提高水電站600 MPa級(jí)高強(qiáng)鋼鋼管制造安裝質(zhì)量
2023-08-30 05:46:52李萬(wàn)有,楊小軍
四川水力發(fā)電 2023年4期
李 萬(wàn) 有, 楊 小 軍
(1.大唐雅安電力開發(fā)有限公司,四川 雅安 625500;2.四川二灘國(guó)際工程咨詢有限責(zé)任公司,四川 成都 611132)
1 工程概況
鍋浪蹺水電站系青衣江一級(jí)支流天全河梯級(jí)開發(fā)中的龍頭電站,位于四川省雅安市天全縣紫石鄉(xiāng)境內(nèi),距縣城37 km,為單一發(fā)電工程。本工程為混合式開發(fā),壩址位于兩河口下游約700 m處,廠址位于下游約11 km處的傍海腔,與在建的腳基坪電站銜接。電站裝機(jī)3×70 MW,水庫(kù)正常蓄水位1 280.00 m,總庫(kù)容1.84億m3,具有年調(diào)節(jié)能力。
電站引水系統(tǒng)壓力鋼管工程設(shè)計(jì)總長(zhǎng)度772.84 m,分別由主管、岔管、支管三部分組成,其中主管直徑為5 000 mm。鋼管主要包括:上平段、上豎井段、中平段、下豎井段和下平段。支管為直徑2 700 mm,支管分為1、2、3號(hào),岔管分為1、2號(hào)。設(shè)計(jì)工程總量約4 020 t。
電站壓力鋼管制造安裝設(shè)計(jì)單位為四川省水利水電勘測(cè)設(shè)計(jì)研究院,施工單位為中國(guó)水利水電第十工程有限公司,監(jiān)理單位為二灘國(guó)際監(jiān)理工程咨詢有限責(zé)任公司,業(yè)主單位為大唐雅安電力有限公司天全分公司,第三方檢測(cè)和評(píng)價(jià)單位為水電五局金屬檢測(cè)實(shí)驗(yàn)室。
2 壓力鋼管制造安裝質(zhì)量控制措施
2.1 焊前檢查及工藝評(píng)定
在鋼管制造時(shí),監(jiān)理工程師主要對(duì)承包人提供的設(shè)備和儀器配置、焊接人員資質(zhì)、《焊接工藝評(píng)定》及具備可操作性的《焊接工藝指導(dǎo)書》進(jìn)行審核。
鍋浪蹺水電站引水系統(tǒng)壓力鋼管制造的鋼管板材為舞陽(yáng)鋼鐵有限公司生產(chǎn),材質(zhì)為Q345R和07MnMoVR 高強(qiáng)鋼,以正火工況交貨。其板材化學(xué)成分含有C、Si、Mn、P、V、S、Mn、Ti等多種化學(xué)元素,在壓力鋼管的板材進(jìn)場(chǎng)后,要求承包人按照制造合同約定的規(guī)定進(jìn)行分批次、按張數(shù)100%比例進(jìn)行超聲波(UT)檢測(cè)。
