智能重載AGV在沖壓線線首上料的應(yīng)用案例淺談
2023-08-07 16:36:28鄧宏偉
汽車工藝師 2023年7期
鄧宏偉
摘要:隨著智能化設(shè)備的不斷發(fā)展和應(yīng)用,汽車廠逐漸用智能化和自動(dòng)化設(shè)備取代了更多的人工操作崗位。在傳統(tǒng)沖壓線上,線首上料都是通過人工吊裝或叉車上料的。本文闡述了某主機(jī)廠沖壓車間智能重載AGV在生產(chǎn)線線首自動(dòng)上料的成功應(yīng)用案例。
關(guān)鍵詞:智能工廠、AGV
智能AGV在沖壓車間應(yīng)用
AGV是集機(jī)械裝置、電控設(shè)備、安全防撞設(shè)備、數(shù)據(jù)信息采集傳感器和現(xiàn)場(chǎng)總線等技術(shù)于一體的集成化智能物流搬運(yùn)設(shè)備,目前國(guó)內(nèi)主機(jī)廠沖壓車間對(duì)于AGV的應(yīng)用主要是線尾料框或某些輕型小車(例如樣件小車)的轉(zhuǎn)運(yùn),這種一般屬于輕型AGV。當(dāng)轉(zhuǎn)運(yùn)物品的重量大于5噸時(shí),AGV的結(jié)構(gòu)設(shè)計(jì)將會(huì)根據(jù)承載的大小進(jìn)行非標(biāo)設(shè)計(jì),并采用承載及驅(qū)動(dòng)能力更強(qiáng)的AGV專用驅(qū)動(dòng)輪,同時(shí)對(duì)于高壓動(dòng)力電池也將采用專門的安全策略。
智能重載AGV的結(jié)構(gòu)組成
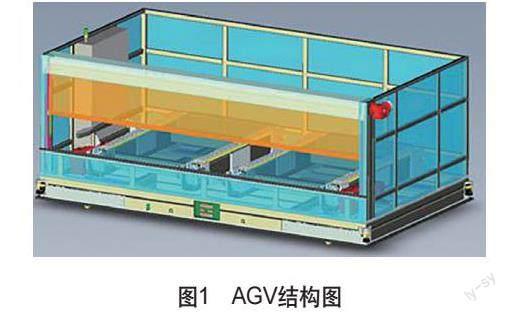
AGV總體外觀結(jié)構(gòu)如圖1所示,由機(jī)械部分、液壓部分和電氣部分構(gòu)成。 (1)機(jī)械部分:主要包括車體總成、驅(qū)動(dòng)輪系、鏈條輸送機(jī)、導(dǎo)向、圍欄等。 (2)液壓部分:液壓系統(tǒng)控制輪系內(nèi)置的 6 條油缸同步舉升及升降翻轉(zhuǎn)導(dǎo)向的動(dòng)作。 (3)電氣部分:包括控制器、電池、伺服驅(qū)動(dòng)器、充電連接器、安全防護(hù)及傳感器等。
智能重載AGV的系統(tǒng)構(gòu)成
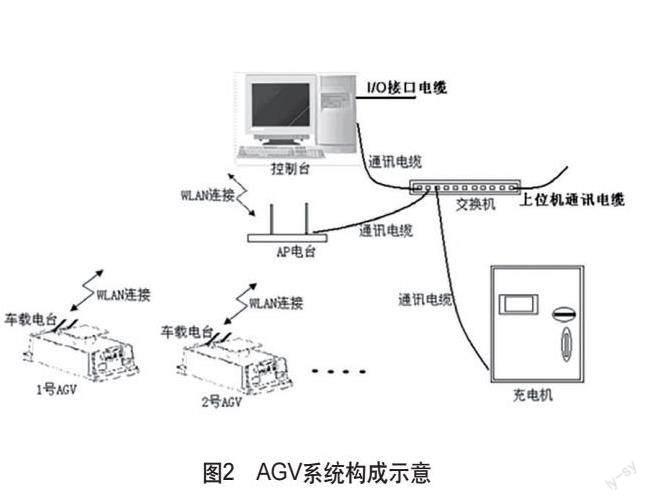
AGV 是以某種導(dǎo)航方式,按指定路線自動(dòng)或手動(dòng)運(yùn)行,在一定范圍內(nèi)執(zhí)行運(yùn)輸和裝配任務(wù)的車輛,多臺(tái)AGV與控制臺(tái)、充電機(jī)等相關(guān)設(shè)備共同組成AGV系統(tǒng)。AGV系統(tǒng)構(gòu)成如圖2所示,其中(1)充電機(jī):為 AGV 補(bǔ)充電能。 (2) 地面導(dǎo)航設(shè)備:引導(dǎo) AGV 按照規(guī)劃好的路線運(yùn)行。(3)控制臺(tái):AGV 系統(tǒng)的管理中心,負(fù)責(zé)對(duì) AGV 進(jìn)行調(diào)度和監(jiān)控。 (4) 通訊設(shè)備:包括車載電臺(tái)與 AP 電臺(tái),為系統(tǒng)提供 WLAN 通訊方式。
沖壓生產(chǎn)線線首上料現(xiàn)狀及應(yīng)用分析
1.線首上料工藝現(xiàn)狀
沖壓線線首上料主要有以下三種形式(1) 天車上料,(2)天車上料+叉車上料,(3)AGV自動(dòng)上料。
“天車上料”的形式,主要是受制于整線的工藝布局,沒有足夠的通道,板料需要100%使用天車吊裝,這種形式需要至少2個(gè)人,且對(duì)天車占用時(shí)間較長(zhǎng)。
“天車上料+叉車上料”的形式,將重量較低的板料通過叉車上料,效率比較高,但是叉車進(jìn)入線首頻繁作業(yè),存在一定的安全風(fēng)險(xiǎn),除叉車司機(jī),至少還需要一名操作工。
“AGV自動(dòng)上料”的形式,實(shí)現(xiàn)了線首上料的全自動(dòng)化操作,效率高,安全性好。
2.重載AGV地面標(biāo)準(zhǔn)
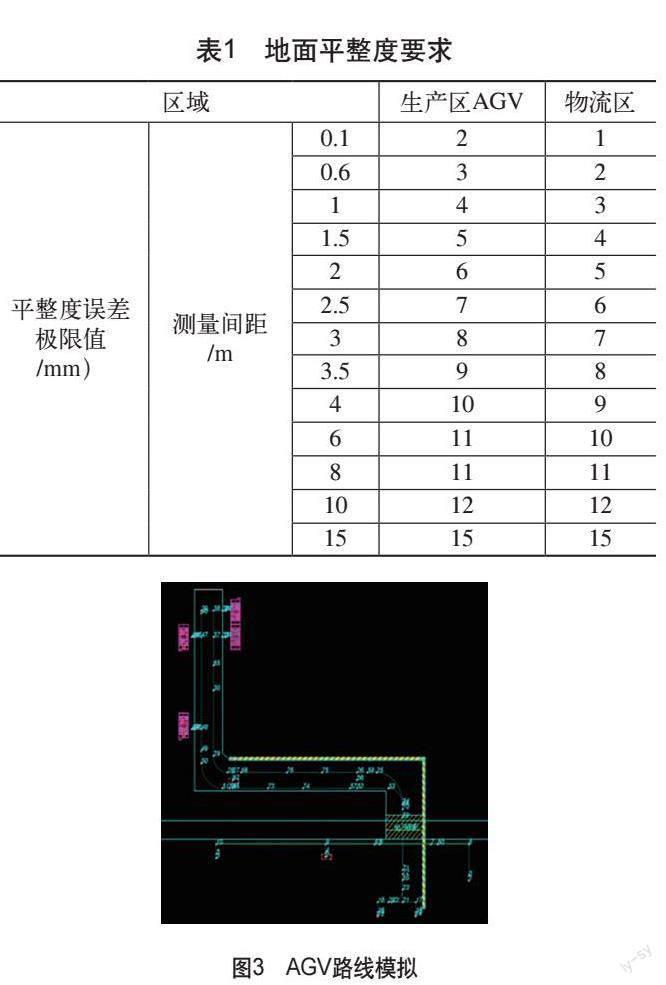
一般沖壓車間地面承載都會(huì)達(dá)到每平方米8t以上,智能重載AGV的規(guī)劃對(duì)于車間地面還有平整度的要求,如下表(表1),另外從實(shí)際應(yīng)用的情況分析,AGV轉(zhuǎn)彎區(qū)和啟停區(qū)對(duì)地面表面強(qiáng)度要求更高,加固化劑的水玻璃地面無法滿足重載AGV長(zhǎng)時(shí)間的碾壓,建議使用加石英砂工藝的水玻璃地面或做環(huán)氧地坪。
3.AGV節(jié)拍和路線規(guī)劃
AGV上料系統(tǒng)的節(jié)拍計(jì)算是一個(gè)綜合的計(jì)算過程,需要考慮每個(gè)托盤上的板料數(shù)量、質(zhì)量、托盤型號(hào)、板料對(duì)應(yīng)沖壓件的生產(chǎn)效率以及生產(chǎn)的單批次數(shù)量等等,甚至還需要考慮設(shè)備故障、板料異常等因素,在此基礎(chǔ)上能夠計(jì)算出保障生產(chǎn)需要的最少的上料周期。再結(jié)合重載AGV設(shè)備運(yùn)行的速度及整個(gè)路線的距離、路線復(fù)雜程度等進(jìn)行綜合,AGV上料運(yùn)行的路線模擬是必要的(見圖3)。
