差速器殼體內(nèi)表面感應(yīng)淬火工藝開發(fā)及應(yīng)用
2023-08-22 04:39:52牛恩來趙俊平余金科吳永強(qiáng)樊曉光王祖勇
金屬加工(熱加工) 2023年8期
關(guān)鍵詞:工藝
牛恩來,趙俊平,余金科,吳永強(qiáng),樊曉光,王祖勇
東風(fēng)商用車技術(shù)中心 湖北十堰 442001
1 序言
差速器是汽車運(yùn)動(dòng)中的重要零部件,為了實(shí)現(xiàn)差速功能,車橋生產(chǎn)廠家都采用復(fù)雜的差速器結(jié)構(gòu),如圖1所示。差速器的工作原理為當(dāng)汽車直線行駛時(shí)差速器作為一個(gè)整體,行星齒輪是隨差速器殼體一起旋轉(zhuǎn)的,行星齒輪與差速器殼體之間沒有相對(duì)運(yùn)動(dòng);當(dāng)汽車拐彎或在崎嶇不平的道路上行駛時(shí),左右兩側(cè)的車輪有速度差,行星齒輪相對(duì)于差速器殼體做相對(duì)運(yùn)動(dòng),行星齒輪與差速器殼體之間就有了摩擦。同時(shí)在差速器工作過程中,行星齒輪和半軸齒輪這兩個(gè)錐齒輪間作用著很大的軸向力,而差速器殼體的主要作用為支撐和限制行星齒輪工作[1]。

圖1 差速器內(nèi)部結(jié)構(gòu)及差速器殼體
2 差速器殼體的失效形式
某型差速器如圖1所示。
在實(shí)際工作中,由于零部件精度、裝配工藝等因素的影響,使行星齒輪與差速器殼體之間的間隙不能保持一致,惡劣的服役條件致使墊片及差速器殼體磨損比較嚴(yán)重,甚至出現(xiàn)磨損穿孔的現(xiàn)象,最終導(dǎo)致差速器總成失效,如圖2所示。為了減輕摩擦,延長齒輪與差速器殼體的使用壽命,通常在齒輪的背面與差速器殼體之間設(shè)計(jì)了由軟鋼、青銅或尼龍等材料制成的墊片,以避免齒輪與差速器殼體直接接觸,從而保護(hù)差速器殼體,這種墊片結(jié)構(gòu)雖有一定的效果,但并不能徹底解決墊片及差速器殼體磨損問題。
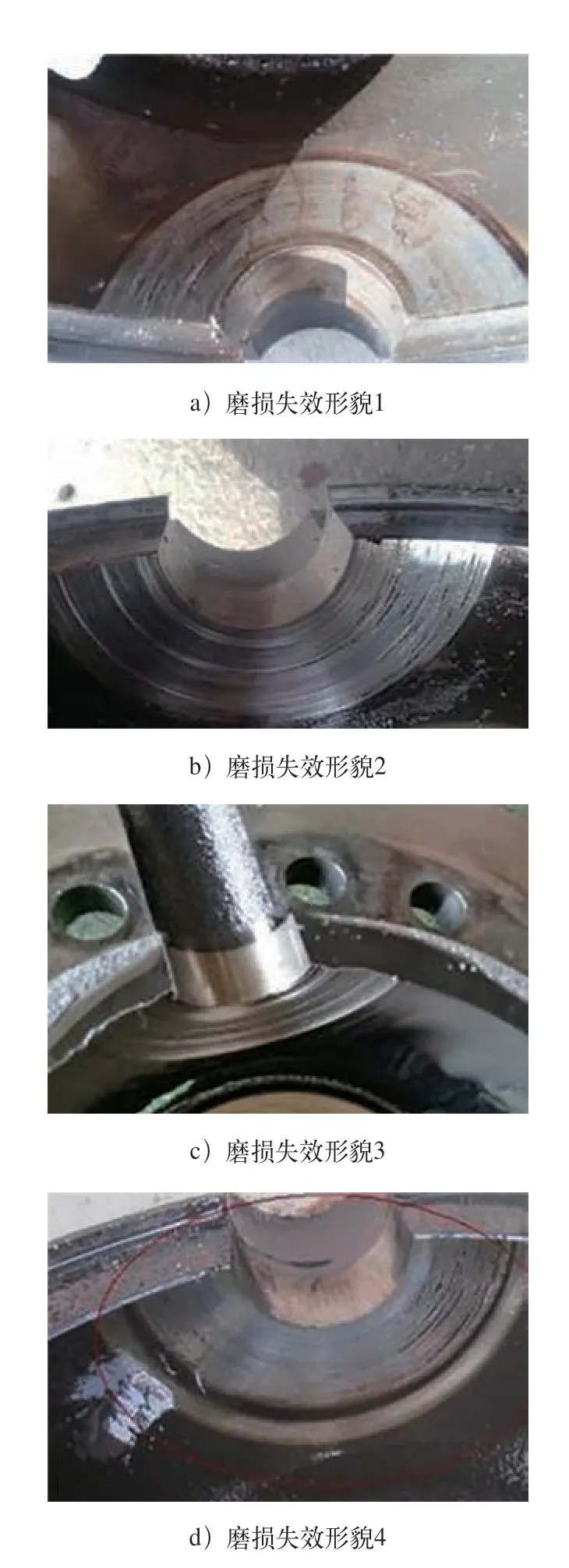