對(duì)于板材厚度20~50 mm的Q345R和07MnMoVR 高強(qiáng)鋼,其焊接面均采用不對(duì)稱X坡口,對(duì)于引水系統(tǒng)下平段、下豎井段及岔管選用的高強(qiáng)鋼經(jīng)下料、卷板、對(duì)圓、坡口打磨后進(jìn)行現(xiàn)場(chǎng)手工焊接,焊接材料為J607RH ( E6015 - G) 超低氫鈉型焊條,對(duì)于中平段、上豎井段、上平段及支管選用的Q345R鋼及Q345R鋼與高強(qiáng)鋼連接焊縫使用H507焊條進(jìn)行焊接。
在制造安裝前,督促承包人對(duì)相關(guān)材料進(jìn)行了焊接工藝評(píng)定,并委托西南交大實(shí)驗(yàn)室進(jìn)行了焊接接頭力學(xué)性能檢測(cè)和晶相檢測(cè)。根據(jù)鋼管材料種類和接頭形式進(jìn)行不同組別的焊接工藝評(píng)定試驗(yàn),并形成評(píng)定報(bào)告。
2.2 壓力鋼管制造質(zhì)量檢查
壓力鋼管制造安裝驗(yàn)收相關(guān)規(guī)范以《水電水利工程 壓力鋼管制作安裝及驗(yàn)收規(guī)范》GB 50766-2012為主。
鋼管制作流程為:原材料檢驗(yàn)→瓦片制造→鋼管組園→縱縫焊接及焊縫檢測(cè)→加勁環(huán)焊接及質(zhì)量檢驗(yàn)→單節(jié)鋼管驗(yàn)收→合格認(rèn)證出廠。
下料卷板控制:壓力鋼管瓦片卷制要求卷板方向應(yīng)與鋼板壓制方向一致。瓦片在自由狀態(tài)下根據(jù)相關(guān)規(guī)范用弧形樣板檢查瓦片弧度,樣板與瓦片的間隙,瓦片扭曲。瓦片下料尺寸控制情況見表1。
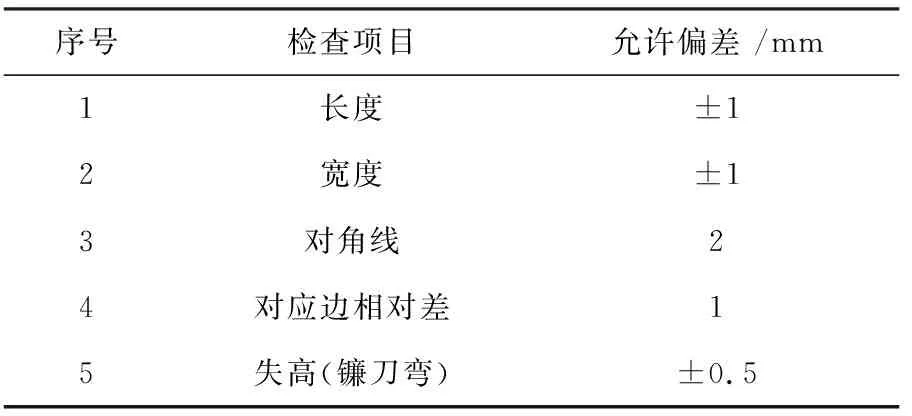
表1 瓦片下料尺寸控制表
對(duì)于壓力鋼管組圓,要求將其焊縫間隙控制在2~4 mm、錯(cuò)牙控制在2 mm之內(nèi),環(huán)縫焊接要求焊前預(yù)熱及焊后保溫。焊前將焊縫兩側(cè) 100~150 mm 范圍內(nèi)油污、鐵銹等污物清除干凈,每層焊道間和清根后的坡口也應(yīng)及時(shí)清理。板厚超過32 mm的管壁,焊接前用電加熱帶將焊縫加熱到大于 60 ℃的焊前預(yù)熱溫度,一般取80 ℃為宜。焊縫層間溫度用加熱帶保持在預(yù)熱溫度至200 ℃之間。在焊完內(nèi)壁環(huán)縫后,要求用碳弧氣刨進(jìn)行背縫清根并將其修磨成“U”形斷面后再焊接背縫。壓力鋼管制造質(zhì)量檢測(cè)標(biāo)準(zhǔn)見表2。
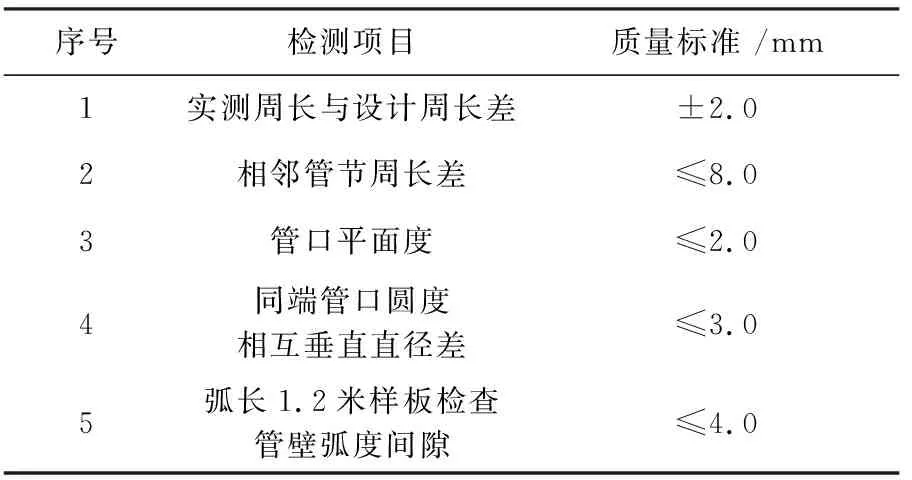
表2 壓力鋼管制造質(zhì)量檢測(cè)標(biāo)準(zhǔn)表
壓力鋼管防腐涂裝工藝流程為:工藝試驗(yàn)→鋼管外觀檢查→安裝焊縫屏蔽→表面噴砂處理→檢查→油漆涂裝→檢查→標(biāo)識(shí)。涂料涂層質(zhì)量檢驗(yàn)標(biāo)準(zhǔn)按照設(shè)計(jì)施工圖紙和SL 105-2007及GB 50766-2012的規(guī)范執(zhí)行。
