件為例,利用Altair Inspire軟件和FDM 3D打印技術(shù)對產(chǎn)品進(jìn)行強(qiáng)度校核和快速打印成型,探究其產(chǎn)品的前處理、加工成型及后處理工藝過程中主要影響因素,尋求最佳參數(shù),為產(chǎn)品的設(shè)計制造提供重要依據(jù)[1,2]。
1? 前處理
1.1? 約束條件及強(qiáng)度分析
設(shè)定模型分析材料為Plastic(ABS)(楊氏模量2 000 MPa、泊松比0.35、密度1 060 kg/m3、屈服應(yīng)力45 MPa)。根據(jù)要求添加外部載荷條件(約束和力),在四個圓柱位置的施加大小為20 N的力,其方向為Z軸正方向;無人機(jī)攜帶了攝像頭等有質(zhì)量的物體,在實際分析無人機(jī)結(jié)構(gòu)時,利用“質(zhì)量點”功能,將攝像頭等物理的質(zhì)量施加給無人機(jī)機(jī)身底面中心位置的下方一點A(0,0,-15),通過柔性連接器連接底面表面圓,并在A點施加質(zhì)量為0.1 kg的“質(zhì)量點”,施加大小為60 N的力,方向為Z軸負(fù)方向[3,4]。
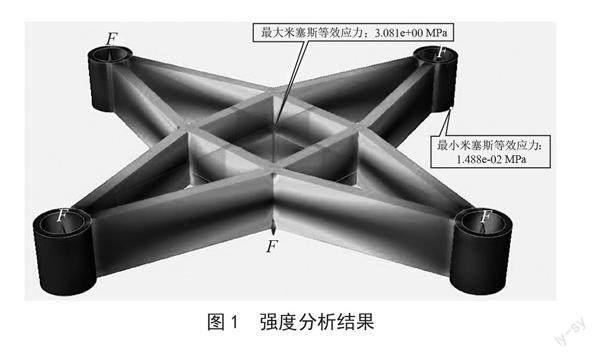
利用Altair Inspire軟件,從選定分析的運行加載得出相應(yīng)結(jié)果,為了更好觀察應(yīng)力大小及分布,將米塞斯等效應(yīng)力顏色由發(fā)散(紅-藍(lán))改為多彩模式,進(jìn)而看到最值區(qū)間各應(yīng)力顏色狀態(tài)及分布情況。模型受力軸側(cè)方向視圖如圖1所示,根據(jù)應(yīng)力分析結(jié)果,模型整體分紅色,綠色,藍(lán)色3個區(qū)域;紅色區(qū)域承受載荷最大,綠色次之,藍(lán)色最小。
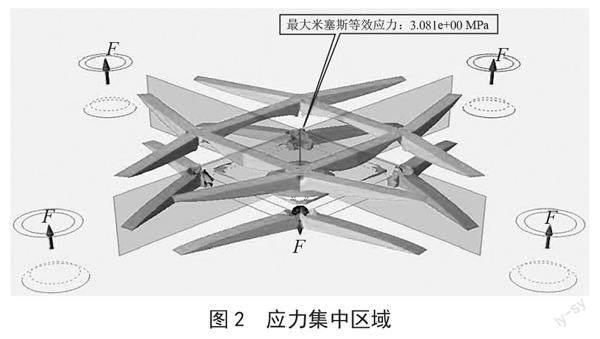
根據(jù)圖1分析結(jié)果可知,模型上下面的中間部分顯示為紅色和綠色較多,說明這些區(qū)域承受載荷比較大,模型承受應(yīng)力較為集中的區(qū)域如圖2所示。
1.2? 創(chuàng)建子模型
根據(jù)圖1模型承受應(yīng)力較為集中的區(qū)域,進(jìn)行子模型創(chuàng)建。通過分析需創(chuàng)建3個子模型,分別為頂部區(qū)域子模型、底部區(qū)域子模型、方槽底部區(qū)域子模型。利用UG12.0建模軟件對其進(jìn)行數(shù)據(jù)處理,分別創(chuàng)建單獨子模型,并將頂部、底區(qū)及方槽底部區(qū)域子模型利用軟件導(dǎo)出為打印的STL格式文件。
1.3? 模型切片
利用NX12.0軟件導(dǎo)入模型UAV.step,導(dǎo)出3D打印STL格式文件,結(jié)合對其進(jìn)行的強(qiáng)度分析結(jié)果,使用UP Studio 3.2.6軟件,完成模型切片參數(shù)設(shè)置。對軟件進(jìn)行偏好設(shè)置,語言選擇簡體中文,選擇高級界面設(shè)置。快捷菜單欄設(shè)置,設(shè)備型號為UP300,噴嘴直徑為0.4 mm,材料類型為ABS,模型分層0.25 mm,工藝參數(shù)設(shè)置選擇專家模式。
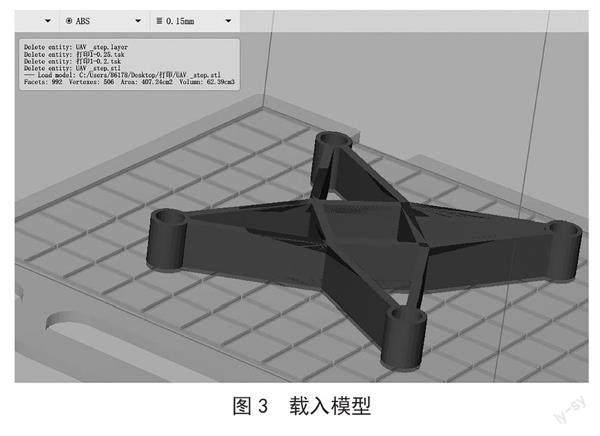
1.3.1? 載入模型
