偏差預(yù)測(cè)與參數(shù)優(yōu)化相結(jié)合的卷煙卷制質(zhì)量整合控制
2023-08-12 03:08:10韓利強(qiáng)劉新賢王志勇王海宇王巖
包裝工程 2023年15期
韓利強(qiáng),劉新賢,王志勇,王海宇,王巖
偏差預(yù)測(cè)與參數(shù)優(yōu)化相結(jié)合的卷煙卷制質(zhì)量整合控制
韓利強(qiáng)1,劉新賢1,王志勇1,王海宇2,王巖3
(1.河南中煙工業(yè)有限責(zé)任公司漯河卷煙廠,河南 漯河 462003;2.鄭州大學(xué)商學(xué)院,鄭州 450001; 3.廣州融智科技有限公司,廣州 510220)
為了解決卷煙卷制過(guò)程控制精度低、質(zhì)量波動(dòng)大等問(wèn)題,建立一種卷煙卷制質(zhì)量的整合控制模式。采用累計(jì)和方法預(yù)測(cè)重量和圓周質(zhì)量特性的偏差,并進(jìn)行在線調(diào)整;同時(shí)以質(zhì)量和圓周的標(biāo)偏為目標(biāo)函數(shù),以吸阻均值為約束條件,基于二次響應(yīng)曲面建立卷制工藝參數(shù)的多目標(biāo)優(yōu)化設(shè)計(jì),由此建立這兩方面相結(jié)合的質(zhì)量控制模式,并采用自學(xué)習(xí)優(yōu)化和遺傳算法對(duì)模型進(jìn)行優(yōu)化設(shè)計(jì)。選取漯河卷煙廠ZJ19卷接機(jī)對(duì)某一牌號(hào)卷煙的卷制過(guò)程進(jìn)行在線應(yīng)用分析和驗(yàn)證,結(jié)果表明:煙支質(zhì)量、圓周、吸阻等卷制質(zhì)量指標(biāo)的均值與目標(biāo)值的偏差分別降低了66.6%、86.7%、65.6%,標(biāo)準(zhǔn)偏差分別降低了31.8%、65.2%、11.9%。這種偏差預(yù)測(cè)調(diào)整和多目標(biāo)參數(shù)優(yōu)化相結(jié)合的質(zhì)量控制模式能夠有效提升卷制過(guò)程的綜合質(zhì)量水平。
卷制質(zhì)量;累計(jì)和;預(yù)測(cè)調(diào)整;響應(yīng)曲面;多目標(biāo)優(yōu)化
卷煙卷制是現(xiàn)代煙草加工工業(yè)中的關(guān)鍵步驟,是卷煙紙包裹煙絲實(shí)現(xiàn)煙支成型的重要工序。隨著市場(chǎng)競(jìng)爭(zhēng)的日益激烈,卷煙卷制質(zhì)量越來(lái)越受到人們的關(guān)注。在煙草行業(yè)中,卷制質(zhì)量包括煙支的質(zhì)量、圓周、吸阻、硬度、長(zhǎng)度、端部落絲量、含末率、含水率等多項(xiàng)指標(biāo),其中最主要的是質(zhì)量、圓周和吸阻。