2.3 壓力鋼管安裝質(zhì)量檢查
(1)承包人應(yīng)按設(shè)計(jì)圖紙安裝鋼管及其附件。壓力鋼管安裝之公差及精度應(yīng)符合表3的規(guī)定。
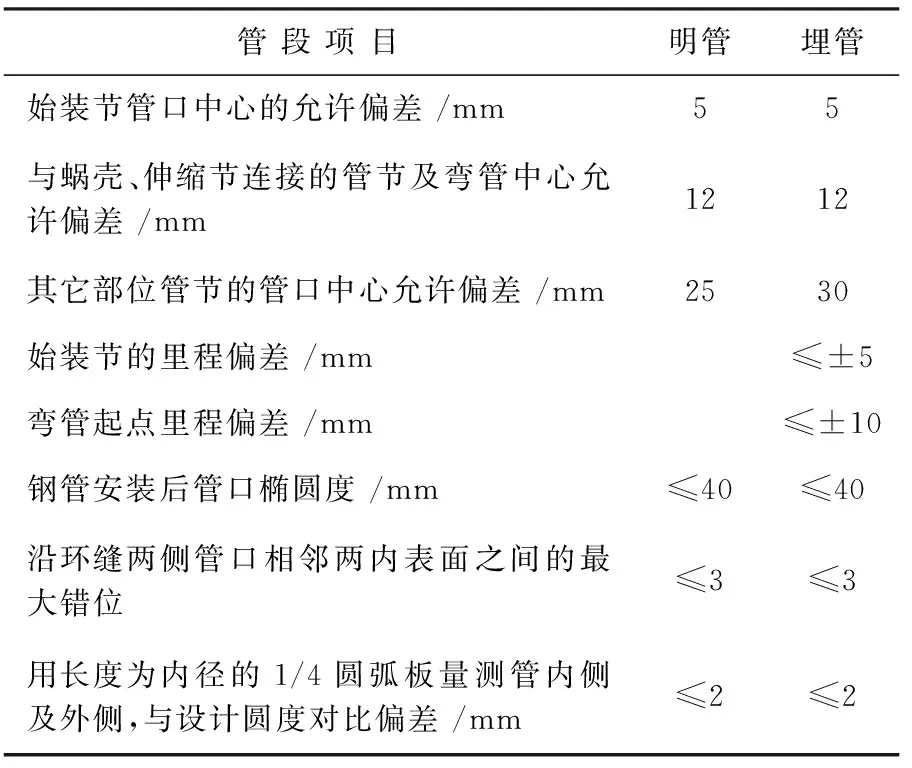
表3 壓力鋼管安裝之公差及精度表
(2)現(xiàn)場(chǎng)焊接采用自動(dòng)焊,嚴(yán)格按照經(jīng)過工藝性試驗(yàn)和焊接工藝評(píng)定所確定的焊接程序和工藝。
(3)現(xiàn)場(chǎng)焊接施工采用經(jīng)過批準(zhǔn)的方法進(jìn)行組裝和定位焊,定位焊嚴(yán)禁焊在縱向焊縫上,用于焊接附件的定位焊按批準(zhǔn)的焊接程序進(jìn)行,并按規(guī)定作非破壞性試驗(yàn)。
(4)承包人按照設(shè)計(jì)圖紙要求焊接環(huán)縫,鋼管安裝應(yīng)按順序逐條進(jìn)行,不得跳越,不得在澆筑混凝土后再施焊,環(huán)向焊縫兩側(cè)的縱向縫間距不得小于500 mm。
(5)為確保安裝高程和中心線與設(shè)計(jì)相符,鋼管的安裝軸線與設(shè)計(jì)軸線間的不平行度不應(yīng)大于2/1 000。
(6)現(xiàn)場(chǎng)施焊應(yīng)設(shè)置適當(dāng)?shù)姆里L(fēng)、防雨和防潮設(shè)施及設(shè)備。每一條焊縫應(yīng)按工藝連續(xù)完成,不得中斷。每一節(jié)鋼管的定位點(diǎn)焊,應(yīng)在日溫差較小時(shí)進(jìn)行。在滿足焊接工藝評(píng)定報(bào)告中規(guī)定的焊接速度條件下,應(yīng)盡快完成。
(7)在每一組裝節(jié)鋼管安裝后,應(yīng)根據(jù)有關(guān)技術(shù)標(biāo)準(zhǔn)進(jìn)行誤差校正,并將結(jié)果報(bào)送監(jiān)理工程師審核。
(8)現(xiàn)場(chǎng)環(huán)縫處的涂裝要保證漆膜厚度均勻,表面光滑、無(wú)針孔、無(wú)氣包、無(wú)皺皮、無(wú)脫皮、無(wú)掛流和無(wú)漏刷等缺陷。
(9)現(xiàn)場(chǎng)焊接焊縫外觀質(zhì)量、無(wú)損探傷要求,按設(shè)計(jì)《壓力鋼管制造及安裝施工技術(shù)要求》規(guī)定執(zhí)行。
(10)監(jiān)理工程師有權(quán)對(duì)焊工的資格和技術(shù)熟練程序進(jìn)行審核,對(duì)不合格焊工有權(quán)責(zé)令下崗。