圖2 差速器殼體磨損失效情況
研究人員嘗試采用氣體滲氮墊片解決墊片磨損問題[2],但是差速器殼體磨損失效問題仍未徹底解決;相關(guān)摩擦學(xué)研究表明,當(dāng)形成摩擦副的兩構(gòu)件硬度比值介于0.7~1.3時(shí),摩擦性能最佳[3]。由于本文中差速器行星齒輪為滲碳淬火(表面硬度58~63HRC)、墊片為滲氮處理(表面硬度為500~550 HV0.2)、差速器殼體為鑄態(tài)(硬度為200~250HBW),差速器殼體的硬度在此摩擦副中是最低的,實(shí)際使用中最終會(huì)因磨損而失效,因此需開發(fā)差速器殼體內(nèi)表面強(qiáng)化工藝,提高差速器殼體內(nèi)表面的硬度,以達(dá)到合理的硬度比,從而提高差速器殼體的使用壽命。
3 差速器殼體感應(yīng)淬火方案分析
差速器殼體材料為QT500-7,零件為鑄態(tài),無任何預(yù)備熱處理,其工作面為內(nèi)壁的內(nèi)球面,且均布4個(gè)銷孔,總體上為帶缺口的薄壁件,感應(yīng)淬火工藝開發(fā)存在一定的難度。
(1)方案1 采用環(huán)形淬火感應(yīng)器加熱。
采用環(huán)形感應(yīng)器加熱時(shí)產(chǎn)生的感應(yīng)電流為環(huán)形流動(dòng)[4]。當(dāng)零件是完整的圓形時(shí),采用這種感應(yīng)器加熱是沒有問題的。但由于差速器殼體有4個(gè)銷孔,電流的分布不均勻,如圖3所示。電流在孔下沿集中,而在孔上部的邊角部位沒有電流,其結(jié)果是下部產(chǎn)生嚴(yán)重過熱、過燒現(xiàn)象,而上部溫度不夠,得不到均勻的硬化層,故此方案不可行。
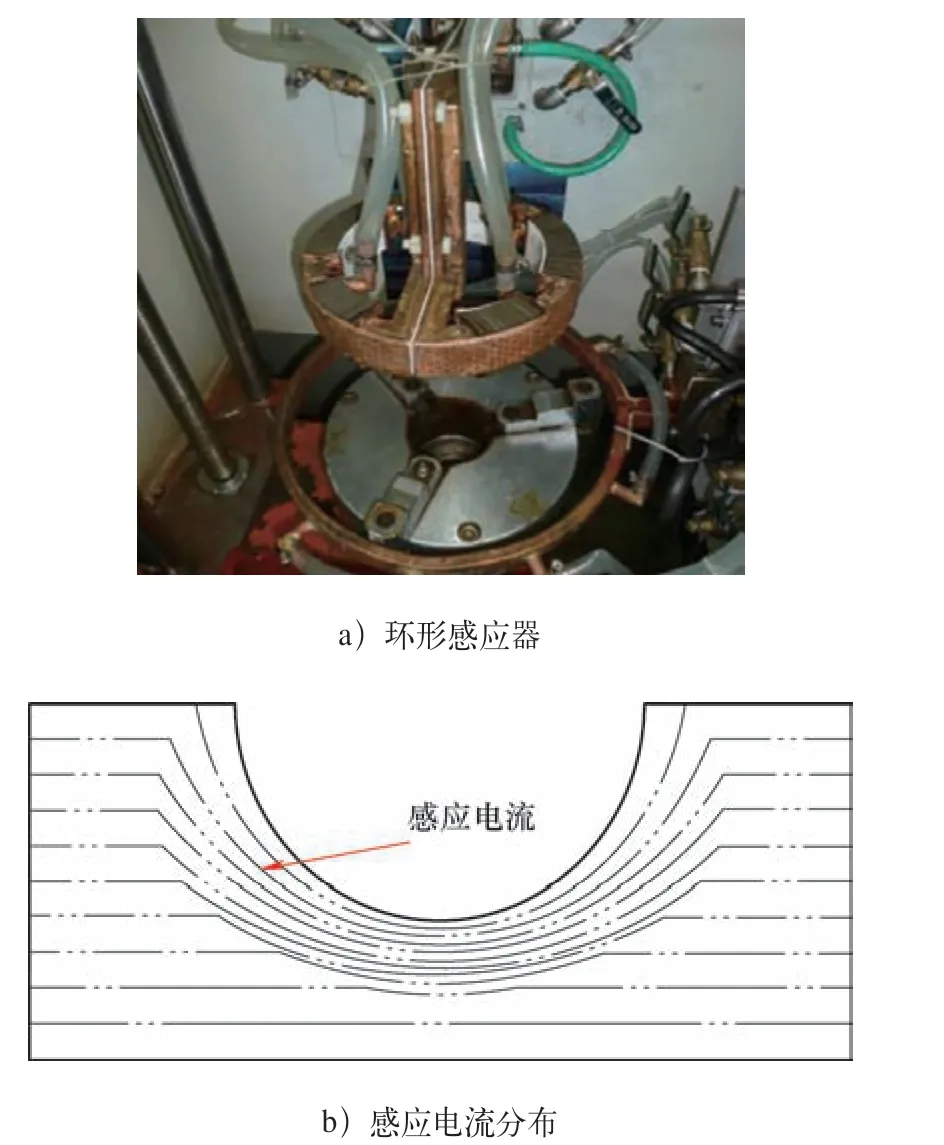
圖3 環(huán)形感應(yīng)器加熱及感應(yīng)電流分布
(2)方案2 采用沿銷孔圓周分布的半圓形感應(yīng)器加熱。
