
機械自動下壓角鋼機在扇形平臺預制中的應用
2023-08-12 03:27:26牟忠偉
石油化工建設 2023年3期
牟忠偉 孟 炎
中國化學工程第六建設有限公司 湖北襄陽 441100
在聯(lián)合塔平臺制作安裝中,其內(nèi)外圈角鋼邊梁卷制,是影響平臺成型美觀的重要控制點,也是施工成本增加的重要原因。傳統(tǒng)角鋼圈制作主要有以下兩種方式:第一種是通過地面設置胎具用氧氣乙炔火焰高溫加熱人工煨彎,或通過對角鋼的切割然后再進行拼焊,該方法外觀成型差、制作時間長、施工效率低、勞動強度大、成本高,而且圓度往往不盡如人意;第二是采用傳統(tǒng)的卷板機進行角鋼圈的制作,但在卷圓的過程中,角鋼容易發(fā)生扭曲變形,后期還需對變形的角鋼圈進行修復,增加了成本。
中國化學工程第六建設有限公司(以下簡稱六化建)在某項目中采用機械自動下壓角鋼機卷制角鋼圈,角鋼、欄桿成型較好,無褶皺、耗時短、增加工效、降低成本、縮短了制作周期。而且一臺設備僅3 萬多元,價格便宜,優(yōu)勢明顯。
1 機械自動下壓角鋼機工作原理
本項目角鋼內(nèi)外邊梁及扶手卷制選用山東某機械廠生產(chǎn)的自動下壓角鋼機(圖1)。機器由6 個滾輪組成,下滾輪可以用滾輪的兩側法蘭調整中間留間隙,以適用于各種壁厚的角鋼。將角鋼固定在兩滾輪之間,然后用螺栓擰緊固定在卷輥上;通過上滾輪下壓角鋼調整角鋼的弧度,再經(jīng)過電動機帶動卷輥,達到自動卷制成型的目的。

圖1 自動下壓角鋼機
2 現(xiàn)場使用情況
六化建承建的某項目,包括精餾裝置21 臺塔,聯(lián)合塔平臺約400t。其中需要卷制的內(nèi)邊梁、外邊梁角鋼約15000m,欄桿約4950m。角鋼和欄桿的卷制共計約花費20 工日,滿足鉚工班組平臺組裝的需要,且成型美觀。成品如圖2 所示。

圖2 卷制的內(nèi)、外邊梁角鋼成品圖
3 優(yōu)點分析
3.1 應用范圍廣
機械自動下壓角鋼機可用來加工L140 及以下的角鋼和Ф50 及以下的欄桿管,接通380V 電源可直接使用,在化工行業(yè)的小型塔平臺結構制作中具有很大的應用空間。
3.2 結構簡便、故障少