(11)監(jiān)理工程師有權(quán)在現(xiàn)場(chǎng)對(duì)安裝焊接質(zhì)量進(jìn)行抽樣檢查和常規(guī)檢查,并進(jìn)行單元工程驗(yàn)收。上道工序檢查驗(yàn)收不合格的產(chǎn)品,不得進(jìn)行下道工序施工。
2.4 焊縫質(zhì)量檢查要求
所有焊縫均進(jìn)行外觀檢查,對(duì)一、二類焊縫選用超聲波、TOFD探傷,焊縫的外觀質(zhì)量檢查標(biāo)準(zhǔn)和探傷比例及探傷方法要符合如下規(guī)定:
(1)焊縫外觀檢查。引水系統(tǒng)壓力鋼管主管焊縫外觀質(zhì)量不允許有裂紋,表面夾渣、電弧擦傷,一、二類焊縫咬邊深≤0.5 mm,且連續(xù)長(zhǎng)度≤100 mm,焊縫飽滿度(余高)為0~2 mm,焊縫無(wú)損檢測(cè)在24 h后進(jìn)行。監(jiān)理工程師主要通過目視和尺寸檢查等檢測(cè)手段對(duì)焊縫外觀質(zhì)量進(jìn)行檢查、判定,其焊縫外觀質(zhì)量標(biāo)準(zhǔn)應(yīng)符合表4。
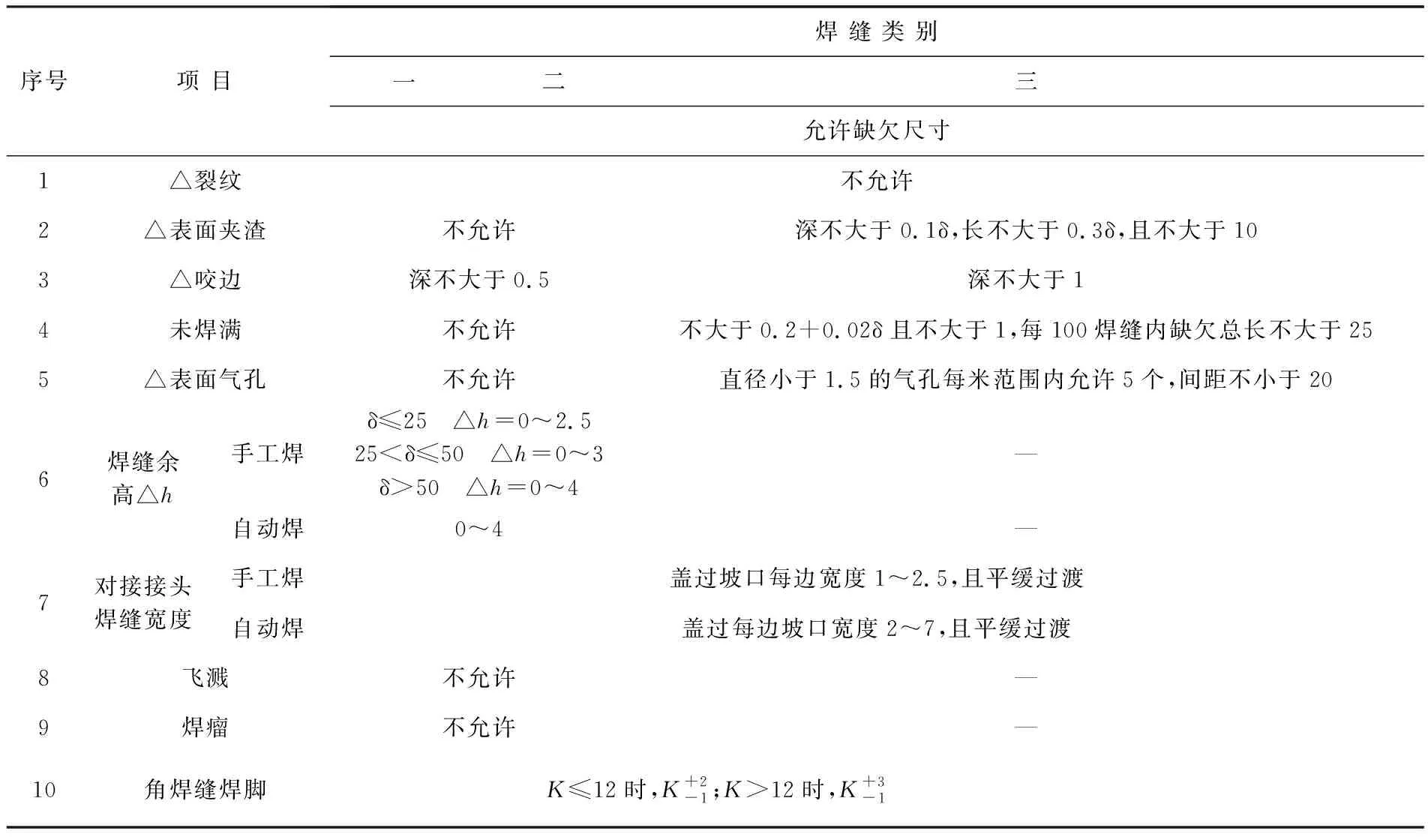
表4 焊縫外觀質(zhì)量標(biāo)準(zhǔn)表
(2)焊縫內(nèi)部質(zhì)量檢測(cè)。可選用超聲波探傷或TOFD探傷方法,當(dāng)其中一種探傷方法檢查有疑問時(shí),采用另一種探傷方法復(fù)查。焊縫內(nèi)部無(wú)損探傷長(zhǎng)度占焊縫全長(zhǎng)的百分比不少于表5規(guī)定。
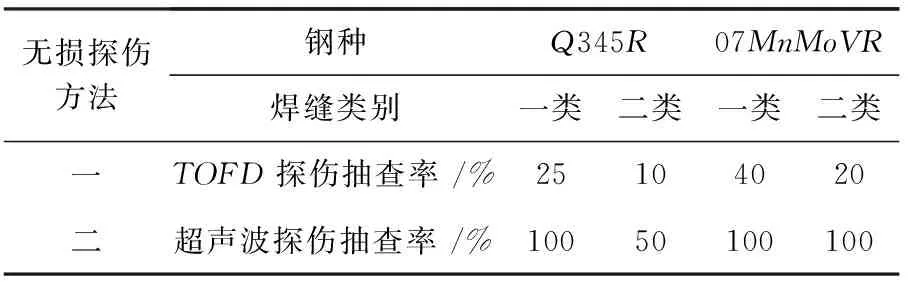
表5 無(wú)損探傷長(zhǎng)度占焊縫全長(zhǎng)百分比
監(jiān)理工程師督促承包人應(yīng)在焊接完成24h以后進(jìn)行無(wú)損檢測(cè),無(wú)損探傷檢測(cè)完畢后要求承包人48h內(nèi)報(bào)送監(jiān)理查驗(yàn),根據(jù)查驗(yàn)情況,監(jiān)理工程師有權(quán)要求承包人增加檢驗(yàn)項(xiàng)目和探傷比例,直至確認(rèn)焊縫質(zhì)量合格為止。
超聲波探傷的檢驗(yàn)及評(píng)定按GB11345規(guī)定執(zhí)行,檢驗(yàn)等級(jí)為B級(jí),一類焊縫Ⅰ級(jí)為合格,二類焊縫不低于Ⅱ級(jí)為合格;衍射時(shí)差法超聲檢測(cè)(TOFD) 應(yīng)按現(xiàn)行行業(yè)標(biāo)準(zhǔn)《水電水利工程金屬結(jié)構(gòu)及設(shè)備焊接接頭衍射時(shí)差法超聲檢測(cè)))DL/T330的有關(guān)規(guī)定執(zhí)行,或應(yīng)按現(xiàn)行行業(yè)標(biāo)準(zhǔn)《承壓設(shè)備無(wú)損檢測(cè)第10部分:衍射時(shí)差法超聲檢測(cè)))JB/T4730. 10 的有關(guān)規(guī)定執(zhí)行,一類焊縫和二類焊縫均不低于H級(jí)為合格。