為實(shí)現(xiàn)感應(yīng)電流沿銷孔均勻分布,設(shè)計(jì)半圓形外觀的沿銷孔圓周分布的環(huán)形感應(yīng)器,如圖4所示。在理論上可以得到所需要的局部均勻淬硬層,但實(shí)際工藝調(diào)試中發(fā)現(xiàn)半圓形感應(yīng)器在不同位置上間隙調(diào)整非常困難,電流在環(huán)形效應(yīng)下集中在孔邊緣,使孔邊緣溫度過高,而外側(cè)溫度不足,此現(xiàn)象和方案1基本相似,因此此方案也不可行。
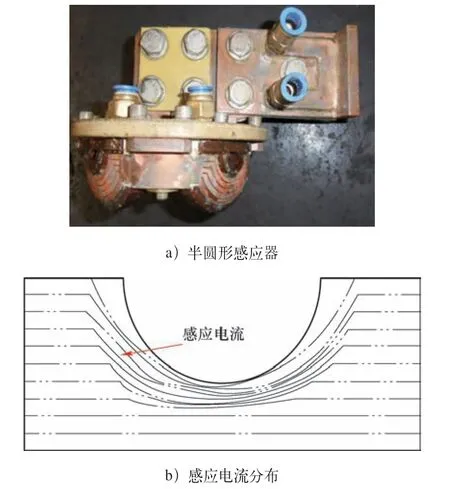
圖4 半圓形感應(yīng)器加熱及感應(yīng)電流分布
(3)方案3 采用U形感應(yīng)器加熱。
汲取方案1和方案2的經(jīng)驗(yàn)教訓(xùn),設(shè)計(jì)U形感應(yīng)器用于差速器殼體加熱,產(chǎn)生了縱向感應(yīng)電流,有效解決了加熱均勻性差的問題,這對(duì)帶缺口的薄壁件感應(yīng)加熱十分有利,U形感應(yīng)器及感應(yīng)電流分布如圖5所示。該方案中的感應(yīng)電流是沿零件縱向分布的,感應(yīng)電流在零件任何一處都不會(huì)集中,而且在孔的上沿也有與其他部位相同的電流密度,解決了加熱均勻性問題。感應(yīng)電流分布的設(shè)計(jì)是此方案中工藝開發(fā)成功的關(guān)鍵,因此此方案可行,可用于進(jìn)一步的工藝開發(fā)。
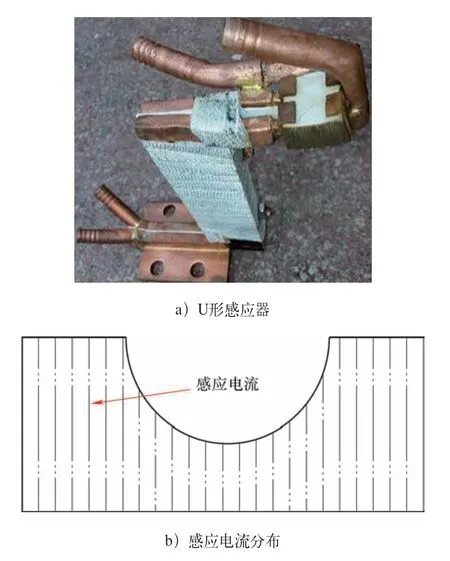
圖5 U形感應(yīng)器及感應(yīng)電流分布
4 差速器殼體感應(yīng)淬火工藝開發(fā)
4.1 感應(yīng)器的設(shè)計(jì)
利用方案3中縱向電流原理設(shè)計(jì)了專用的差速器殼體內(nèi)球面淬火感應(yīng)器。感應(yīng)器主要部分由加熱有效圈和淬火冷卻噴水器組成,如圖6所示。有效圈為一個(gè)U形線圈,其走向與零件軸向一致,對(duì)應(yīng)零件一面為弧形,在對(duì)應(yīng)零件加熱區(qū)加裝硅鋼片導(dǎo)磁體,以提高電效率。工藝調(diào)試結(jié)果顯示,這種結(jié)構(gòu)加熱均勻性較好,可滿足均勻加熱要求。淬火冷卻噴水器裝在有效圈后端,噴水孔與零件呈45°夾角,保證加熱后的區(qū)域能夠及時(shí)噴水淬火且噴出的水不會(huì)返到正在加熱區(qū)域內(nèi)。