對(duì)卷制質(zhì)量的影響因素分析和優(yōu)化改進(jìn)的研究有很多,如王紅素等[1]運(yùn)用相關(guān)分析和多元回歸方法研究了卷煙吸阻與各物理指標(biāo)、工藝參數(shù)、煙絲結(jié)構(gòu)之間的數(shù)學(xué)關(guān)系模型;朱文魁等[2]研究了不同的片煙成絲模式對(duì)煙支質(zhì)量、吸阻等質(zhì)量指標(biāo)穩(wěn)定性的影響;朱波等[3]通過(guò)煙絲形態(tài)調(diào)控技術(shù)研究了不同的煙絲形態(tài)對(duì)煙支質(zhì)量、吸阻等質(zhì)量指標(biāo)的影響;趙文康等[4]基于線性網(wǎng)絡(luò)模型方法研究了卷煙各部分穩(wěn)定性對(duì)整體吸阻穩(wěn)定性的貢獻(xiàn);汪功明[5]采用微波檢測(cè)技術(shù)對(duì)煙支質(zhì)量控制系統(tǒng)進(jìn)行了改進(jìn)研究;褚云凱等[6]基于Beckhoff(倍福)PLC超采樣技術(shù)對(duì)質(zhì)量控制系統(tǒng)的架構(gòu)和算法進(jìn)行了優(yōu)化改進(jìn);王曉燕等[7]研究了不同的卷煙機(jī)機(jī)型對(duì)煙絲結(jié)構(gòu)和單支質(zhì)量、吸阻等卷制質(zhì)量的影響;賓暉等[8]研究了劈刀盤規(guī)格、吸風(fēng)室負(fù)壓等參數(shù)對(duì)煙支質(zhì)量標(biāo)偏、回絲率等卷煙質(zhì)量指標(biāo)的影響;孫英俊等[9]針對(duì)單支質(zhì)量偏差,對(duì)卷煙機(jī)輕重?zé)熤z測(cè)及剔除系統(tǒng)進(jìn)行了優(yōu)化設(shè)計(jì);胡芳平等[10]運(yùn)用正交試驗(yàn)的方法分析了彈絲轆轉(zhuǎn)速等卷煙機(jī)參數(shù)對(duì)煙支質(zhì)量穩(wěn)定性的影響,并進(jìn)行了優(yōu)化設(shè)計(jì);鄧春寧[11]設(shè)計(jì)了一套光電式在線煙支圓周檢測(cè)裝置,能夠?qū)崿F(xiàn)煙支圓周的實(shí)時(shí)在線檢測(cè),有效避免煙支質(zhì)量缺陷;黃幼斌等[12]應(yīng)用全因子試驗(yàn)分析法研究卷煙機(jī)主要設(shè)備參數(shù)(大壓板位置、小壓板位置、煙舌位置)調(diào)整對(duì)卷煙圓周穩(wěn)定性的影響。在這些研究中,有的僅分析了卷制質(zhì)量的影響因素,如煙絲結(jié)構(gòu)、濾棒等,并未提出有效的優(yōu)化和控制策略;有的雖然提出了一些有效的優(yōu)化策略,但多數(shù)都集中于對(duì)質(zhì)量、圓周等單一質(zhì)量指標(biāo)的優(yōu)化和控制上,往往容易造成某一質(zhì)量指標(biāo)優(yōu)化的同時(shí)其他質(zhì)量指標(biāo)劣化的現(xiàn)象,缺乏對(duì)卷制質(zhì)量的綜合優(yōu)化控制。