焊縫局部無(wú)損檢測(cè)若發(fā)現(xiàn)有不允許缺陷,應(yīng)在缺陷的延伸方向或在可疑部位作補(bǔ)充探傷檢查;若經(jīng)補(bǔ)充探傷仍發(fā)現(xiàn)有不允許缺陷,則應(yīng)對(duì)該焊工在該條焊縫上所施焊的焊接部位或整條焊縫探傷。
3 壓力鋼管制造及安裝質(zhì)量控制
3.1 制造質(zhì)量控制
3.1.1 鋼管下料、坡口加工。
(1)下料按下料工藝圖進(jìn)行,采用手工劃線,半自動(dòng)切割機(jī)切割,形狀不規(guī)則部件采用數(shù)控下料;(2)手工劃線或數(shù)控切割完成后用鋼印、油漆和樣沖眼分別標(biāo)示出各部件序號(hào)、坡口角度、切割線、刨邊基準(zhǔn)線、刨邊檢查線等符號(hào);(3)督促承包人編制并提交進(jìn)場(chǎng)材料材質(zhì)抽檢記錄、鋼板下料尺寸檢查記錄表、鋼板下料坡口尺寸檢查記錄表。
3.1.2 瓦片卷制。
(1)檢查瓦片卷制方向應(yīng)與鋼板壓延方向是否一致;(2)要求承包人在鋼板應(yīng)在卷板機(jī)上壓彎成形,不允許采用擊打的方法彎曲成形和校正曲率,以防鋼板上出現(xiàn)任何傷痕;高強(qiáng)鋼調(diào)至鋼卷板后,嚴(yán)禁用火焰校正弧度;(3)瓦片以自由狀態(tài)立于平臺(tái)上進(jìn)行檢查驗(yàn)收,根據(jù)相關(guān)規(guī)范用弧形樣板檢查瓦片弧度,樣板與瓦片的間隙,瓦片扭曲,滿足規(guī)范要求;(4)審核承包人編制并提交瓦片卷板檢查記錄表。
3.1.3 瓦片組圓
(1)鋼管組圓應(yīng)在平臺(tái)上進(jìn)行,其管口平面度應(yīng)滿足規(guī)范要求;(2)鋼管組圓后,實(shí)測(cè)周長(zhǎng)與設(shè)計(jì)周長(zhǎng)差、相鄰管節(jié)周長(zhǎng)差、管口圓度,滿足規(guī)范要求;(3)審核承包人編制并提交管節(jié)制造質(zhì)量檢查表。
3.1.4 焊前準(zhǔn)備
(1)檢查承包人是否對(duì)鋼管焊縫坡口質(zhì)量檢測(cè)、焊條烘烤,焊接環(huán)境條件檢查,申報(bào)開焊申請(qǐng);(2)審查承包人編制并提交金屬結(jié)構(gòu)焊條烘焙領(lǐng)用記錄表和金屬結(jié)構(gòu)焊接開工申請(qǐng)。
3.1.5 焊接及焊縫外觀檢測(cè)