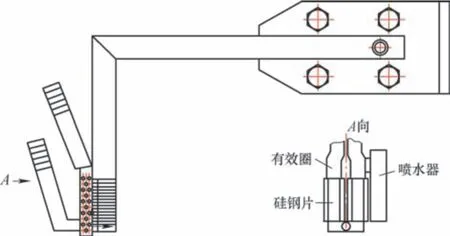
圖6 差速器殼體感應(yīng)淬火用U形感應(yīng)器結(jié)構(gòu)
4.2 淬火工藝調(diào)試
(1)試驗(yàn)設(shè)備及工藝方案的選定 試驗(yàn)設(shè)備選用300kW/50kHz IGBT電源,機(jī)床為通用立式淬火機(jī)床GC2405,工藝方案為零件整圈掃描感應(yīng)淬火。
(2)工藝參數(shù)的確定 經(jīng)過工藝試驗(yàn)調(diào)試,確定感應(yīng)淬火工藝參數(shù)為:電流I=260A,電壓U=280V,頻率f=10kHz,變壓器匝比8:1,加熱方式為零件旋轉(zhuǎn)掃描加熱淬火,旋轉(zhuǎn)速度為1r/min;由于差速器殼體材質(zhì)為球墨鑄鐵,因此淬火冷卻介質(zhì)采用清水,淬火水壓0.1MPa;淬火后低溫回火,溫度180℃,保溫2h。淬火場景如圖7所示。

圖7 差速器殼體感應(yīng)淬火場景
4.3 感應(yīng)淬火強(qiáng)化的結(jié)果分析
(1)淬火區(qū)域形貌 將感應(yīng)淬火強(qiáng)化差速器殼體樣品切樣分析,結(jié)果軸向淬火區(qū)域滿足需求,周向淬火區(qū)域連續(xù)均勻,軸向淬火區(qū)域滿足工作面需求。因零件采用整圈掃描感應(yīng)淬火,所以存在淬火起始位置與終止位置重疊區(qū)域,此重疊區(qū)域面積小,可將此區(qū)域控制在兩個(gè)銷孔之間的位置,不影響差速器殼體強(qiáng)化的效果。差速器殼體淬硬層深度為1.5~2.7mm,達(dá)到了預(yù)期強(qiáng)化的目的。軸向及周向淬火區(qū)域形貌如圖8所示。
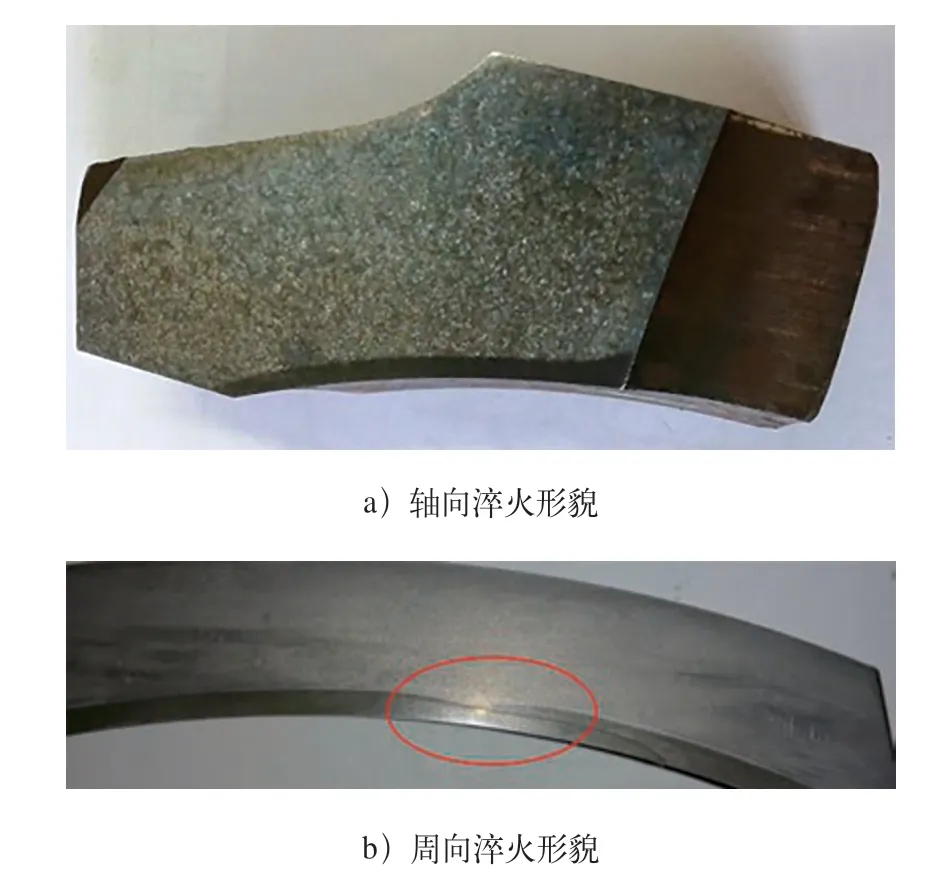
圖8 感應(yīng)淬火強(qiáng)化差速器殼體軸向及周向淬火形貌