針對(duì)此類問(wèn)題,本文采用過(guò)程質(zhì)量偏差累計(jì)和預(yù)測(cè)調(diào)整與卷煙機(jī)工藝參數(shù)多目標(biāo)優(yōu)化相結(jié)合的整合控制模式。實(shí)現(xiàn)卷制質(zhì)量實(shí)時(shí)在線控制與多質(zhì)量指標(biāo)的綜合優(yōu)化設(shè)計(jì),有效提高卷煙卷制過(guò)程的綜合質(zhì)量水平。
1 過(guò)程質(zhì)量偏差累計(jì)和預(yù)測(cè)調(diào)整
在卷制質(zhì)量的控制中,可以通過(guò)對(duì)平整器位置和大壓板位置的調(diào)整實(shí)現(xiàn)對(duì)煙支單支質(zhì)量和圓周的快速調(diào)整。以我廠ZJ19卷接機(jī)對(duì)某一牌號(hào)卷煙的卷制過(guò)程為研究對(duì)象,單支卷煙的質(zhì)量控制往往是通過(guò)微波或紅外對(duì)煙條密度的檢測(cè)來(lái)推算煙支質(zhì)量,再通過(guò)PID反饋控制平整器位置的往復(fù)移動(dòng)來(lái)實(shí)現(xiàn)對(duì)卷煙質(zhì)量的調(diào)節(jié)。這種控制方法響應(yīng)速度較慢,它通過(guò)一個(gè)較長(zhǎng)煙條的平均密度來(lái)計(jì)算單支質(zhì)量,使得在過(guò)程中出現(xiàn)的質(zhì)量波動(dòng)很難及時(shí)被發(fā)現(xiàn)并有效控制。在利用大壓板對(duì)圓周進(jìn)行控制過(guò)程中也類似地存在調(diào)節(jié)不及時(shí)、調(diào)節(jié)不足或調(diào)節(jié)過(guò)量等問(wèn)題。


對(duì)圓周的在線調(diào)整,也可根據(jù)上述算法進(jìn)行圓周偏差的累計(jì)和預(yù)測(cè),并采用類似的控制策略和自學(xué)習(xí)優(yōu)化方法對(duì)大壓板的位置進(jìn)行調(diào)節(jié),實(shí)現(xiàn)煙支圓周的精準(zhǔn)控制。
2 工藝參數(shù)的多目標(biāo)優(yōu)化
首先,通過(guò)試驗(yàn)設(shè)計(jì)方法對(duì)質(zhì)量標(biāo)偏、圓周標(biāo)偏、吸阻均值等3個(gè)質(zhì)量指標(biāo)分別進(jìn)行單變量響應(yīng)曲面分析,并對(duì)響應(yīng)曲面方程進(jìn)行擬合。響應(yīng)曲面試驗(yàn)根據(jù)各工藝參數(shù)的取值范圍分布選擇高、中、低3個(gè)水平,采取中心復(fù)合設(shè)計(jì)(CCD, Central Composite Design)[15]安排53次試驗(yàn),每次試驗(yàn)都根據(jù)試驗(yàn)方案將各工藝參數(shù)設(shè)置到不同的水平。然后記錄和計(jì)算在該試驗(yàn)條件下的質(zhì)量標(biāo)偏、圓周標(biāo)偏、吸阻均值。采用Minitab質(zhì)量分析軟件對(duì)試驗(yàn)結(jié)果進(jìn)行數(shù)據(jù)分析,得到3個(gè)質(zhì)量指標(biāo)的響應(yīng)曲面見(jiàn)圖1—3。