本文中托盤分兩種托盤,A托盤和B托盤,長(zhǎng)度分別為4m和2m,每個(gè)托盤板料消耗時(shí)間約為25min,而AGV單程需要10min的時(shí)間,綜合計(jì)算及模擬分析后,2臺(tái)AGV是最佳的選擇,既能夠保證沖壓線的上料供應(yīng),同時(shí)在一臺(tái)AGV發(fā)生故障時(shí)也有足夠的應(yīng)對(duì)時(shí)間對(duì)設(shè)備故障進(jìn)行排除修復(fù)。
4.AGV上料管理系統(tǒng)
智能AGV上料管理系統(tǒng)由AGV系統(tǒng)、壓機(jī)控制系統(tǒng)及AMS系統(tǒng)構(gòu)成。控制臺(tái)作為AGV系統(tǒng)的管理中心,負(fù)責(zé)對(duì)系統(tǒng)中AGV進(jìn)行任務(wù)分配、避碰管理、充電管理以及與周邊設(shè)備的通訊管理等等,從而實(shí)現(xiàn)系統(tǒng)的自動(dòng)運(yùn)行。
在實(shí)際運(yùn)行過程中,AGV控制臺(tái)的兩個(gè)電視顯示屏通過OPC協(xié)議與PLC控制臺(tái)進(jìn)行通訊,將壓機(jī)所需要的當(dāng)前物料、下一物料信息,包括數(shù)量、名稱、物料號(hào)及物料的擺放圖示等進(jìn)行目視化展示如圖4所示。
操作工根據(jù)系統(tǒng)顯示的物料信息,將物料吊裝到AGV地面站上后,由AGV對(duì)接取走托盤運(yùn)往壓機(jī)區(qū)域,并將壓機(jī)接收的空托盤運(yùn)回空托盤地面站,再由工人將空托盤吊下。
壓機(jī)控制系統(tǒng)通過PN/PN Coupler模塊將壓機(jī)所需要的物料信息,壓機(jī)的當(dāng)前狀態(tài)機(jī)對(duì)接過程中的時(shí)序信號(hào)傳遞給AGV控制臺(tái)PLC系統(tǒng)。從而實(shí)現(xiàn)板料的自動(dòng)化上料及空托盤的自動(dòng)化退回。
5.重載AGV線首上料輸送設(shè)計(jì)
操作工在上料臺(tái)地面站上通過天車吊裝板料時(shí),托盤通過地面站上可升降的定位導(dǎo)向裝置對(duì)托盤的位置進(jìn)行初步限位(位置精度±10mm),并在托盤向AGV輸送過程中進(jìn)行導(dǎo)向;AGV行駛到線首后,AGV與壓機(jī)進(jìn)行數(shù)據(jù)互通,確認(rèn)后進(jìn)行對(duì)接并通過鏈條將托盤輸送到壓機(jī)線線首,此時(shí)托盤重量較重,在輸送過程中容易出現(xiàn)X向的錯(cuò)位或Z向與鏈條的接觸不良,導(dǎo)致托盤輸送卡滯。所以AGV在設(shè)計(jì)時(shí)采用了液壓舉升裝置,可以在手動(dòng)模式下對(duì)載貨平臺(tái)進(jìn)行升降操作,調(diào)整AGV載貨臺(tái)到與線首平臺(tái)合適的對(duì)接高度。當(dāng)然此時(shí)地面的因素及托盤的誤差也會(huì)有一定的影響。
