PROTOS70 卷接機組搓接裝置改進
2023-08-29 01:40:36袁由柱
設備管理與維修 2023年13期
袁由柱,方 勇
(1.安徽中煙工業有限責任公司蚌埠卷煙廠,安徽蚌埠 233000;2.上海方禹機電科技有限公司,上海 200433)
1 研究背景
PROTOS70 卷接機組是目前國內煙草行業卷煙生產的主要卷接設備。搓接裝置由搓板輪和搓板組成,主要作用是使水松紙紙片包裹組煙,從而形成雙倍長度的濾嘴卷煙,是卷接機組中非常重要的功能部件,其結構對卷煙質量有很大影響。
2 存在問題及分析
原PROTOS70 卷接機組搓接系統的工作原理:將預先粘好水松紙片的雙倍煙組經雙端靠攏鼓輪排列整齊后,傳送到搓板輪的承煙槽上,隨著搓板輪的轉動雙倍煙組到達7 點位置時,安裝在搓板前端的啟動規將雙倍煙組從承煙槽中取出進行滾卷,完成煙組的搓接。改造前搓接裝置實際位置如圖1 所示,搓接系統位置如圖2 所示。

圖1 改造前搓接裝置實際位置

圖2 改造前搓接系統位置
造成搓接系統維護、調整困難的原因有以下7 個:
(1)當煙組被啟動規取出進入搓板滾卷時,煙組是被拋入的,如果搓板和搓板輪調整得不夠精確就會出現煙組滾卷瞬間停頓現象。
(2)搓板細密的橫紋極易被膠液沾滿,使煙組在滾卷過程中產生運動軌跡的變化。