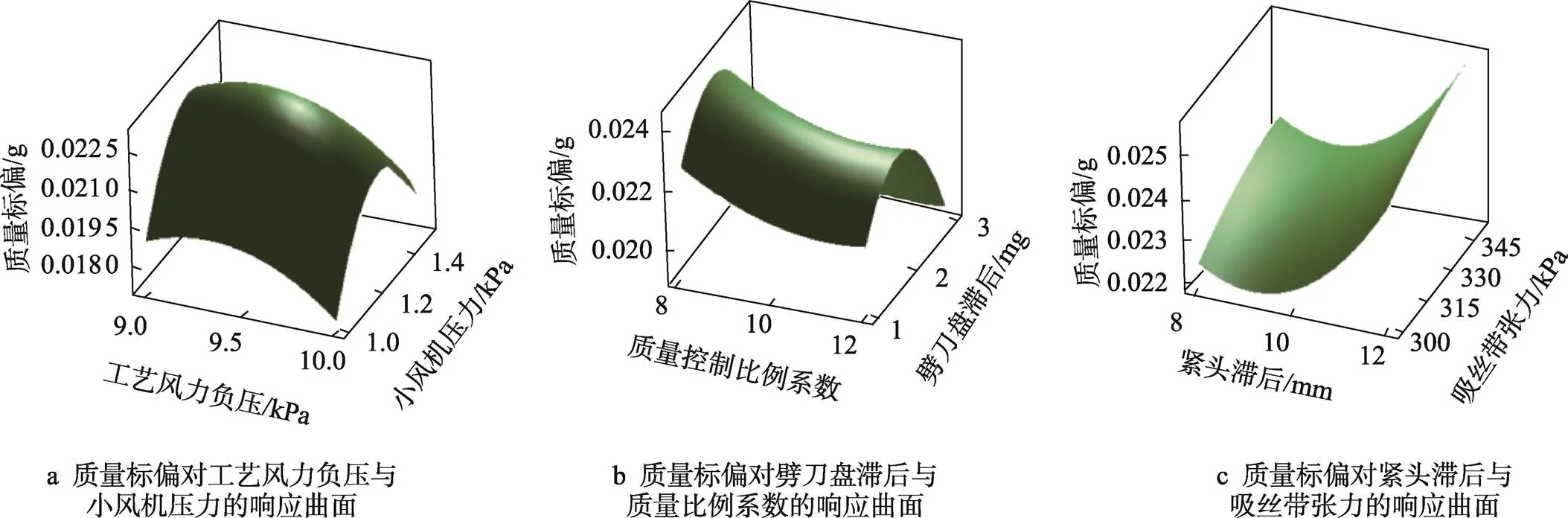
圖1 質(zhì)量標(biāo)偏對(duì)各影響因子的響應(yīng)曲面
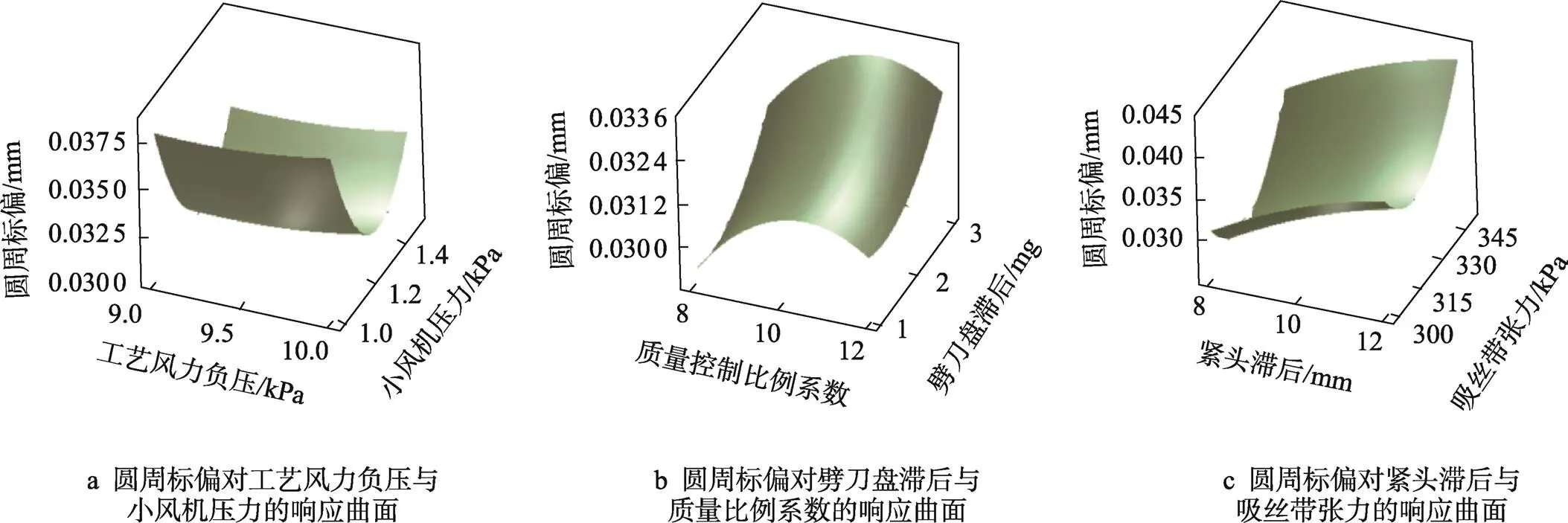
圖2 圓周標(biāo)偏對(duì)各影響因子的響應(yīng)曲面
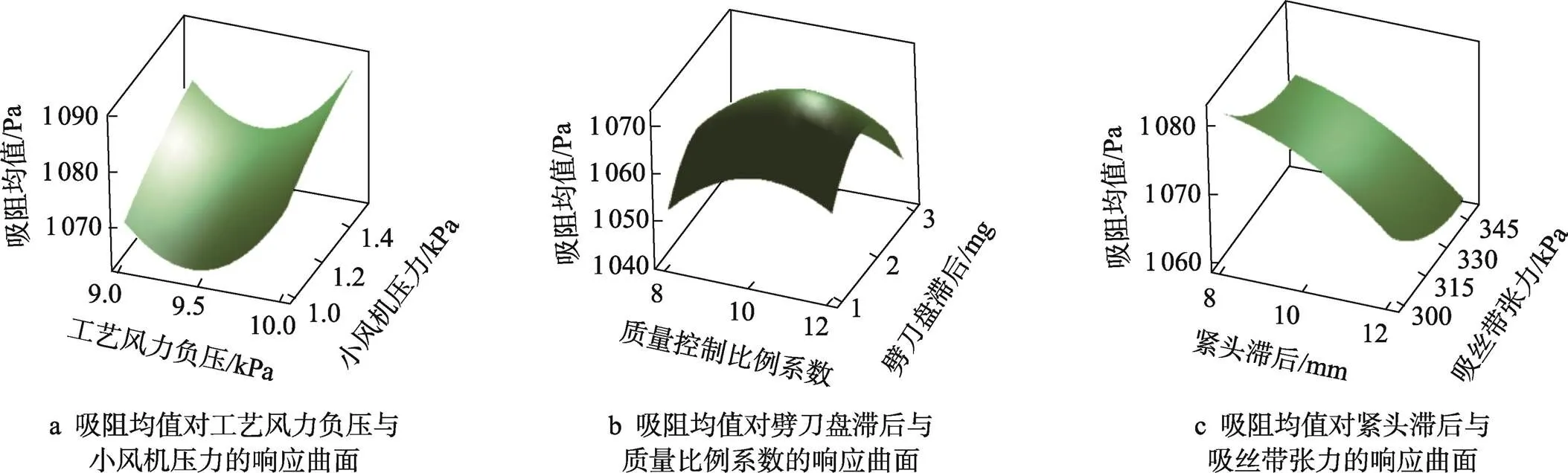
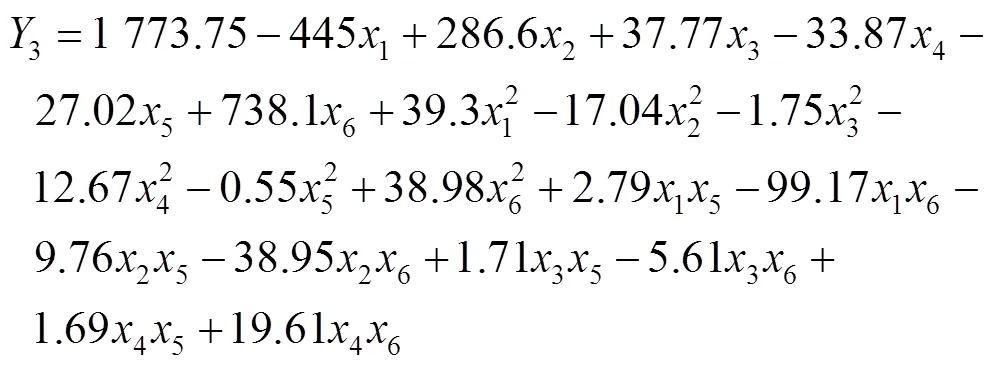
圖3 吸阻均值對(duì)各影響因子的響應(yīng)曲面
從圖1—3的各個(gè)圖形中都可以發(fā)現(xiàn),各影響因子與響應(yīng)變量之間都呈現(xiàn)出明顯的二次函數(shù)關(guān)系。因此,可以用響應(yīng)曲面試驗(yàn)設(shè)計(jì)的結(jié)果分別對(duì)3個(gè)響應(yīng)變量擬合二次函數(shù)模型,刪除無(wú)關(guān)項(xiàng)和系數(shù)過(guò)小的項(xiàng)后,得到以下函數(shù)模型:
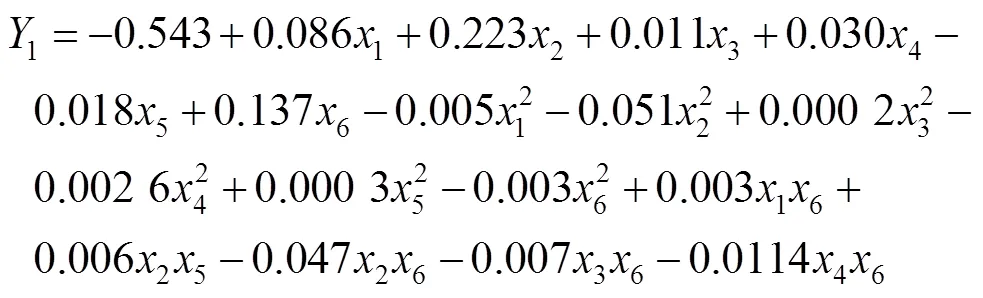
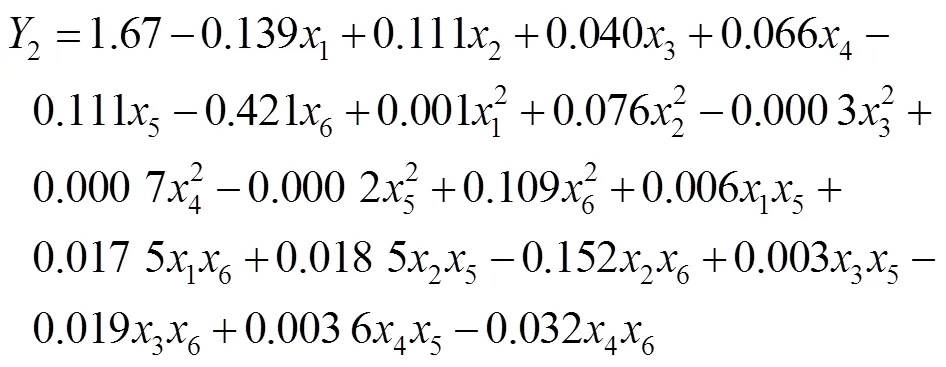
為了對(duì)多個(gè)響應(yīng)變量同時(shí)進(jìn)行優(yōu)化設(shè)計(jì),可構(gòu)造多目標(biāo)優(yōu)化設(shè)計(jì)模型進(jìn)行計(jì)算。其中質(zhì)量標(biāo)偏和圓周標(biāo)偏都是望小質(zhì)量特性,將二者同時(shí)作為目標(biāo)函數(shù);吸阻的均值是望目質(zhì)量特性,針對(duì)當(dāng)前生產(chǎn)過(guò)程中吸阻的主要問(wèn)題是均值偏差較大,因此可將吸阻均值作為約束條件,要求其在目標(biāo)值附近。對(duì)于該牌號(hào)卷煙,吸阻的質(zhì)量規(guī)格為(1 100+200)Pa。為了提高吸阻的穩(wěn)定性,將吸阻的控制要求進(jìn)一步提高,要求其在(1 100+100)Pa范圍內(nèi),于是得到以下多目標(biāo)優(yōu)化模型:
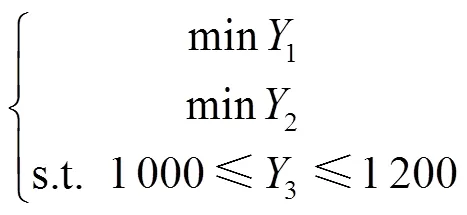
式中:各參數(shù)的取值范圍分別為1∈[8, 12]、2∈[0.8, 1.6]、3∈[8, 12]、4∈[1, 3]、5∈[8, 12]、6∈[2.5, 4]。

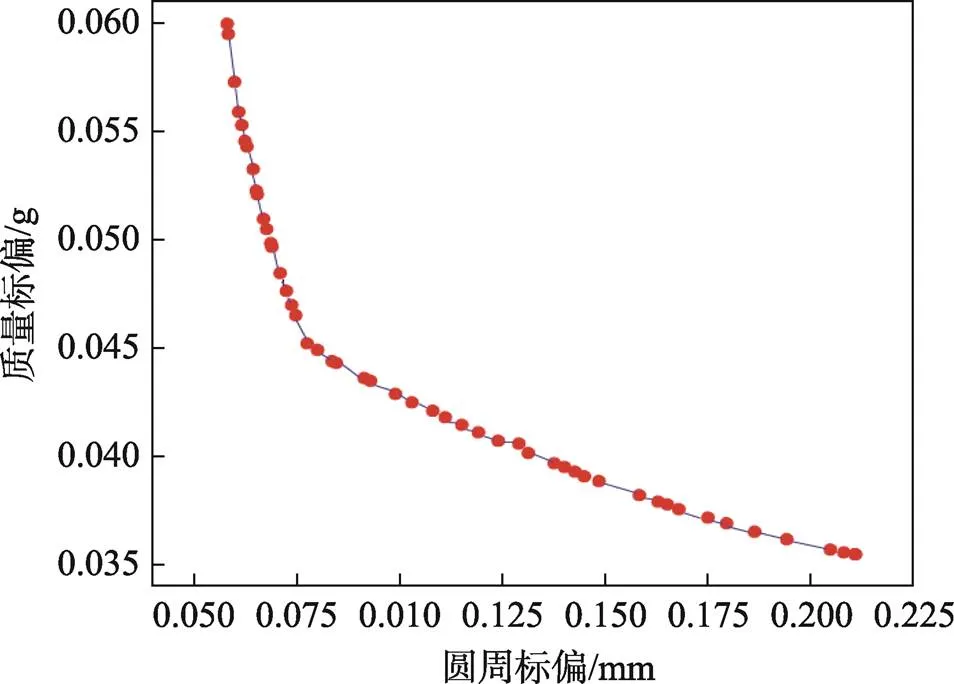
圖4 多目標(biāo)優(yōu)化的帕累托前沿
在這些解中,存在較多相近的解,通過(guò)近似解的合并,得到的非劣解解集,見(jiàn)表1。