選擇文件夾中的三維模型數(shù)據(jù)進(jìn)行導(dǎo)入,對子模型進(jìn)行布局填充。導(dǎo)入主模型時,一定要注意取消模型自動擺放。然后分別導(dǎo)入3個子模型(子模型置于主模型內(nèi)部),對子模型布局進(jìn)行填充。選擇File自定義,infill 100%填充。注意取消模型自動擺放。將頂部區(qū)域創(chuàng)建的子模型導(dǎo)入主模型,選擇File自定義,infill 100%填充。將底部區(qū)域創(chuàng)建的子模型導(dǎo)入主模型,選擇File自定義,infill 100%填充。將方槽底部區(qū)域創(chuàng)建的子模型導(dǎo)入主模型,選擇File自定義,infill 100%填充,如圖3所示。
1.3.2? 確定打印方向
針對四旋翼無人機(jī)機(jī)身部件的結(jié)構(gòu)特點,打印方向可以有三種方案。
方案一:如圖4所示,打印時無須添加支撐。按照方案一,利用UP Studio 3.2.6軟件,設(shè)置合適的打印參數(shù)(注意:除支撐的設(shè)置外,三種打印方案其他所有的打印參數(shù)設(shè)置完全相同,下同),對模型進(jìn)行切片分層生成加工路徑,顯示打印時間為6小時23分鐘,使用耗材57.2 g。
方案二:將圖4中模型倒置放置,如圖5所示。由于模型4個圓筒和中間的方槽內(nèi)部為空心,打印時必須添加支撐,才能保證頂面的打印質(zhì)量。按照方案二,利用UP Studio 3.2.6軟件,設(shè)置合適的打印參數(shù),對模型進(jìn)行切片分層生成加工路徑,顯示打印時間為7小時49分鐘,使用耗材62.2 g。
方案三:如圖6所示,由于模型4個圓筒和中間的方槽內(nèi)部為空心,打印時必須添加支撐,才能保證頂面的打印質(zhì)量。按照此方向放置時,中間連接肋板為斜面,且與豎直方向的傾斜角度較大,打印時必須添加支撐,才能保證傾斜部分結(jié)構(gòu)的打印質(zhì)量。按照方案三,利用UP Studio 3.2.6軟件,設(shè)置合適的打印參數(shù),對模型進(jìn)行切片分層生成加工路徑,顯示打印時間為12小時24分鐘,使用耗材93.8 g。
綜上所述,方案一打印時間為6小時23分鐘,使用耗材57.2 g;方案二打印時間為7小時49分鐘,使用耗材62.2 g;方案三打印時間為12小時24分鐘,使用耗材93.8 g。采用方案一作為打印方向時,打印時間最短,使用耗材最少,且打印時模型穩(wěn)定性最好,為最佳方案,因此選擇方案一作為打印方向。
1.3.3? 分層參數(shù)設(shè)置
分層質(zhì)量參數(shù)主要有層厚、最大層厚和調(diào)整比例3個部分。調(diào)整比例為設(shè)置模型某段高度內(nèi)用最大層厚,其他高度用一般層厚。層厚數(shù)值設(shè)置為0.1 mm至0.4 mm,最大不能超過打印噴頭的孔徑(本文中所用打印機(jī)噴頭孔徑為0.4 mm)。打印時根據(jù)模型不同部分的結(jié)構(gòu)特點,分別設(shè)置不同層厚,既可以提高打印質(zhì)量,又可以減少打印時間,節(jié)省材料。因此采用動態(tài)層厚(自適應(yīng)分層),自動分區(qū),層厚設(shè)置為0.15 mm,最大層厚為0.3 mm,調(diào)整比例為3,頂部層片及底部層片均為4。
1.3.4? 路徑參數(shù)設(shè)置