(3)搓板中間鑲有合金的二次啟動規,加劇了膠垢的堆積。
(4)煙組搓接位置不合理,搓接位置位于搓板輪的7 點鐘方向,煙支在上升過程中完成搓接,俗稱“下搓”,搓接不夠順暢。
(5)搓板輪表面極易粘連膠垢,影響搓接質量,每次拆卸必須重新對位。
(6)搓板升降機構日常維修調整、保養不方便。調整搓板時維修人員要鉆到機身內仰視操作,搓板調整裝置依靠4 顆螺絲固定在墻板上,調整時需松開螺絲調整,搓板調整裝置會下墜,在搓板與搓板輪之間插入合適量棒,緊固螺絲后量棒可能無法拔出,即搓板與搓板輪之間距離變小,有時需反復調整,直到達到合適尺寸為止,增加了維修人員調整難度。操作人員清潔搓板時需彎腰清理表面積膠,增加操作工勞動強度。
(7)設備在剛啟動和停機時,不規則煙支留在搓板輪上,殘次品煙支易進入下道工序,增加質量控制難度。
3 改進前后的受力分析比較
搓接系統改進前后煙支組在搓煙輪與搓煙板之間運動的受力分析比較:
(1)搓接位置為下搓(7 點鐘方向)時,煙支組重力G 分解為G1、G2,搓板輪為順時針運轉,帶動煙支組沿V 方向滾動進行搓接,煙支組分解力G1與煙支滾動方向V 的受力P 是方向相反的,這樣會減小煙支搓接滾動的受力;即2 個力疊加后的力小于P,從而造成煙支滾動不順暢(圖3)。
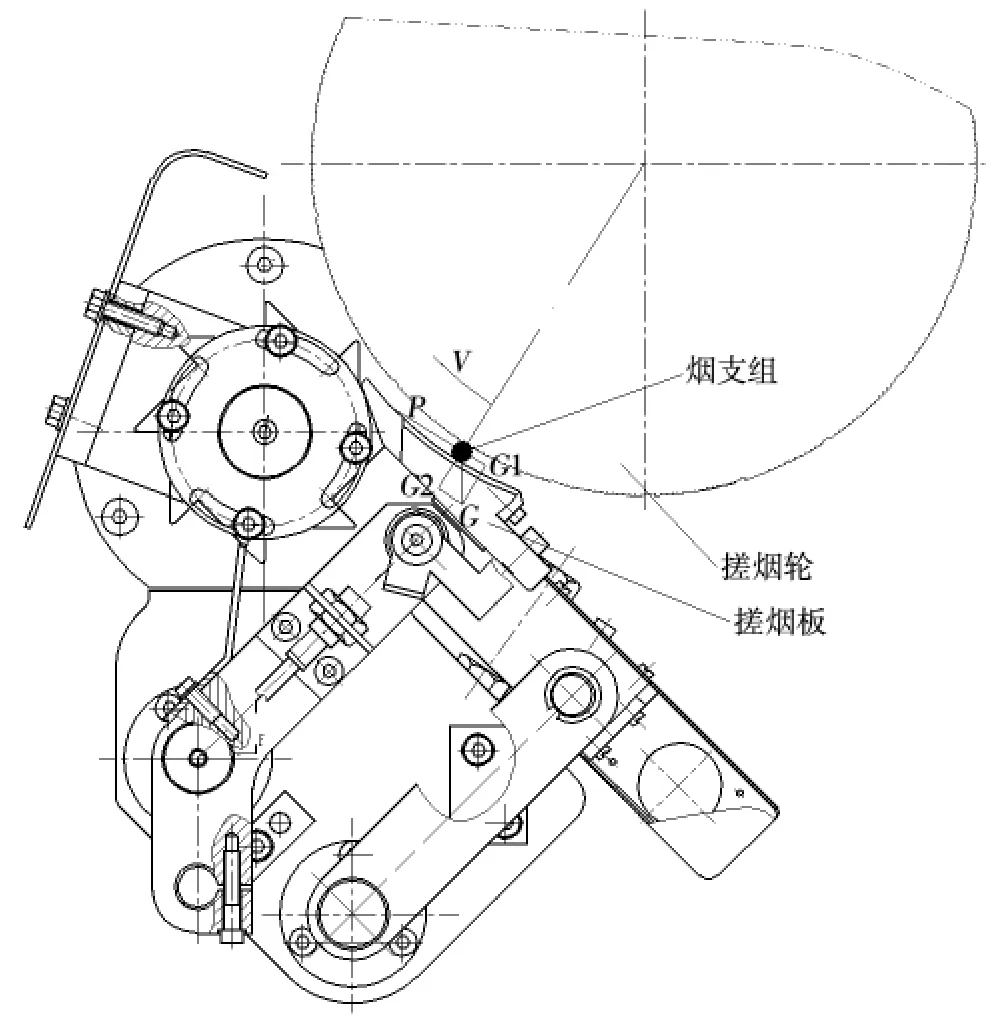