(1)構造簡單,方便運輸;壓彎成型采用傳動壓彎的新技術,上下軸在同一軸線上,因而具有結構緊湊、體積小、重量輕的特點。
(2)采用齒輪傳動,重載軸承支撐,承載能力大;通過軸之間的縫隙卡位,被壓角鋼或者鋼管不易產(chǎn)生偏移,進而降低摩擦引起的功率損耗。因此,其機械性能、耐磨性能好,再加上采用滾動摩擦,故障少。
(3)卷制的角鋼成型好,且設備本身價格不高,卷制的功效高,達到了低成本、高產(chǎn)出的效果。
3.3 經(jīng)濟效益明顯
通過卷制常見的內(nèi)邊梁、外邊梁、角鋼圈及欄桿,發(fā)現(xiàn)使用下壓角鋼機的現(xiàn)場卷制明顯在經(jīng)濟效益上優(yōu)于其他方法。以本項目為例,角鋼和扶手共約110t,采用下壓角鋼機比傳統(tǒng)的火焰加熱煨彎共約節(jié)省施工成本52.8 萬元,比普通鋼板卷制約節(jié)省施工成本36.2 萬元,比外出加工約節(jié)省成本38.5 萬元,獲得了良好的經(jīng)濟效益。
3.4 外觀成型好
通過下壓角鋼機卷制的角鋼及欄桿的成型完美,弧度標準,防腐油漆保護較好,獲得業(yè)主、監(jiān)理的一致好評。
在進行支架施工中,要使用大量的帶電設備,為了確保施工的安全,設備必須做到重復接地并做好防水處理。電動設備要安裝好漏電保護器,防止漏電造成的安全事故。要安排專門的檢察人員定期進行設備的維護保養(yǎng)。
4 機械使用注意事項
(1)機器須放置在砼地坪上墊至平穩(wěn);
(2)使用前必須查看機器各部位及潤滑油狀況;
(3)空載作業(yè)15min,如有反常及時處理,達到無碰擊、作業(yè)正常狀態(tài);
(4)提前用薄鐵皮或鋁皮準備好配套工件的模具,在平臺制作過程中用模具隨時檢查制作的平臺弧度是否滿足圖紙要求,若不滿足要及時通過調節(jié)轉輪上下高度來調整,避免返工;
(5)將工件導入導向輪、擋輪及送料輪、擋輪之間,發(fā)動滾輪成型裝置,壓彎至所需加工弧度,一同開動傳動組織,使之連續(xù)作業(yè);
(6)角鋼制作前必須將2 根角鋼靠在一起,點焊上并將焊接處磨平,2 根角鋼同時加工;欄桿制作可根據(jù)機器尺寸,多根焊接同時加工,以提高效率、節(jié)約成本。