(2)金相顯微組織檢測 差速器殼基體組織為珠光體+鐵素體+球狀石墨,其中珠光體含量40%左右,如圖9所示。
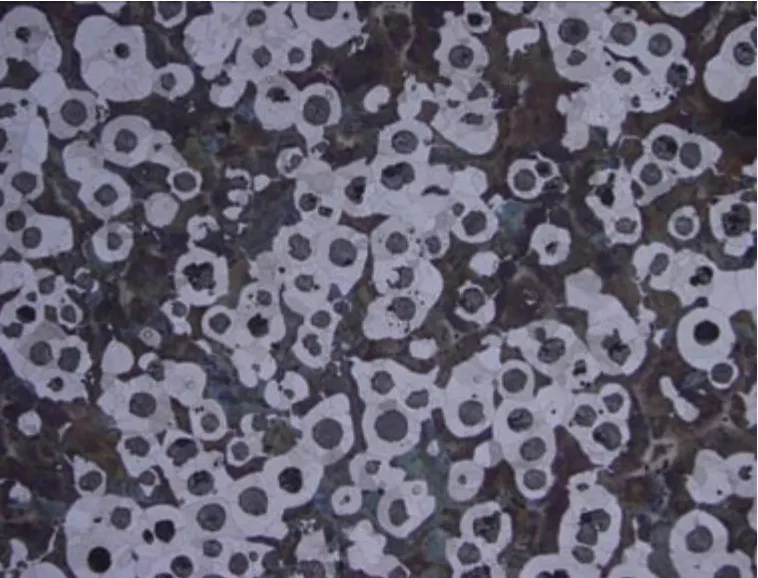
圖9 差速器殼基體金相組織(100×)
對(duì)淬火區(qū)域進(jìn)行金相顯微組織分析:差速器殼體淬硬區(qū)金相顯微組織為馬氏體+鐵素體+球狀石墨,如圖10所示。由于存在鐵素體等混合組織,通過硬度檢測,其表面硬度過低且硬度不均,未能達(dá)到預(yù)期強(qiáng)化目的。
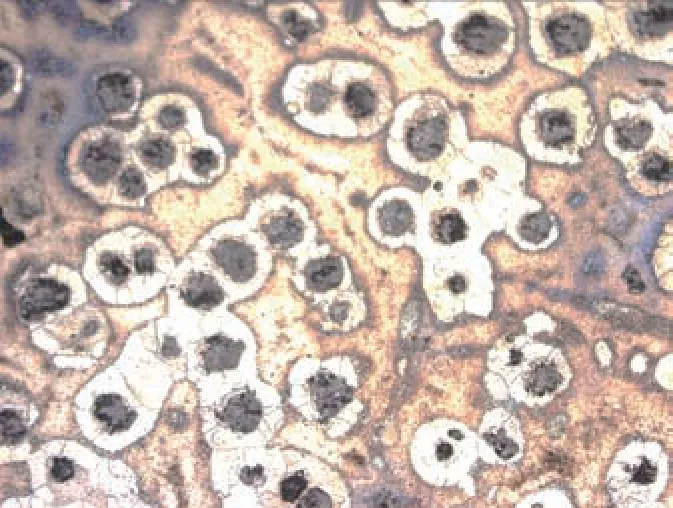
圖10 差速器殼直接淬火金相組織(200×)
相關(guān)研究表明,不同鑄態(tài)基體組織對(duì)感應(yīng)淬火的硬度、組織及硬化層深度有一定的影響[5]。相同淬火工藝,基體珠光體量含量高,淬火的殘留鐵素體量少,表面硬度高;反之,基體珠光體含量低,淬火后殘留鐵素體量多,表面硬度低。
由于本研究中的鑄態(tài)差速器殼體存在較高鐵素體含量,因此需在感應(yīng)淬火前進(jìn)行預(yù)備熱處理,即增加正火工序,增加基體珠光體含量,根據(jù)使用工況及成本需要,本工藝開發(fā)中的正火工序采用感應(yīng)正火,即采用感應(yīng)淬火感應(yīng)器僅對(duì)差速器殼體內(nèi)表面工作面進(jìn)行感應(yīng)正火,以提高需感應(yīng)淬火區(qū)域的基體珠光體含量。差速器殼體感應(yīng)正火+感應(yīng)淬火后,其金相組織為細(xì)針狀馬氏體+球狀石墨,如圖11所示。

圖11 差速器殼體感應(yīng)正火正火+感應(yīng)淬火金相組織(500×)
(3)硬度檢測 在零件淬火區(qū)域的不同部位進(jìn)行硬度檢測,沒有經(jīng)過感應(yīng)正火的差速器殼體感應(yīng)淬火后,其表面硬度存在不均勻現(xiàn)象,硬度為35~41HRC;而經(jīng)過感應(yīng)正火+感應(yīng)淬火的差速器殼體,其表面硬度比較均勻,硬度值為52~57HRC,此工藝能夠滿足表面強(qiáng)化需求。