圖3 搓接系統改進前煙支組受力分析(下搓)
(2)搓接位置為上搓(5 點鐘方向)時,煙支組重力G 分解為G1、G2,搓煙輪為順時針運轉,帶動煙支組沿V 方向滾動進行搓接,煙支組分解力G1與煙支滾動方向V 的受力P 是方向相同的,這樣2 個力疊加后的力就會大于P,從而使煙支滾動更加順暢(圖4)。
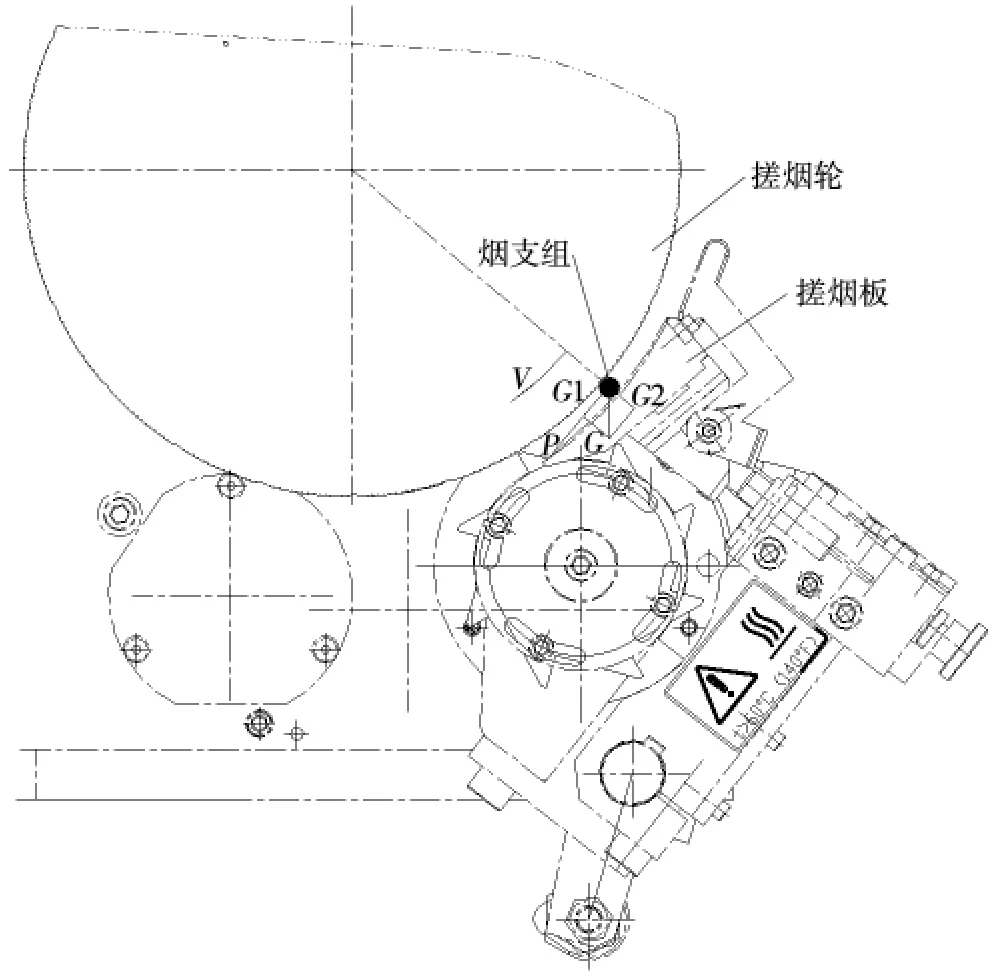
圖4 搓接系統改進前煙支組受力分析(上搓)
通過對煙支組在搓板輪與搓板之間的運動進行受力分析比較可知:搓接位置為上搓(5 點鐘方向)時優于下搓(7 點鐘方向)。
4 方案設計與實施
搓接系統工作方式由下搓改為上搓。新設計的卷接機組,如PROTOS90E、1-8、2-2、M5、M8 等機型,搓板位于相對于搓板輪5 點鐘的位置,采用上搓方式的搓板裝置,其支座多方位可調、對位簡便、維護方便,由于5 點位相對7 點位減少了組煙的空置時間,減少了煙支夾沫,由于上搓較下搓更順滑,降低了煙支搓接時的堵塞。搓接系統改進前如圖5 所示,搓接系統改進后如圖6 所示。
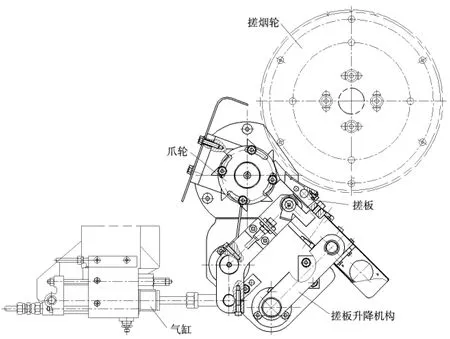
圖5 搓接系統改進前
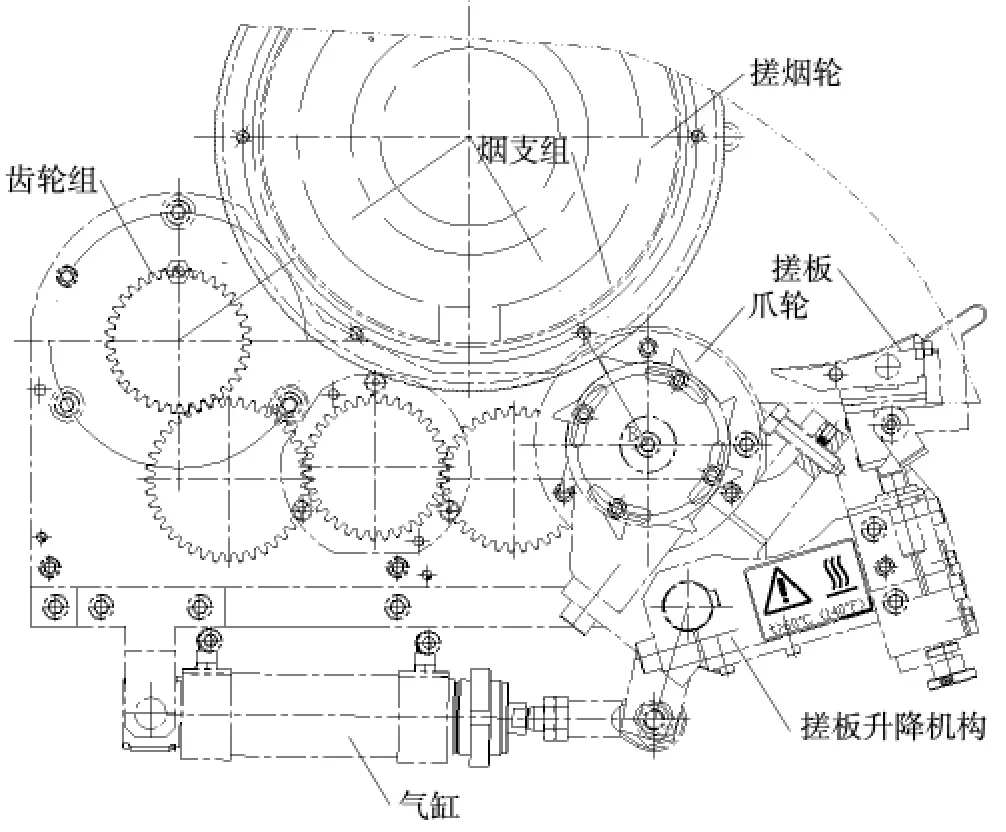