(1)要求承包人嚴(yán)格按工藝進(jìn)行施工,嚴(yán)格按有關(guān)標(biāo)準(zhǔn)進(jìn)行焊縫處理;(2)現(xiàn)場(chǎng)巡視t隨時(shí)監(jiān)控現(xiàn)場(chǎng)焊接情況,檢查承包人是否按焊接工藝施焊;(3)焊接完成后,檢查驗(yàn)收焊縫外觀及消缺處理;(4)審查承包人編制,并提交焊接工藝執(zhí)行情況檢查記錄和焊縫外觀質(zhì)量檢查表。
為滿足施工總體進(jìn)度要求,施工單位對(duì)鋼管的制作焊接采用了埋弧自動(dòng)焊接工藝,克服了資源投入和強(qiáng)濕度環(huán)境的影響,將施工一次合格率顯著提高。
3.1.6 焊縫無(wú)損檢測(cè)
(1)承包人按標(biāo)準(zhǔn)進(jìn)行焊縫無(wú)損檢測(cè),并提交無(wú)損檢測(cè)報(bào)告;(2)按標(biāo)準(zhǔn)對(duì)無(wú)損檢測(cè)情況進(jìn)行旁站;(3)建設(shè)單位第三方抽檢;(4)督促承包人編制并提交金屬結(jié)構(gòu)無(wú)損檢測(cè)報(bào)告。
3.1.7 內(nèi)支撐、加勁環(huán)(止水環(huán)、止推環(huán)、吊耳)安裝
(1)制造合格的鋼管應(yīng)及時(shí)安裝內(nèi)支撐和吊耳;(2)內(nèi)支撐應(yīng)能防止鋼管變形,且不得直接搭焊在管壁上;(3)內(nèi)支撐和吊耳應(yīng)安裝牢固,并檢查驗(yàn)收;(4)加勁環(huán)、止水環(huán)與管壁的垂直度、與管軸線的垂直度、相鄰兩環(huán)的間距都要滿足規(guī)范要求。
主要工程內(nèi)容:更換工頻電機(jī)為變頻電機(jī)、增加控制變頻器、同時(shí)增加備用工頻旁路柜、增加變頻現(xiàn)場(chǎng)控制柜。采用高性能的施耐德6kVATV1200變頻器。
3.1.8 焊縫返修處理
(1)要求承包人對(duì)檢測(cè)不合格的部位申請(qǐng)返修處理,并對(duì)返修部位做無(wú)損檢測(cè);(2)審核承包人提出的焊縫返修申請(qǐng);(3)現(xiàn)場(chǎng)巡視焊縫返修嚴(yán)格按相關(guān)規(guī)范規(guī)定執(zhí)行;(4)審查承包人編制并提交金屬結(jié)構(gòu)焊縫返修記錄表。
3.1.9 管節(jié)預(yù)組裝
(1)鋼管摞節(jié)組裝時(shí)應(yīng)注意管節(jié)的方位(上、下、左、右中心線及水流方向);(2)環(huán)縫間隙、錯(cuò)邊量、相鄰管節(jié)縱縫間距滿足相關(guān)規(guī)范要求;(3)審核承包人編制并提交管節(jié)預(yù)組裝檢查表。
3.1.10 管節(jié)表面預(yù)處理、防腐
(1)督促承包人按合同文件、設(shè)計(jì)標(biāo)準(zhǔn)進(jìn)行表面預(yù)處理和防腐,并做好相關(guān)檢測(cè)記錄;(2)督促承包人編制并提交金屬結(jié)構(gòu)表面預(yù)處理質(zhì)量檢查表和防腐質(zhì)量檢查表。