表1給出了多個(gè)對(duì)目標(biāo)函數(shù)進(jìn)行優(yōu)化設(shè)計(jì)的解,可以選擇其中的任意一個(gè)解作為卷煙機(jī)工藝參數(shù)的優(yōu)化設(shè)計(jì)方案。根據(jù)各方案所對(duì)應(yīng)的吸阻均值越靠近目標(biāo)值1 100越好為原則,選擇方案6作為最優(yōu)設(shè)計(jì)方案:工藝風(fēng)力負(fù)壓取10.23、小風(fēng)機(jī)壓力取1.13、質(zhì)量控制比例系數(shù)取10.21、劈刀盤滯后取1.11、緊頭滯后取8.01、吸絲帶張力取3.22。
3 應(yīng)用效果比較
將過(guò)程質(zhì)量偏差累計(jì)和預(yù)測(cè)調(diào)整與卷煙機(jī)工藝參數(shù)多目標(biāo)優(yōu)化兩方面結(jié)合起來(lái),形成卷煙卷制過(guò)程的整合控制模式,在該牌號(hào)卷煙的生產(chǎn)中進(jìn)行應(yīng)用效果驗(yàn)證。選取應(yīng)用前后各10個(gè)批次,每個(gè)批次分3次進(jìn)行抽樣檢驗(yàn),每次抽樣100支進(jìn)行離線檢測(cè),計(jì)算各個(gè)批次的質(zhì)量、圓周、吸阻等卷制質(zhì)量指標(biāo)的均值和標(biāo)偏進(jìn)行比對(duì),如表2所示。
表1 多目標(biāo)優(yōu)化設(shè)計(jì)的非劣解解集

Tab.1 Non inferior solution set of multi-objective optimization design
表2 應(yīng)用前后卷制質(zhì)量比對(duì)
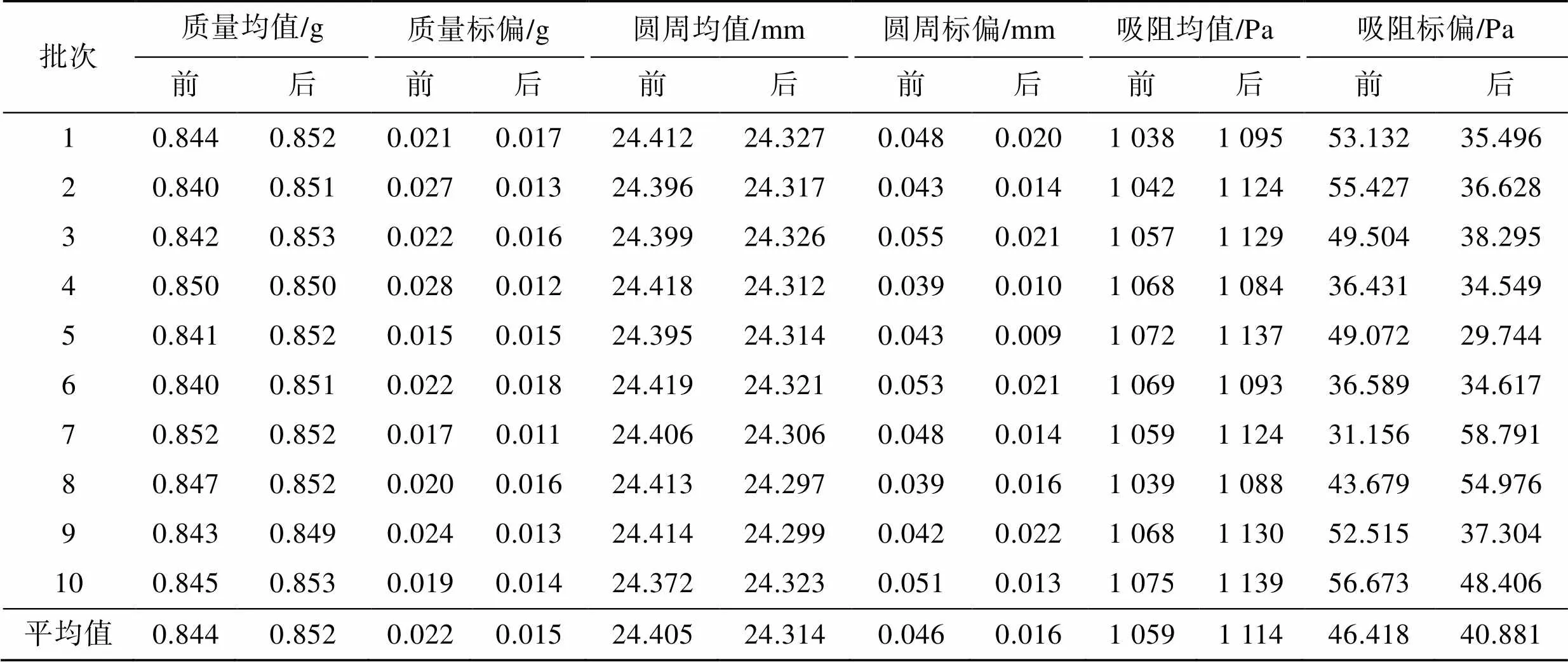
Tab.2 Comparison of manufacturing quality before and after application
通過(guò)整合控制模式應(yīng)用前后的卷制質(zhì)量對(duì)比可以發(fā)現(xiàn),應(yīng)用前的質(zhì)量均值為0.844 g,與單支質(zhì)量的目標(biāo)值0.85 g的偏差為0.006 g,應(yīng)用后的質(zhì)量均值為0.852 g,與單支質(zhì)量的目標(biāo)值的偏差為0.002 g,質(zhì)量均值的偏差降低了66.6%;質(zhì)量標(biāo)偏從應(yīng)用前的0.022 g降低到應(yīng)用后的0.015 g,降低了31.8%;應(yīng)用前的圓周均值為24.405 mm,與圓周的目標(biāo)值24.3 mm的偏差為0.105 mm,應(yīng)用后的圓周均值為24.314 mm,與圓周的目標(biāo)值的偏差為0.014 mm,圓周均值的偏差降低了86.7%;圓周標(biāo)偏從應(yīng)用前的0.046 mm降低到應(yīng)用后的0.016 mm,降低了65.2%;應(yīng)用前的吸阻均值為1 059 Pa,與吸阻的目標(biāo)值1 100 Pa的偏差為41 Pa,應(yīng)用后的吸阻均值為1 114 Pa,與吸阻的目標(biāo)值的偏差為14 Pa,吸阻均值的偏差降低了65.6%;吸阻標(biāo)偏從應(yīng)用前的46.418 Pa降低到應(yīng)用后的40.881 Pa,降低了11.9%。