5 感應(yīng)淬火強(qiáng)化差速器殼體變形量檢測
由于差速器殼體為帶缺口的薄壁形零件,對(duì)其感應(yīng)熱處理可能會(huì)導(dǎo)致其變形,因此利用三坐標(biāo)檢測設(shè)備對(duì)感應(yīng)淬火強(qiáng)化后的差速器殼體球徑及球心進(jìn)行變形檢測,結(jié)果見表1。
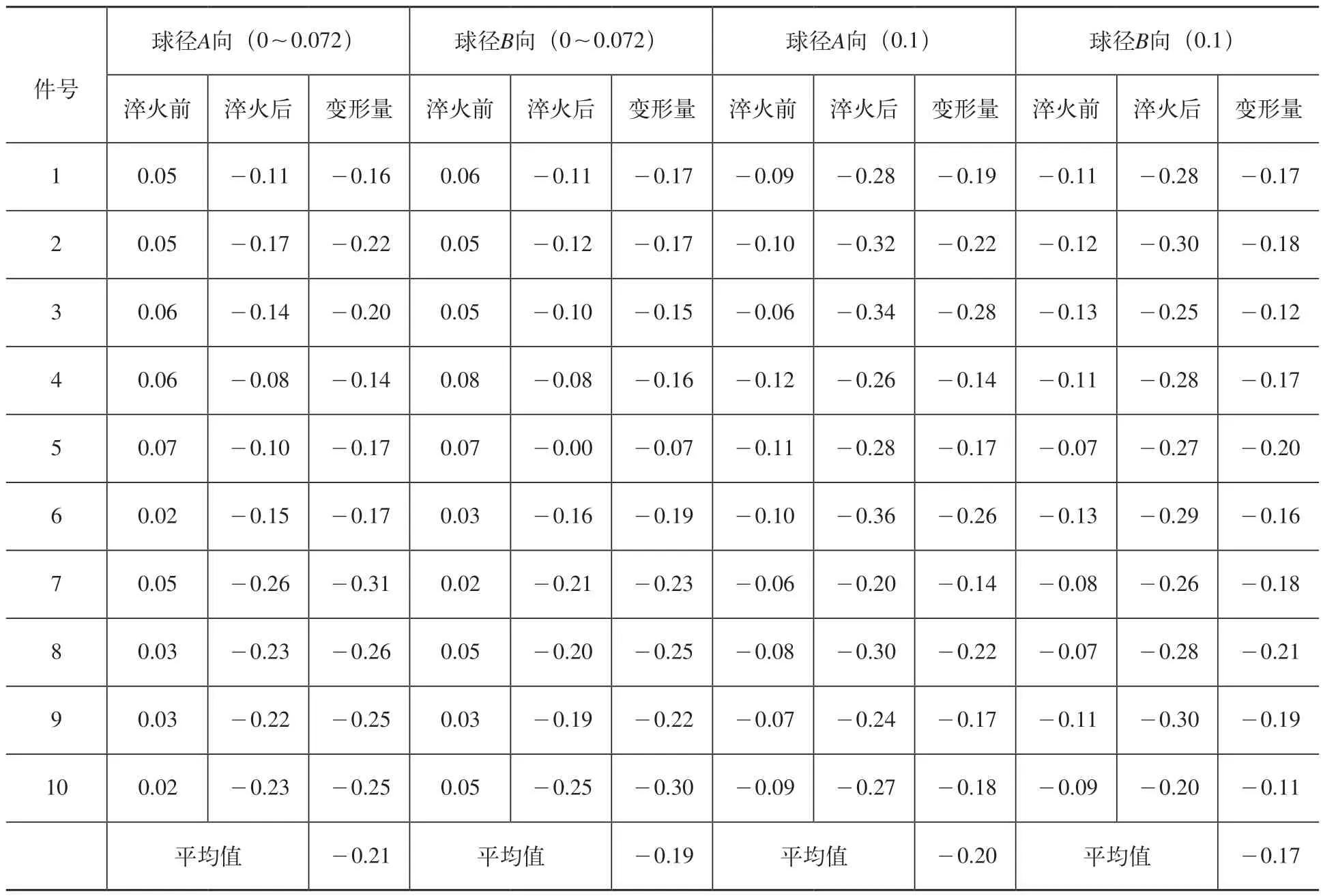
表1 差速器殼感應(yīng)熱處理前后變形量檢測結(jié)果 (mm)
通過差速器殼體變形量數(shù)據(jù)分析可得出,差速器殼體在感應(yīng)熱處理強(qiáng)化后因組織轉(zhuǎn)變及應(yīng)力等因素影響,其球向尺寸均存在縮徑現(xiàn)象,但是通過工藝參數(shù)優(yōu)化可將差速器殼體的變形量集中在一定范圍之內(nèi),后續(xù)可通過預(yù)留一定的變形量尺寸將感應(yīng)淬火后的差速器殼體控制在滿足尺寸要求的范圍內(nèi)。
6 摩擦磨損試驗(yàn)
將行星齒輪及模擬差速器殼體組成的摩擦副安裝在磨損試驗(yàn)機(jī)上進(jìn)行試驗(yàn),摩擦副(見圖12)受力方式盡可能模擬實(shí)際工況,施加恒定的軸向載荷并使兩者之間旋轉(zhuǎn)運(yùn)動(dòng),測定某一循環(huán)基數(shù)下對(duì)磨件各自的磨損量,以評(píng)價(jià)其耐磨性能。其中模擬差速器殼體鑄態(tài)試樣與現(xiàn)生產(chǎn)差速器殼體是同爐澆注,其組織、硬度、結(jié)合面尺寸與現(xiàn)生產(chǎn)殼體一致;感應(yīng)淬火強(qiáng)化差速器殼體試樣采用上述現(xiàn)生產(chǎn)差速器殼體相同的強(qiáng)化工藝,從而使模擬差速器殼體試樣的組織、硬度、結(jié)合面尺寸與現(xiàn)生產(chǎn)差速器殼體保持一致,摩擦副中的行星輪為現(xiàn)生產(chǎn)中使用行星輪,從而使摩擦副磨損性能具有可比性。

圖12 摩擦副組成示意