3.1.11 消缺處理、管節(jié)編號(hào)
3.1.12 管節(jié)最終驗(yàn)收
(1)按規(guī)程規(guī)范要求檢查管節(jié)制造質(zhì)量和制造質(zhì)量驗(yàn)收資料;(2)承包人自檢合格和相關(guān)資料整理完成,填寫單元工程質(zhì)量評(píng)定表及安裝質(zhì)量檢查表向監(jiān)理人申報(bào)復(fù)核,上報(bào)監(jiān)理工程師進(jìn)行檢查驗(yàn)收合格后簽發(fā)合格證;(3)審查承包人編制并提交單元工程質(zhì)量評(píng)定表和管節(jié)制造驗(yàn)收表。
3.2 安裝質(zhì)量控制
3.2.1 測(cè)量放樣
(1)要求安裝單位測(cè)量放出安裝控制點(diǎn),并報(bào)測(cè)量監(jiān)理工程師進(jìn)行復(fù)核;(2)測(cè)量監(jiān)理工程師審查承包人提供測(cè)樣放樣檢測(cè)成果表是否滿足設(shè)計(jì)要求。
3.2.2 定位節(jié)轉(zhuǎn)運(yùn)和吊裝
(1)與承包人共同排查從廠房至4號(hào)支洞的鋼管運(yùn)輸?shù)缆肥欠駶M足鋼管管節(jié)運(yùn)輸要求,是否滿足安全運(yùn)輸及安裝順利就位的條件;(2)審查承包人對(duì)鋼管大件運(yùn)輸安全專項(xiàng)措施的實(shí)施情況。
3.2.3 定位節(jié)調(diào)整和加固
(1)承包人完成了中平段上彎管定位節(jié)的調(diào)整和加固并自檢合格后,監(jiān)理工程師進(jìn)行驗(yàn)收復(fù)核;(2)審查承包人上報(bào)的定位節(jié)安裝過程質(zhì)量檢查驗(yàn)收資料及測(cè)量成果和檢查成果資料。
3.2.4 非定位節(jié)運(yùn)輸和吊裝
在承包人進(jìn)行鋼管大管節(jié)運(yùn)輸?shù)浆F(xiàn)場(chǎng)吊裝就位的過程中,監(jiān)理工程師檢查現(xiàn)場(chǎng)施工安全,防止在現(xiàn)場(chǎng)施工時(shí)發(fā)生起重傷害、施工用電和高空墜落等安全事故。
3.2.5 非定位節(jié)調(diào)整、加固和驗(yàn)收
(1)承包人進(jìn)行定位節(jié)調(diào)整、加固并自檢合格,報(bào)監(jiān)理工程師進(jìn)行驗(yàn)收;(2)監(jiān)理工程師驗(yàn)收主要控制管節(jié)(管口中心、圓度)幾何尺寸,管節(jié)(環(huán)縫錯(cuò)牙、間隙)是否滿足規(guī)范要求。
3.2.6 焊前準(zhǔn)備