4 結(jié)語(yǔ)
煙支質(zhì)量和圓周的在線檢測(cè)和自動(dòng)調(diào)節(jié)能夠有效控制卷煙卷制質(zhì)量的穩(wěn)定性,但在控制精度和及時(shí)性等方面存在不少問(wèn)題。本文首先采用偏差累計(jì)和預(yù)測(cè)的方法提高在線自動(dòng)調(diào)節(jié)的準(zhǔn)確性,并通過(guò)自學(xué)習(xí)算法提高自動(dòng)調(diào)節(jié)對(duì)生產(chǎn)工況的適應(yīng)性;其次采用基于二次響應(yīng)曲面的工藝參數(shù)多目標(biāo)優(yōu)化設(shè)計(jì)來(lái)減小卷制質(zhì)量特性的波動(dòng),由此建立這兩方面相結(jié)合的卷制質(zhì)量整合控制模式。通過(guò)實(shí)際應(yīng)用的效果比較說(shuō)明了這種整合控制模式對(duì)卷制過(guò)程質(zhì)量具有顯著的改善效果。
[1] 王紅素, 趙海洋, 趙長(zhǎng)久, 等. 基于多元回歸的卷煙吸阻數(shù)學(xué)模型及應(yīng)用[J]. 食品工業(yè), 2022, 43(5): 60-64.
WANG Hong-su, ZHAO Hai-yang, ZHAO Chang-jiu, et al. Mathematical Model and Application of Cigarette Suction Resistance Based on Multiple Regression[J]. The Food Industry, 2022, 43(5): 60-64.
[2] 朱文魁, 張永川, 向光, 等. 片煙成絲模式對(duì)煙絲結(jié)構(gòu)與卷制質(zhì)量的影響[J]. 煙草科技, 2012, 45(5): 10-12.
ZHU Wen-kui, ZHANG Yong-chuan, XIANG Guang, et al. Effects of Cutting Mode on Cut Tobacco Structure and Cigarette Manufacturing Quality[J]. Tobacco Science & Technology, 2012, 45(5): 10-12.
[3] 朱波, 陳智鳴, 張旭升, 等. 煙絲形態(tài)調(diào)控對(duì)中支卷煙卷制質(zhì)量及穩(wěn)定性的影響[J]. 煙草科技, 2022, 55(7): 66-72.
ZHU Bo, CHEN Zhi-ming, ZHANG Xu-sheng, et al. Effects of Modifying Morphology of Cut Tobacco Strands on Quality and Consistency of Demi-Slim Cigarettes[J]. Tobacco Science & Technology, 2022, 55(7): 66-72.