圖6 搓接系統改進后
(1)將下搓改進成上搓,改進的難點是解決歸位輪的動力傳遞問題,可以采用如下設計方案:重新設計一個傳動箱將原來PROTOS70 歸位輪的傳動引到改進后的位置,可采用同步帶傳動或齒輪傳動。本方案采用的是消除側隙的齒輪傳動方式(圖7)。
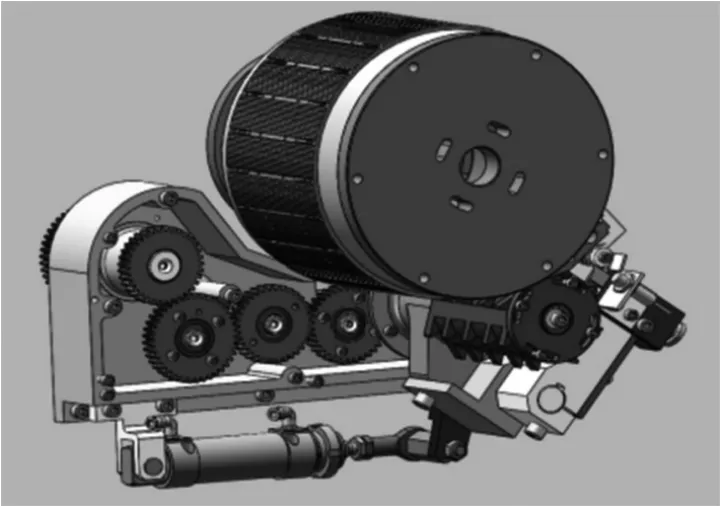
圖7 消除側隙的齒輪傳動方式
(2)采用模塊化設計,重新設計一整套歸位輪的傳動箱,齒輪箱內的5 個傳動齒輪間的側隙可以調整消除,這樣可以減少由于齒輪傳動鏈過長而影響歸位輪與搓板輪之間的位置變化。同時利用機器上原有歸位輪的孔來定位,并用原來的螺孔來固定安裝(只需增加4 個輔助固定的螺紋孔),可在拆除原有部件后快速安裝;剔除護罩內裝有3 個快速電磁閥與搓板輪氣閥上的3 個剔除管接頭相連,由電氣模塊控制3 個電磁閥動作來完成在搓板輪上剔除雙倍長煙支,歸位輪的傳動箱如圖8 所示。
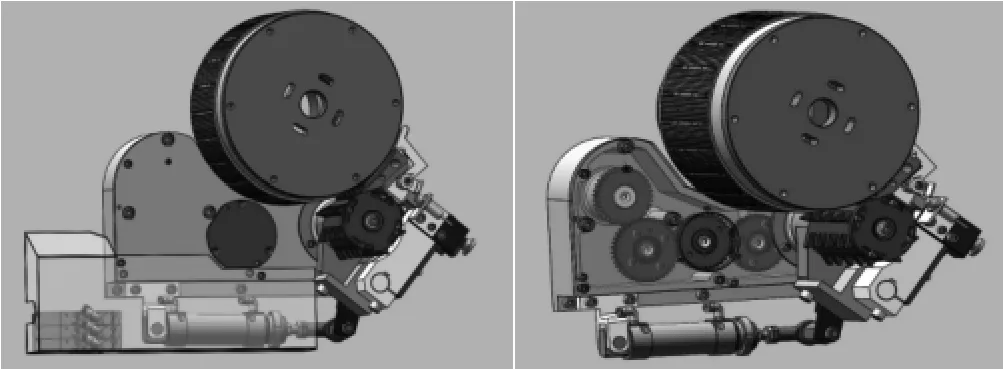
圖8 歸位輪的傳動箱
(3)可根據用戶要求,在搓接鼓輪的6 點位上增加剔除等功能。
5 改進效果
