工業(yè)機(jī)器人視覺(jué)分揀系統(tǒng)應(yīng)用設(shè)計(jì)
2023-08-21 08:44:06熊超有薛富元
科技創(chuàng)新與應(yīng)用 2023年23期
熊超有,鄧 漂,薛富元,羅 康
(綿陽(yáng)職業(yè)技術(shù)學(xué)院 智能制造學(xué)院,四川 綿陽(yáng) 621000)
隨著技術(shù)的發(fā)展,視覺(jué)技術(shù)已經(jīng)廣泛應(yīng)用于生產(chǎn)中,尤其是在智能物料生產(chǎn)線(xiàn)上[1-2]。對(duì)于傳統(tǒng)的生產(chǎn)線(xiàn),需要工人來(lái)完成對(duì)不同產(chǎn)品的分揀、搬運(yùn)及組裝,傳統(tǒng)的人工分揀誤差率大,而且不能連續(xù)作業(yè),隨著人力成本的增加,企業(yè)的成本越來(lái)越高,因此智能化的生產(chǎn)線(xiàn)需求越來(lái)越高。
1 自動(dòng)分揀系統(tǒng)總體設(shè)計(jì)
某知名企業(yè)的生產(chǎn)線(xiàn)要求對(duì)不同的產(chǎn)品進(jìn)行分揀碼垛,同時(shí)要在HMI 界面顯示其信息。基于此情況,設(shè)計(jì)了如圖1 所示的工業(yè)機(jī)器人視覺(jué)分揀系統(tǒng)應(yīng)用設(shè)計(jì),其由PLC 控制模塊、視覺(jué)檢測(cè)模塊、傳輸單元模塊、工業(yè)機(jī)器人搬運(yùn)模塊和HMI 觸摸模塊等組成。
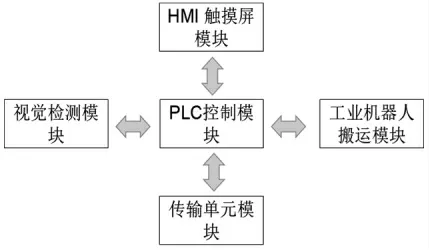
圖1 分揀系統(tǒng)設(shè)計(jì)框圖
系統(tǒng)主要工作流程如下。
1)在HMI 界面按下復(fù)位按鈕,系統(tǒng)進(jìn)行復(fù)位,傳輸單元電機(jī)運(yùn)行5 s 停止,機(jī)器人回到原點(diǎn)位置。
2)在HMI 界面進(jìn)行工件數(shù)據(jù)的設(shè)置,設(shè)置好后按下啟動(dòng)按鈕。
3)物料傳輸單元開(kāi)始工作,傳送帶運(yùn)行,當(dāng)傳送帶末端的傳感器檢測(cè)到有工件到達(dá)時(shí),傳送帶自動(dòng)停止,等待相機(jī)進(jìn)行拍照。
4)相機(jī)對(duì)不同的工件進(jìn)行自動(dòng)拍照并進(jìn)行數(shù)據(jù)處理,處理完后的數(shù)據(jù)傳輸給PLC,PLC 與機(jī)器人之間進(jìn)行數(shù)據(jù)交換。
5)機(jī)器人根據(jù)反饋的工件信息調(diào)用相應(yīng)的分揀碼垛程序。
6)分揀碼垛后跳轉(zhuǎn)到步驟3 繼續(xù)運(yùn)行,直到達(dá)到步驟2 設(shè)置的參數(shù)要求后,物料傳輸單元停止,機(jī)器人回到工作原點(diǎn)。
2 系統(tǒng)硬件設(shè)計(jì)
2.1 PLC 控制模塊
基于通訊的快捷和成本因素,控制模塊選用西門(mén)子S7-1200PLC 系列,選擇1215C DCDCDC CPU 模塊,包含14 個(gè)輸入端口和10 個(gè)輸出端口[3]。該P(yáng)LC 自帶2 個(gè)以太網(wǎng)通訊端口,方便與外圍的設(shè)備(工業(yè)相機(jī)、HMI、工業(yè)機(jī)器人、PC 機(jī)等)進(jìn)行以太網(wǎng)通訊,同時(shí)該P(yáng)LC 支持串口通訊,只是要擴(kuò)展串口通訊模塊才能使用。
2.2 視覺(jué)檢測(cè)模塊