6.重載AGV行駛安全方案
AGV行駛的安全管理主要包括急停按鈕、安全激光掃描儀及路線上的行人交通燈三個(gè)方面,分別提供了緊急情況下的設(shè)備停機(jī)、一般障礙情況下的減速停機(jī)及車間通道的行人停止等安全管理。需要注意的是,除了急停按鈕,其它方式的停車都需要給AGV留出足夠的停車距離。
7.重載AGV高壓動(dòng)力電池安全策略
本文中的重載AGV(見圖6)采用的是Taihang 614V 46Ah動(dòng)力磷酸鐵鋰電池,并且通過了瑞士SGS機(jī)構(gòu)承接的IEC62619認(rèn)證;自動(dòng)充電接口采用重載快速連接器實(shí)現(xiàn),在設(shè)計(jì)上強(qiáng)化了連接可靠性的校驗(yàn),杜絕了不可靠造成的充電安全隱患;另外在AGV主動(dòng)力高壓回路上采用浮地設(shè)計(jì)+絕緣檢測(cè)回路設(shè)計(jì),多重冗余使得充電過程更加安全、可靠。
8.重載AGV的維修與保養(yǎng)
重載AGV由于非標(biāo)設(shè)計(jì),其空間有限,機(jī)械部件與電氣部件布置較為緊密,在設(shè)計(jì)階段需要充分研討維修與保養(yǎng)的便利性;在使用過程中尤其要注意AGV卡料的問題,這個(gè)是重載AGV上料過程發(fā)生頻率較高的一個(gè)問題;而對(duì)于高壓動(dòng)力電池及充電機(jī),由于其精密性,維護(hù)與維修一般由廠家完成。
結(jié)語(yǔ)
生產(chǎn)線線首上料工序通過使用智能AGV實(shí)現(xiàn)自動(dòng)上料,避免了線首區(qū)域操作人員與叉車或天車交叉作業(yè)的風(fēng)險(xiǎn),也充分釋放了天車的使用時(shí)間,減少了占用天車換料帶來的模具更換延遲,對(duì)沖壓車間設(shè)備可動(dòng)率的提升有著直接的貢獻(xiàn)。
本文介紹的重載AGV在沖壓線線首自動(dòng)上料的應(yīng)用案例是國(guó)內(nèi)首例,從人力成本控制、生產(chǎn)效率提升以及智能化工廠運(yùn)營(yíng)等各方面評(píng)估,具有很強(qiáng)的實(shí)用性和推廣價(jià)值。相信在未來會(huì)有更多的智能設(shè)備在沖壓車間不斷應(yīng)用,沖壓車間實(shí)現(xiàn)高智能化的無人工廠指日可待。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
表面工程與再制造(2019年6期)2019-08-24 06:40:04
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00