于2021 年9 月設計開發兩套不同規格的搓接裝置(一臺74 mm 短支煙、一臺84 mm常規煙支),滿足不同規格產品需要。并于2022年2 月進行現場安裝與調試,新設計的搓接系統明顯提高了搓板裝置調整精度,搓板裝置調整時間降低在10 min 內;杜絕了設備啟停時濾嘴處粘連雙層水松紙進入下道工序現象,提高煙支搓接質量。
6 結束語
PROTOS70 卷接機組搓接裝置的改進,利用新型卷接機組的上搓技術,將原有下搓方式改成上搓,組煙搓接更加順滑,夾沫頻次減少,更有利于煙支的搓接成型,同時增加搓板輪上的剔除功能,具備在搓煙輪上通過3 個高速電磁閥來準確剔除設備啟動和停機時殘次品雙倍長煙支的功能。能夠保證設備在高速啟停時減少搓板輪后面鼓輪的堵煙、亂煙現象,有利于提高設備運行的穩定性。改進后的裝置,調整和維護更加便捷,所用的零配件與主流機型一致,經濟性好,對提高卷煙質量和提高設備運行效率都有積極的作用。改進后提高搓板裝置調整精度,每次搓板裝置調整時間降低10 min。降低搓板堵塞頻次,提高設備效率,提高產量。減少煙支夾沫頻次,降低煙支殘次品率,提高煙支搓接質量。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
計算機應用(2021年1期)2021-01-21 03:22:38
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