采用康耐視is2000 相機(jī),該相機(jī)有對(duì)應(yīng)的Insight視覺(jué)系統(tǒng),Insight 視覺(jué)系統(tǒng)是一款結(jié)構(gòu)小巧并可直接聯(lián)網(wǎng)的獨(dú)立視覺(jué)系統(tǒng)。該系統(tǒng)適用于工廠(chǎng)車(chē)間的自動(dòng)檢測(cè)、測(cè)量、產(chǎn)品識(shí)別以及機(jī)器人導(dǎo)航應(yīng)用程序。該視覺(jué)系統(tǒng)的所有型號(hào)都可以輕松地通過(guò)網(wǎng)絡(luò)使用直觀的用戶(hù)界面進(jìn)行遠(yuǎn)程配置。
2.3 傳輸單元模塊
傳輸單元采用G120 變頻器驅(qū)動(dòng)控制三相交流異步電動(dòng)機(jī)帶動(dòng)傳送帶運(yùn)行,可以根據(jù)不同任務(wù)的要求,實(shí)現(xiàn)傳送帶的不同速度運(yùn)行,控制方法簡(jiǎn)單。
2.4 工業(yè)機(jī)器人搬運(yùn)模塊
采用ABB 機(jī)器人IRB 120 型號(hào),IRB 120 具有敏捷、緊湊、輕量的特點(diǎn)[4],控制精度與路徑精度俱優(yōu),是物料搬運(yùn)與裝配應(yīng)用的理想選擇,同時(shí)機(jī)器人直接以太網(wǎng)通訊,方便與PLC 直接進(jìn)行數(shù)據(jù)的交換。
2.5 HMI 觸摸模塊
采用西門(mén)子TP700 精致面板,西門(mén)子TP700 人機(jī)界面是為實(shí)現(xiàn)高性能可視化應(yīng)用而設(shè)計(jì)的,具備舒適性、多功能和多集成接口的特點(diǎn)。方便快捷與PLC 進(jìn)行通訊連接,用來(lái)對(duì)物料搬運(yùn)及分揀系統(tǒng)進(jìn)行監(jiān)控顯示。
3 系統(tǒng)軟件設(shè)計(jì)
3.1 工件信息的獲取
對(duì)于不同的工件,要進(jìn)行顏色和位置信息的提取,便與機(jī)器人讀取對(duì)應(yīng)的信息。該文以圖2 所示為列對(duì)工件的顏色和位置進(jìn)行識(shí)別操作,流程如下。

圖2 檢測(cè)工件
1)打開(kāi)Insight 軟件并連接相機(jī),注意電腦端IP地址和相機(jī)的IP 地址網(wǎng)段要一致,不一致會(huì)導(dǎo)致Insight 軟件無(wú)法連接相機(jī)。
2)成功連接后進(jìn)行參數(shù)的設(shè)置,根據(jù)實(shí)際的工作環(huán)境進(jìn)行曝光時(shí)間、光照強(qiáng)度參數(shù)設(shè)置,確保Insight軟件上能清晰顯示工件,觸發(fā)器方式選擇以太網(wǎng)觸發(fā)。
3)工件顏色和位置識(shí)別操作,顏色識(shí)別是在“檢查部件”下的“顏色像素技術(shù)”進(jìn)行設(shè)置;位置識(shí)別在“定位部件”下的“圖案”進(jìn)行設(shè)置。
4)通訊模式的設(shè)置,相機(jī)與PLC 之間是Profinet通訊,設(shè)備欄選擇添加PLC/Motion 控制器,制造商選擇Siemens,協(xié)議選擇PROFINET 協(xié)議。
5)格式輸出結(jié)果設(shè)置,對(duì)顏色結(jié)果和位置信息進(jìn)行結(jié)果數(shù)據(jù)輸出。
3.2 相機(jī)與PLC 之間通信
康耐視is2000 相機(jī)與S7-1200 PLC 之間是Profinet 通訊,在博圖軟件下進(jìn)行相機(jī)模塊的添加,相機(jī)模塊就成了PLC 的擴(kuò)展模塊,同時(shí)在Insight 軟件里面設(shè)置檢測(cè)工件的顏色、位置等信息輸出結(jié)果數(shù)據(jù),這樣工件的顏色和位置數(shù)據(jù)就自動(dòng)保存到相機(jī)模塊的存儲(chǔ)器里面了,不需要寫(xiě)通訊程序,PLC 就可以直接讀取,非常的方便。注意在博圖軟件里添加相機(jī)模塊,相機(jī)模塊的名字和IP 地址一定要和Insight 軟件里通訊設(shè)置名字和IP 地址要一致,不一致下載程序后PLC 會(huì)報(bào)錯(cuò)。