本次摩擦磨試驗(yàn)條件為:軸向載荷施加壓力為3980N,相對(duì)旋轉(zhuǎn)總轉(zhuǎn)數(shù)500萬r,試驗(yàn)開始前及結(jié)束后分別用精密天平對(duì)摩擦副進(jìn)行稱重,磨損量見表2。
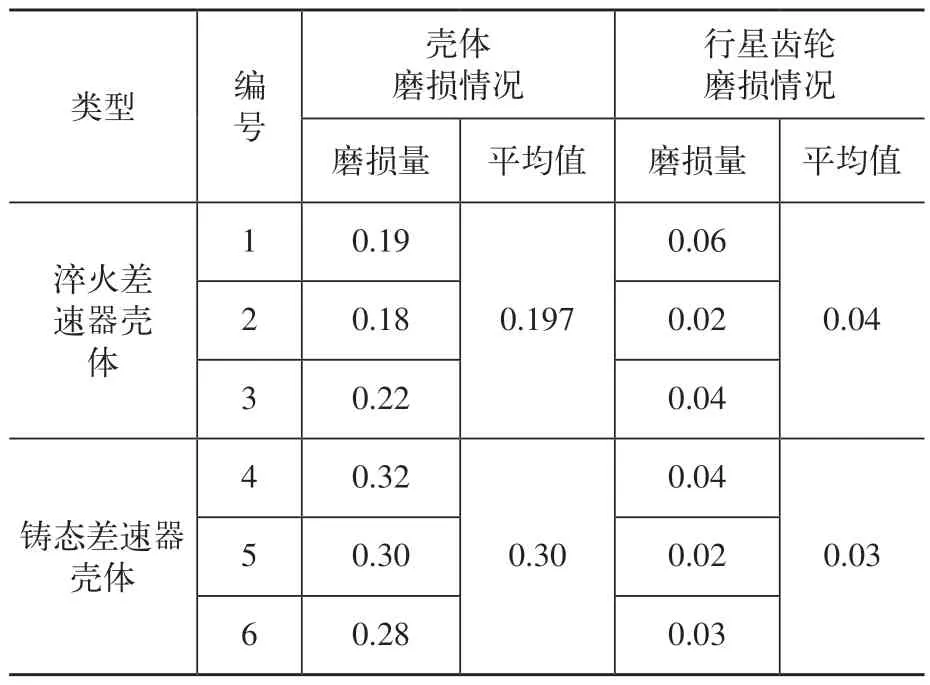
表2 差速器殼體試樣磨損試驗(yàn)結(jié)果 (g)
通過對(duì)比鑄態(tài)差速器殼體試樣與感應(yīng)淬火強(qiáng)化差速器殼體試樣兩種摩擦副的磨損量,可以看出行星齒輪的磨損量基本相當(dāng),而鑄態(tài)差速器殼體磨損量為0.30g,感應(yīng)淬火強(qiáng)化差速器殼體磨損量為0.197g,其磨損量相對(duì)于鑄態(tài)差速器殼體磨損量明顯降低,是鑄態(tài)差速器殼體磨損量的65.7%,這說明感應(yīng)淬火強(qiáng)化差速器殼體耐磨性能顯著提高。
7 臺(tái)架試驗(yàn)
將感應(yīng)淬火強(qiáng)化差速器殼體裝配成差速器總成進(jìn)行疲勞試驗(yàn),以考核差速器總成的疲勞壽命,為產(chǎn)品的進(jìn)一步改進(jìn)及質(zhì)量提升提供依據(jù)。臺(tái)架試驗(yàn)依照差速器殼體考核標(biāo)準(zhǔn)進(jìn)行,將臺(tái)架試驗(yàn)完成后的差速器總成進(jìn)行拆解。結(jié)果表明,差速器殼體及行星輪完好通過臺(tái)架試驗(yàn),差速器殼體內(nèi)表面僅在工作區(qū)域內(nèi)有一定的磨痕,如圖13所示。
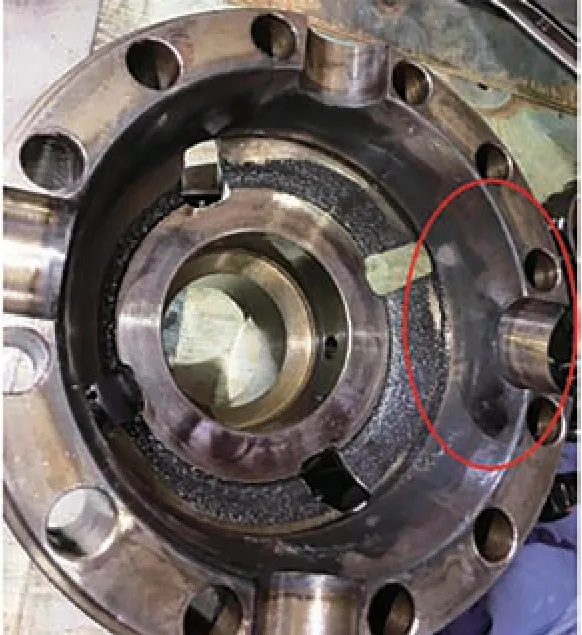
圖13 總成臺(tái)架試驗(yàn)后的感應(yīng)淬火強(qiáng)化差速器殼體
8 道路試驗(yàn)