輪廓為外輪廓數(shù),輪廓數(shù)大時,模型強(qiáng)度高。由于模型的中間連接板的厚度為4 mm,當(dāng)輪廓為1時,壁厚太薄,強(qiáng)度較低,當(dāng)輪廓為3時,打印時基本為實心結(jié)構(gòu),增加了打印時間。因此,為了提高模型強(qiáng)度,減少打印時間,采用多輪廓,輪廓為2。
填充密度為內(nèi)部填充密度,其值為0%~100%。當(dāng)填充密度為100%時,模型內(nèi)部為實心;當(dāng)填充密度為0時,模型內(nèi)部為空心。為了保證模型打印時既要滿足強(qiáng)度要求,又能節(jié)省材料,從而提高打印效率。因此設(shè)置填充密度為25%,支撐密度為20%。
頂部/底部填充,內(nèi)部填充,支撐填充都有3種填充方式,分別為line、zigzag和offset。直線填充速度較快,而ZigZag填充產(chǎn)生的收縮應(yīng)力較小。因此頂部/底部填充采用ZigZag,內(nèi)部填充采用ZigZag,支撐填充采用ZigZag[5]。
填充輪廓主要有none(無輪廓);always(一直有輪廓);alternate(奇數(shù)層有輪廓)。設(shè)置填充輪廓為alternate,交替打印填充方式會增加填充物與周邊之間的接觸表面積,從而增加黏結(jié)強(qiáng)度。填充角度為45°,角度增長為每層填充角度遞增,角度增加90°;特殊參數(shù)設(shè)置:填充模式為Fill,輪廓+填充+頂部/底部;公差設(shè)置為±0.1 mm。
1.3.5? 打印參數(shù)設(shè)置及模型切片
打印速度為Normal模式,輪廓速度為30 mm/s,填充輪廓為40 mm/s,頂部為40 mm/s,底部為40 mm/s,內(nèi)部填充為40 mm/s,密集支撐為40 mm/s,支撐填充為40 mm/s,抖動為24 mm/s,抖動長度為3 mm,底座基底為15 mm/s,底座為37.5 mm/s,跳轉(zhuǎn)為150 mm/s。
按照上述參數(shù)設(shè)置后,對模型進(jìn)行切片,生成加工路徑,將三維數(shù)據(jù)模型切片分層成.tsk格式文件,預(yù)覽分層結(jié)果,并保存。注意,用戶此時仍可以對.tsk模型數(shù)據(jù)文件做修改,但需另行存儲。
2? 打印成型過程
2.1? 打印前準(zhǔn)備
本次打印使用北京太爾時代的UP300打印機(jī)。啟動并連接打印機(jī),安裝耗材,初始化打印機(jī),準(zhǔn)備模型打印。運行UP Studio 3.2.6軟件啟動打印機(jī)管理,并連接打印機(jī)。XY軸控制,在打印平臺圖中,點擊正方形以將噴頭移動到平臺上相應(yīng)的XY位置。Z軸控制,設(shè)置界面中橫線表示打印平臺的當(dāng)前Z軸位置,通過控制上下指示鍵使打印平臺沿Z軸移動,調(diào)整其高度。設(shè)置噴頭加載材料類型為ABS,噴頭的當(dāng)前噴嘴直徑0.4 mm。打印機(jī)初始化后,進(jìn)行打印平臺的預(yù)熱;點擊噴嘴對高,設(shè)置噴嘴高度值;進(jìn)行水平校準(zhǔn);最后加載.tsk文件進(jìn)行打印。
2.2? 打? 印