3.3 工業(yè)機(jī)器人與PLC 之間通訊
考慮到交換的數(shù)據(jù)較多和類(lèi)型不同,工業(yè)機(jī)器人與S7-1200 采用以太網(wǎng)Socket 通訊,機(jī)器人作為客戶(hù)端,PLC 一端作為服務(wù)器端。PLC 一端以太網(wǎng)網(wǎng)口網(wǎng)線(xiàn)連接到機(jī)器人控制柜X5(LAN3)口,實(shí)現(xiàn)以外網(wǎng)通信硬件的連接,機(jī)器人通信程序如下所示,PLC 通信程序如圖3 所示。注意ABB 機(jī)器人里傳輸?shù)臄?shù)據(jù),如果數(shù)據(jù)類(lèi)型大于或等于2 個(gè)字節(jié)的,PLC 接收到后數(shù)據(jù)變成高位(比如機(jī)器人發(fā)int 類(lèi)型值1,PLC 接收到變成256),需要進(jìn)行高低位轉(zhuǎn)換;PLC 發(fā)送給機(jī)器人數(shù)據(jù),如果數(shù)據(jù)類(lèi)型大于或等于2 個(gè)字節(jié)的,在發(fā)送器先需要進(jìn)行高位轉(zhuǎn)換再發(fā)送(比如PLC 發(fā)int 類(lèi)型值1,先進(jìn)行低位轉(zhuǎn)換成高位256 再發(fā)送,這時(shí)候機(jī)器人接收到的數(shù)據(jù)才是1)。

圖3 PLC 通信程序
機(jī)器人通信程序:
PROC main()
Initial;
SocketClose socket1;
WaitTime 1;
SocketCreate socket1;
SocketConnect socket1,“192.168.101.13”,2001;
WHILE TRUE DO
SocketReceive socket1RawData:=receivedata;
UnPack;
WaitTime 0.25;
Pack;
SocketSend socket1RawData: =senddata;
WaitTime 0.25;
ENDWHILE
ERROR
RETURN ;
ENDPROC
3.4 人機(jī)界面設(shè)計(jì)
本控制系統(tǒng)采用TP700 精致面板觸摸屏進(jìn)行運(yùn)行模式選擇及系統(tǒng)的啟動(dòng)和急停控制,也用來(lái)對(duì)物料搬運(yùn)、傳送及分揀系統(tǒng)進(jìn)行顯示與監(jiān)控,還統(tǒng)計(jì)已完成分揀的不同類(lèi)別的物料數(shù)量。觸摸屏組態(tài)畫(huà)面如圖4 所示。
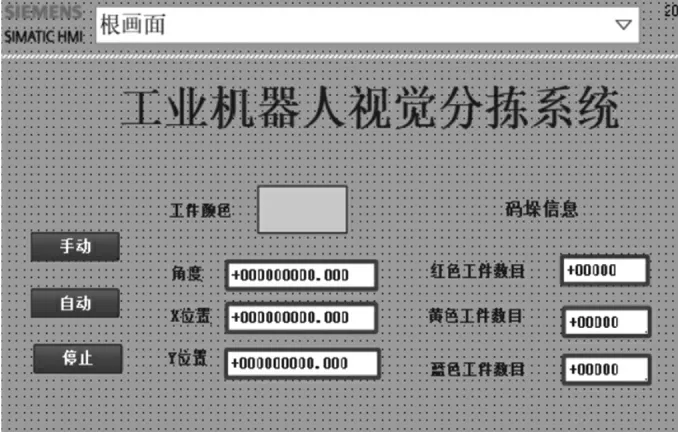
圖4 HMI 監(jiān)控畫(huà)面
4 核心算法
4.1 工件實(shí)際尺寸與像素比標(biāo)定
相機(jī)標(biāo)定是非常重要的環(huán)節(jié),關(guān)系到視覺(jué)系統(tǒng)是否能準(zhǔn)確的定位和有效計(jì)算目標(biāo)物。相機(jī)的標(biāo)定分為2 種,一是相機(jī)自標(biāo)定;二是依賴(lài)于標(biāo)定參照物的標(biāo)定方法[5]。
本文研究的是平面工件的抓取,只需知道工件變化后的坐標(biāo)值X、Y 以及繞Z 軸旋轉(zhuǎn)角度A,然后進(jìn)行平移后的抓取。由于相機(jī)拍照處理后的信息單位是像素,機(jī)器人抓取時(shí)的位置信息單位是mm,需要進(jìn)行工件實(shí)際尺寸與像素比的標(biāo)定。實(shí)際尺寸與像素比是指工件的實(shí)際尺寸和相機(jī)拍照所得的工件尺寸像素的比值,這里選用標(biāo)準(zhǔn)件進(jìn)行圖像處理,通過(guò)Insight Explorer 軟件測(cè)得工件的圓直徑像素值,用直尺測(cè)得工件的實(shí)際外圓直徑值,兩者相除就得到實(shí)際尺寸與像素比比值,其表達(dá)式為公式(1),其中K 為比列系數(shù),D為實(shí)際外圓直徑值,d 為外圓直徑像素值。