[4] 趙文康, 李雯琦, 張同琢, 等. 基于線性網(wǎng)絡(luò)模型的卷煙吸阻穩(wěn)定性檢測(cè)評(píng)價(jià)方法[J]. 煙草科技, 2019, 52(12): 86-92.
ZHAO Wen-kang, LI Wen-qi, ZHANG Tong-zhuo, et al. Consistency Evaluation on Cigarette's Draw Resistance Based on Linear Network Model[J]. Tobacco Science & Technology, 2019, 52(12): 86-92.
[5] 汪功明. 基于微波檢測(cè)技術(shù)的卷煙機(jī)煙支重量控制系統(tǒng)設(shè)計(jì)[J]. 食品與機(jī)械, 2015, 31(6): 113-116.
WANG Gong-ming. Design of Cigarette Weight Control System Based on Microwave Detecting Technoloty[J]. Food & Machinery, 2015, 31(6): 113-116.
[6] 褚云凱, 徐屹秦, 杜勁松, 等. 基于 Beckhoff 超采樣技術(shù)的卷煙機(jī)重量控制系統(tǒng)[J]. 控制工程, 2015, 22(5): 831-834.
CHU Yun-kai, XU Yi-qin, DU Jin-song, et al. Design of the Cigarette Weight Control System Based on the Super Sampling Technology of Beckhoff[J]. Control Engineering of China, 2015, 22(5): 831-834.
[7] 王曉燕, 鄭利鋒, 吳金鳳, 等. 不同卷煙機(jī)卷制對(duì)配方煙絲結(jié)構(gòu)與卷制質(zhì)量的影響[J]. 輕工科技, 2012, 28(9): 126-127.
WANG Xiao-yan, ZHENG Li-feng, WU Jin-feng, et al. Effect of Different Cigarette Making Machines on the Structure and Quality of Formula Cut Tobacco[J]. Light Industry Science and Technology, 2012, 28(9): 126-127.
[8] 賓暉, 唐小雪, 潘連華, 等. 常規(guī)卷煙卷制過(guò)程重要參數(shù)對(duì)卷制質(zhì)量的影響[J]. 輕工科技, 2021, 37(7): 82-84.