感應(yīng)淬火強(qiáng)化差速器殼體裝配總成后進(jìn)行了2000k m極其苛刻全程差速道路試驗(yàn)(考核目標(biāo)1000km),差速器殼體通過了最終的路試,耐磨效果非常理想。感應(yīng)淬火強(qiáng)化差速器殼體應(yīng)用于某類型橋上,成功解決了差速器殼體長期磨損問題,經(jīng)過約一年多小批量裝車路試跟蹤,幾乎未發(fā)生差速器殼體磨損的相關(guān)失效現(xiàn)象。感應(yīng)淬火強(qiáng)化差速器殼體的各項(xiàng)技術(shù)指標(biāo)均已達(dá)到設(shè)計(jì)要求,從很大程度上體現(xiàn)了感應(yīng)淬火強(qiáng)化工藝的優(yōu)越性和先進(jìn)性。
9 結(jié)束語
1)通過對(duì)差速器殼體的服役條件及失效形式進(jìn)行分析,提出差速器殼體內(nèi)球面感應(yīng)淬火強(qiáng)化工藝,并對(duì)比分析不同的感應(yīng)加熱方式,最終確定為整圈掃描感應(yīng)淬火。
2)通過多輪次工藝試驗(yàn)調(diào)試開發(fā)出感應(yīng)正火+掃描感應(yīng)淬火的差速器殼體內(nèi)球面強(qiáng)化工藝,并通過優(yōu)化感應(yīng)淬火強(qiáng)化工藝及調(diào)整熱前機(jī)加工序尺寸參數(shù),可將感應(yīng)熱處理強(qiáng)化差速器殼體的變形量控制在技術(shù)要求范圍內(nèi)。
3)確定了差速器殼體最終的感應(yīng)淬火強(qiáng)化技術(shù)要求:淬火區(qū)域?yàn)閮?nèi)球面全部淬火且淬火起始位置位于兩個(gè)銷孔中間;淬硬層深度為1.5~2.7mm;淬硬層硬度為52~57HRC;淬硬層金相組織為細(xì)針狀馬氏體+球狀石墨。
4)感應(yīng)淬火強(qiáng)化差速器殼體通過了摩擦磨損試驗(yàn)、臺(tái)架試驗(yàn)及道路試驗(yàn)驗(yàn)證,成功解決了差速器殼體長期磨損問題,體現(xiàn)出感應(yīng)淬火強(qiáng)化工藝的優(yōu)越性和先進(jìn)性,此強(qiáng)化方式可以在其他相類似的薄壁零件上進(jìn)行推廣應(yīng)用。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52