4.2 獲取工件實(shí)際位置信息
圖5 為機(jī)器人的基坐標(biāo)系和相機(jī)坐標(biāo)系的關(guān)系圖,通過(guò)圖片很容易看出兩者坐標(biāo)系是不一樣的。機(jī)器人抓取工件時(shí)采用“相對(duì)位置法”,在通過(guò)相機(jī)得到工件信息位置時(shí),就需要進(jìn)行坐標(biāo)系的轉(zhuǎn)換,轉(zhuǎn)化為機(jī)器人基坐標(biāo)系。兩者坐標(biāo)系關(guān)系為:相機(jī)坐標(biāo)系下的X軸信息對(duì)應(yīng)機(jī)器人的基坐標(biāo)系下的Y 軸負(fù)方向信息,相機(jī)坐標(biāo)系下的Y 軸信息對(duì)應(yīng)機(jī)器人的基坐標(biāo)系下的X 軸正方向信息。

圖5 機(jī)器人基坐標(biāo)系和相機(jī)坐標(biāo)系關(guān)系
公式(2)和(3)為PLC 工件位置計(jì)算公式,工件X方向的偏移就是相機(jī)Y 像素的偏差乘上比列系數(shù),工件Y 方向的偏移就是相機(jī)X 像素的偏差乘上比列系數(shù),再把對(duì)應(yīng)的計(jì)數(shù)值傳遞給機(jī)器人,機(jī)器人通過(guò)讀取對(duì)應(yīng)的數(shù)值就能達(dá)到參考點(diǎn)偏移后位置。
5 實(shí)驗(yàn)驗(yàn)證
為了檢驗(yàn)系統(tǒng)的準(zhǔn)確率,在光照環(huán)境一致的條件下進(jìn)行實(shí)驗(yàn),將紅、黃、藍(lán)3 種顏色的工件隨機(jī)放到井式供料里,通過(guò)推送氣缸將工件推出到傳送帶上方,保證工件的位置和旋轉(zhuǎn)角度是隨機(jī)的,傳送帶運(yùn)行把工件運(yùn)送到相機(jī)視野下方進(jìn)行拍照處理,通過(guò)相機(jī)拍照識(shí)別處理后,然后由工業(yè)機(jī)器人進(jìn)行分揀。實(shí)驗(yàn)過(guò)程中,記錄工件的識(shí)別率和錯(cuò)誤率,表1 為記錄的測(cè)試數(shù)據(jù)。實(shí)驗(yàn)結(jié)果表明,該系統(tǒng)能夠?qū)Σ煌伾墓ぜ_識(shí)別并完成自動(dòng)分揀,準(zhǔn)確率高于99.5%,達(dá)到了工業(yè)生產(chǎn)的需求,為企業(yè)生產(chǎn)提供了可行參考依據(jù)。

表1 測(cè)試數(shù)據(jù)
6 結(jié)束語(yǔ)
本文基于PLC、工業(yè)機(jī)器人以及視覺(jué)檢測(cè)技術(shù)等,搭建了一套工業(yè)機(jī)器人視覺(jué)分揀系統(tǒng),實(shí)現(xiàn)工件分揀過(guò)程全自動(dòng)化。首先分析了工業(yè)機(jī)器人分揀系統(tǒng)的總體設(shè)計(jì)和系統(tǒng)控制流程,然后再介紹其硬件設(shè)計(jì)和軟件設(shè)計(jì),并對(duì)其系統(tǒng)的關(guān)鍵核心算法進(jìn)行了詳細(xì)的說(shuō)明。最終通過(guò)實(shí)驗(yàn)運(yùn)行檢驗(yàn),該系統(tǒng)能正確識(shí)別不同顏色的工件并完成自動(dòng)分揀,運(yùn)行可靠,準(zhǔn)確率高于99.5%,達(dá)到了工業(yè)生產(chǎn)的需求。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會(huì)展(2014年4期)2014-11-27 07:46:46
建筑創(chuàng)作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32