打印平臺預(yù)熱后,噴頭開始升溫至230 ℃后,打印機(jī)開始工作。首先打印基底,然后開始打印模型實體機(jī)支撐,打印時采用逐層增加材料的方式,有規(guī)則地進(jìn)行材料填充,直至打印完成。打印過程中,能夠清楚地看到每層打印情況。在打印平臺上打印基底,可以增加模型與底面的接觸面積,同時可以補(bǔ)償打印機(jī)平臺和基底的間隙,增加模型底層的平整度,提高打印質(zhì)量。打印機(jī)通過材料逐層累加的方式,由下往上逐層打印模型,打印機(jī)經(jīng)過7小時3分鐘打印,最終完成模型成型,如圖7所示。
3? 后處理
模型打印完成后,使用鏟刀等工具將打印好的模型從打印平臺上取下,由于模型底面和打印機(jī)平臺黏結(jié)得較為牢固,使用刮刀時需要注意,防止破壞打印好的模型,注意操作安全,以免使操作人員受傷。將打印好的模型去除打印基底和打印支撐,并對模型進(jìn)行打磨、拋光等后處理,提高模型的表面質(zhì)量,得到最終打印模型,如圖8所示。
4? 結(jié)? 論
利用Altair Inspire軟件對模型進(jìn)行強(qiáng)度分析,得到應(yīng)力較為集中區(qū)域,并對其創(chuàng)建3個子模型。導(dǎo)入模型時,在主模型中分別導(dǎo)入子模型,并進(jìn)行布局填充。根據(jù)模型的結(jié)構(gòu)特點,確定最佳的打印方向,設(shè)置分層打印參數(shù),對模型切片分層生成加工路徑。打印時,需要對XY軸控制,將噴頭移動到平臺上相應(yīng)位置,然后對Z軸控制。設(shè)置噴頭參數(shù),打印機(jī)初始化后,進(jìn)行打印平臺的預(yù)熱,設(shè)置噴嘴高度,進(jìn)行水平校準(zhǔn)。利用輕量化設(shè)計軟件和FDM 3D打印技術(shù)對產(chǎn)品進(jìn)行優(yōu)化和加工成型,能夠快速地檢驗和修正設(shè)計中存在的問題,保證了產(chǎn)品的質(zhì)量和可靠性,縮短了生產(chǎn)周期,降低制造成本。
參考文獻(xiàn):
[1] 張凱,陳韜,伍麗娜.重型自卸車底板結(jié)構(gòu)分析與輕量化 [J].汽車實用技術(shù),2020,45(23):89-91.
[2] 陳福德,孟凡召.基于山地自行車支架的拓?fù)鋬?yōu)化設(shè)計與3D打印 [J].汽車實用技術(shù),2021,46(19):48-50.
[3] 黃林琪,陳顯揚(yáng),陳韻律,等.基于3D打印的機(jī)械零件輕量化設(shè)計與制造 [J].機(jī)電工程技術(shù),2021,50(8):96-100.
[4] 唐鋒,熊建武,胡智清,等.摩托車金屬連接件ABS輕量化設(shè)計與FDM增材制造 [J].工程塑料應(yīng)用,2022,50(3):86-90+112.
[5] 童和平,李達(dá)人,丘永亮.基于熔融沉積成型3D打印模型表面質(zhì)量的研究 [J].機(jī)電工程技術(shù),2019,48(12):112-114.
作者簡介:陳福德(1985—),男,漢族,山東日照人,副教授,碩士研究生,研究方向:3D打印與逆向工程。
收稿日期:2022-12-29
基金項目:山東華宇工學(xué)院課堂教學(xué)改革試點課程(2021KG-07)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
少先隊活動(2021年4期)2021-07-23 01:46:22
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
中國艦船研究(2014年5期)2014-05-14 06:43:09