(7)為保證安全,設備與外界電源的連接及控制柜的連接必須由專業(yè)電工來完成,操作機器設置一名專職人員,并經(jīng)過操作培訓。
5 弧形平臺預制安裝過程中的技術要點
5.1 放樣
(2)放樣應在放樣預制平臺上進行,且平臺必須平整穩(wěn)固。
(3)樣板采用0.3~0.7mm 的薄鐵皮制作,樣板寬度宜為20~40mm、厚度1.0~1.5mm。樣板必須經(jīng)過項目部鑒定后才可投入使用,使用過程中要經(jīng)常校對。如需修正,應經(jīng)負責人同意,修正后的樣板也需經(jīng)項目部鑒定。
(4)樣板尺寸偏差應符合表1 規(guī)定。
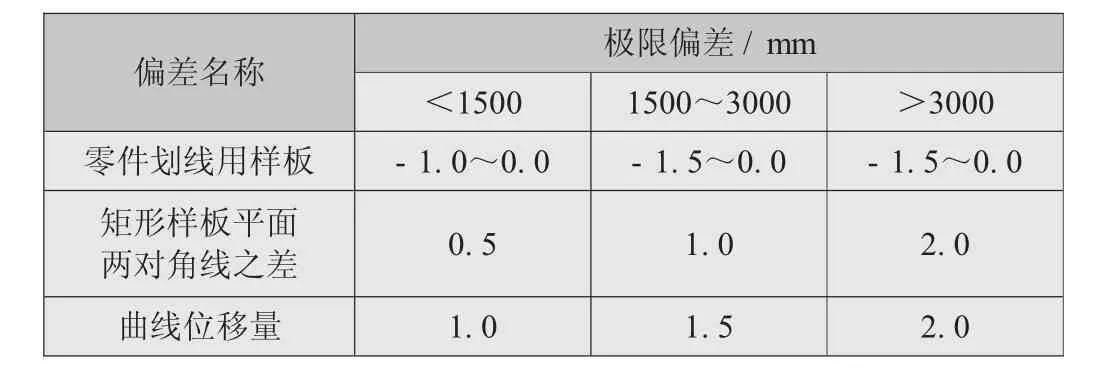
表1 樣板允許偏差
5.2 下料
(1)切割前,鋼材表面沿切割線寬度50~80mm 范圍內(nèi)的鐵銹、油污應清除干凈。切割后,要清除切口表面的毛刺、飛濺物等。
(2)剪切前必須檢查核對材料規(guī)格、號牌,應符合圖紙要求。
(3)剪切時,必須看清斷線符號,確定剪切程序。
(4)腹板翼緣采用自動或半自動氣割,其他可用手工切割,氣割的尺寸偏差應符合以下規(guī)定:手工切割:≤±2.00mm;自動、半自動切割:≤±1.5mm;精密切割:≤±0.5mm。
(5)自動、半自動、精密切割面應符合表2 規(guī)定,手工切割允許偏差應符合表3 規(guī)定。
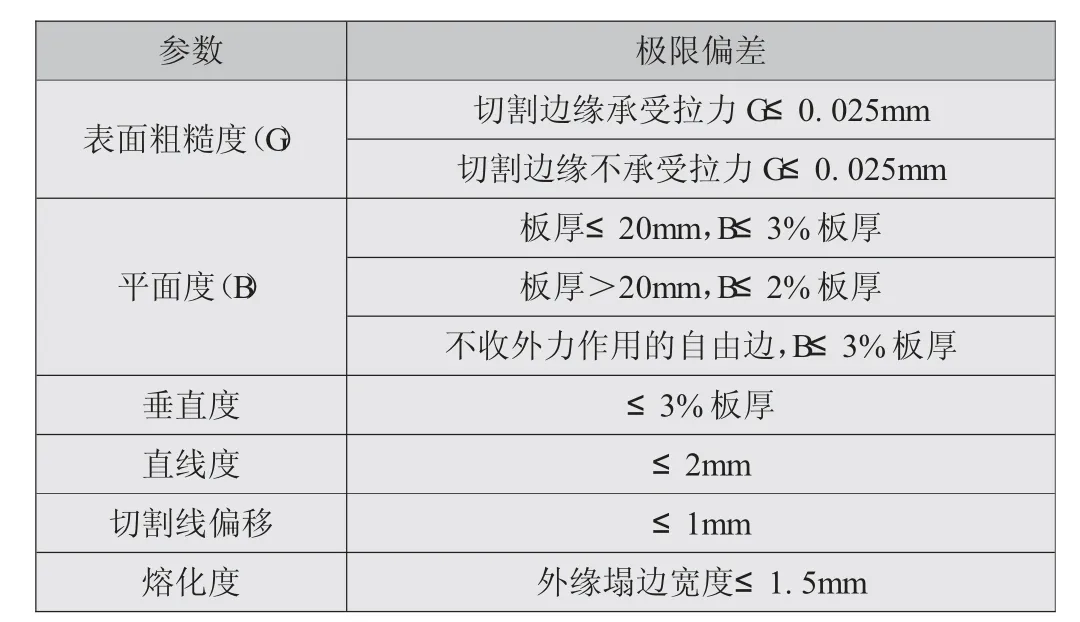
表2 自動切割允許偏差
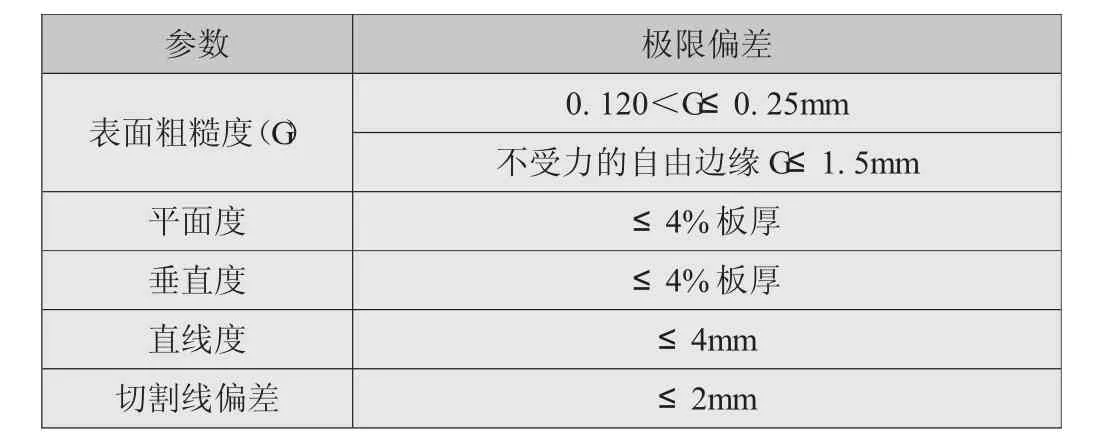
表3 手工切割允許偏差表
所有的切口陰角處,均設有半徑不小于12mm 的圓弧過度,嚴禁裂口。切割后必須清除熔渣、夾渣、氣孔等缺陷。對于氣割邊緣的缺陷深度,采用磨削法進行10%的抽樣檢查。厚度≤16mm 的材料可以剪切。
當環(huán)境溫度低于下列溫度時,不得進行沖孔、錘擊和剪切:普通碳素結構鋼- 20℃,低合金鋼結構- 15℃。剪切后,所有切口邊緣不得有裂紋和超過1.Omm 缺楞,切口毛刺應清除干凈。機械剪切的尺寸偏差應符合表4 的規(guī)定。