BIN Hui, TANG Xiao-xue, PAN Lian-hua, et al. Influence of Important Parameters in Conventional Cigarette Shredding Process on Rolling Quality[J]. Light Industry Science and Technology, 2021, 37(7): 82-84.
[9] 孫英俊, 汪海蓮, 秦葉濤, 等. ZJ17卷煙機(jī)輕重?zé)熤?shù)調(diào)整優(yōu)化的方法[J]. 今日制造與升級(jí), 2022(6): 91-94.
SUN Ying-jun, WANG Hai-lian, QIN Ye-tao, et al. Adjustment and Optimization Method of Light and Heavy Cigarette Parameters of ZJ17 Cigarette Maker[J]. Manufacture & Upgrading Today, 2022(6): 91-94.
[10] 胡芳平, 劉舞, 郭志琨. ZJ17卷煙機(jī)工藝參數(shù)對(duì)煙支質(zhì)量的影響研究[J]. 安徽農(nóng)學(xué)通報(bào), 2018, 24(14): 121-122.
HU Fang-ping, LIU Wu, GUO Zhi-kun. Study on the Influence of Process Parameters of ZJ17 Cigarette Maker on Cigarette Quality[J]. Anhui Agricultural Science Bulletin, 2018, 24(14): 121-122.
[11] 鄧春寧. PROTOS1-8卷煙機(jī)在線圓周檢測(cè)裝置改造[J]. 機(jī)械設(shè)計(jì)與制造工程, 2019, 48(8): 37-39.
Deng Chun-ning. The Innovation of PROTOS1-8 Online Circumference Detection Device[J]. Machine Design and Manufacturing Engineering, 2019, 48(8): 37-39.
[12] 黃幼斌, 謝忱. 卷煙機(jī)主要設(shè)備參數(shù)對(duì)卷煙圓周穩(wěn)定性的影響[J]. 設(shè)備管理與維修, 2014(12): 55-57.
HUANG You-bin, XIE Chen. Influence of Main Equipment Parameters of Cigarette Machine on Cigarette Circumferential Stability[J]. Plant Maintenance Engineering, 2014(12): 55-57.
[13] PSARAKIS S. Adaptive Control Charts: Recent Developments and Extensions[J]. Quality and Reliability Engineering International, 2015, 31(7): 1265-1280.
[14] BOURKE PATRICK D. Detecting a Downward Shift in a Proportion Using a Geometric CUSUM Chart[J]. Quality Engineering, 2020, 32(1): 75-90.
[15] 馬逢時(shí), 周暐, 劉傳冰. 六西格瑪管理統(tǒng)計(jì)指南: MINITAB使用指導(dǎo)[M]. 2版. 北京: 中國(guó)人民大學(xué)出版社, 2013.
MA Feng-shi, ZHOU Wei, LIU Chuan-bing. Six Sigma Management[M]. 2nd ed. Beijing: China Renmin University Press, 2013.
[16] TAVANA M, LI Z, MOBIN M, et al. Multi-Objective Control Chart Design Optimization Using NSGA-Ⅲ and MOPSO Enhanced with DEA and TOPSIS[J]. Expert Systems with Applications, 2016, 50(5): 17-39.
Integrated Control of Cigarette Manufacturing Quality Based on Deviation Forecast and Parameter Optimization
HAN Li-qiang1, LIU Xin-xian1, WANG Zhi-yong1, WANG Hai-yu2, WANG Yan3
(1. Luohe Cigarette Factory, China Tobacco Henan Industrial Co., Ltd., Henan Luohe 462003, China; 2. Business School, Zhengzhou University, Zhengzhou 450001, China; 3. Guangzhou Rongzhi Technology Co., Ltd., Guangzhou 510220, China)
The work aims to develop an integrated control mode of cigarette manufacturing quality to solve the low control accuracy, large quality variation and other problems in cigarette manufacturing. The cumulative sum method was used to predict the deviation of weight and circumference quality characteristics and adjust online. At the same time, with the standard deviation of circumference and weight as the objective function and the mean of draw resistance as the constraint condition, the multi-objective optimization design of process parameters was established based on the quadratic response surface, and the quality control mode of cigarette manufacturing quality combining these two aspects was established, and self-learning optimization and genetic algorithm were used to optimize the model. The ZJ19 cigarette making machine of Luohe Cigarette Factory was selected for online application analysis and verification of the cigarette manufacturing process of a certain brand. The results showed that the deviation between the average value of cigarette weight, circumference, draw resistance and the target value was reduced by 66.6%, 86.7%, 65.6% respectively, and the standard deviation was reduced by 31.8%, 65.2%, 11.9% respectively. This quality control mode combining deviation prediction adjustment and multi-objective parameter optimization can effectively improve the comprehensive quality level of the cigarette making process.
cigarette manufacturing quality; cumulative sum; forecast adjustment; response surface; multi-objective optimization
TS206.4
A
1001-3563(2023)15-0217-06
10.19554/j.cnki.1001-3563.2023.15.028
2023?02?03
國(guó)家自然科學(xué)基金項(xiàng)目(71672209);河南中煙工業(yè)有限責(zé)任公司科技項(xiàng)目(AW202133)
韓利強(qiáng)(1974—),男,中級(jí)工程師,主要研究方向?yàn)闊煵莨に嚒?/p>
王海宇(1979—),男,博士,教授,主要研究方向?yàn)橘|(zhì)量工程。
責(zé)任編輯:曾鈺嬋
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