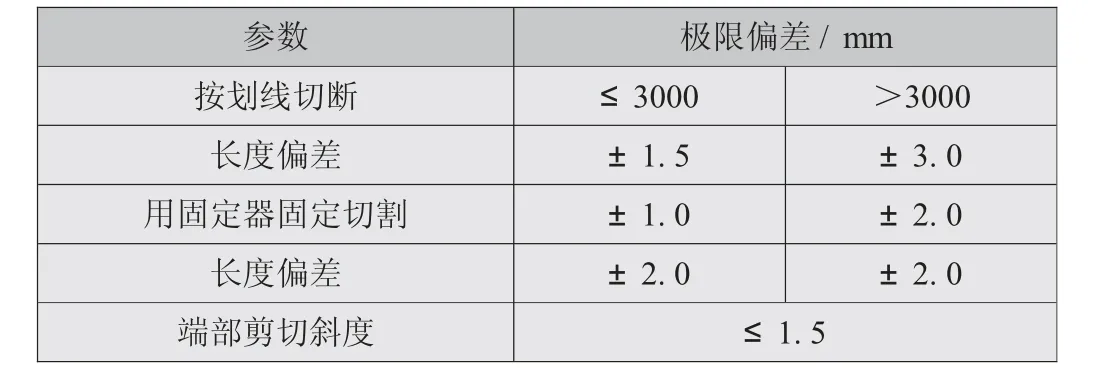
表4 機械剪切允許偏差
5.3 矯正
在低于下列環(huán)境溫度時,不得進行冷矯正和冷彎曲:普通碳素結構,- 16℃;低合金結構鋼,- 12℃。
火焰矯正的加熱溫度不得超過下列溫度,并應避免局部過熱:普通碳素結構,590℃;低合金鋼結構,650℃。
機械矯正前,應先檢查其厚度并清除表面上的毛刺等。矯正后的質量偏差應符合表5 的規(guī)定。
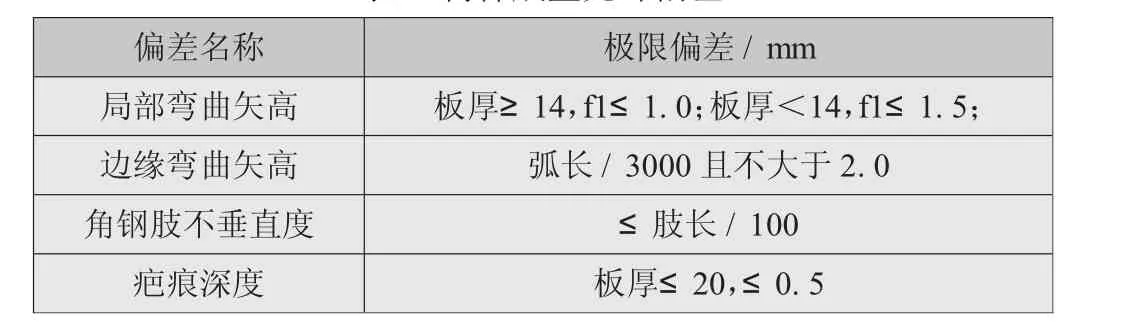
表5 構件成型允許偏差
5.4 修正
氣割和剪切邊緣出現(xiàn)氣孔等局部缺陷時,應及時進行修整。補焊后的表面應磨平,不補焊的修整面應平緩過渡,而且其斜率不大于1∶10。
6 質量保證措施
(1)構件制作過程中,對下料、加工、焊接等各工藝流程全程跟蹤,按要求進行抽檢,對重要工序進行重點監(jiān)控。監(jiān)控的重點放在構件的原材料質量、鋼材下料、拼裝、焊接、焊縫的檢驗及外觀質量檢驗上。
(2)構件主要零件的放樣、下料、切割及坡口制作等按圖紙要求和焊接規(guī)程進行檢驗。
(3)采用自動下壓角鋼機進行平臺和欄桿預制過程中,要安排專人隨時使用樣板對加工的工件進行檢查,不符合圖紙要求的要及時整改。
(4)機器加工完成的工件要及時安排人員矯正處理。
(5)施工前對全體施工人員進行交底和培訓,加深對操作的重視程度。
(6)特種作業(yè)人員應持證上崗,各工種施工人員應嚴格執(zhí)行其操作規(guī)程。
(7)在監(jiān)督檢查中,發(fā)現(xiàn)質量問題應及時通知施工隊整改;有違章操作者,立即制止。
7 結語
為提高效率、節(jié)省成本,角鋼卷彎時,可以通過人工拼裝的方式,將兩個角鋼電焊成T 型鋼。焊縫要求兩端均需點焊,間隔1.5m 處也需要點焊,焊縫不低于50mm。欄桿管可以5—8 根點焊成排,再來卷制,以提高工效。
卷制時需合理安排場地,組裝平臺宜設置在附近,卷制時吊車需要配合,閑時吊車組裝平臺,提高機械使用率。成品實景如圖3 所示。

圖3 卷制的聯(lián)合塔平臺實景圖