檢查承包人對(duì)焊縫坡口質(zhì)量檢測(cè)、焊前預(yù)熱、焊條烘烤、焊接環(huán)境條件的準(zhǔn)備情況,若具備現(xiàn)場(chǎng)焊接條件,監(jiān)理工程師同意進(jìn)行焊接施工。
3.2.7 焊接作業(yè)
(1)檢查承包人在鋼管焊接過程中是否嚴(yán)格按照焊接工藝施焊;(2)監(jiān)理工程師對(duì)焊接現(xiàn)場(chǎng)加強(qiáng)巡視,監(jiān)督檢查承包人是否按照焊接工藝評(píng)定的要求進(jìn)行施工。
3.2.8 焊縫外觀檢測(cè)
(1)督促承包人在鋼管焊接完成后,對(duì)焊縫外觀檢查及消缺處理;(2)監(jiān)理工程師對(duì)現(xiàn)場(chǎng)焊接焊縫進(jìn)行外觀檢查驗(yàn)收,驗(yàn)收合格后轉(zhuǎn)下一工序。
3.2.9 焊縫無(wú)損檢測(cè)
(1)監(jiān)理工程師現(xiàn)場(chǎng)見證承包人對(duì)已焊接完成的各管節(jié)環(huán)縫進(jìn)行UT、TOFD無(wú)損檢測(cè),工藝是否滿足規(guī)范;(2)現(xiàn)場(chǎng)見證第三方檢測(cè)單位對(duì)安裝單位檢測(cè)合格的焊縫進(jìn)行抽檢,是否達(dá)到規(guī)定要求;(3)審核承包人出具的壓力鋼管焊縫無(wú)損檢測(cè)報(bào)告是否真實(shí)有效。
3.2.10 焊縫返修處理
督促承包人對(duì)無(wú)損檢測(cè)有缺陷部位按標(biāo)準(zhǔn)進(jìn)行焊縫返修,并對(duì)承包人焊縫返修工藝情況進(jìn)行檢查并審簽。
3.2.11 節(jié)間防腐
(1)督促承包人按標(biāo)準(zhǔn)進(jìn)行表面預(yù)處理和節(jié)間防腐,并做好相關(guān)檢測(cè)記錄;(2)監(jiān)理工程師現(xiàn)場(chǎng)對(duì)鋼管表面預(yù)處理和防腐質(zhì)量進(jìn)行復(fù)核驗(yàn)收,并審核承包人上報(bào)的鋼管防腐涂裝質(zhì)量驗(yàn)收資料。
3.2.12 單元工程質(zhì)量評(píng)定
審查承包人上報(bào)的壓力鋼管安裝單元工程評(píng)定資料是否真實(shí)齊全,并簽署驗(yàn)收意見。
4 引水系統(tǒng)壓力鋼管制造安裝與質(zhì)量分析與評(píng)價(jià)
壓力鋼管制造安裝的程序正確、施工設(shè)備合適、方法適當(dāng)、過程質(zhì)量控制及時(shí),檢測(cè)儀器經(jīng)過了檢定,檢測(cè)方法正確。
制造外形質(zhì)量經(jīng)驗(yàn)收合格,一、二類焊縫經(jīng)TOFD檢測(cè),一次合格率95%,經(jīng)超聲波探傷,一次合格率97%,均滿足規(guī)范要求;壓力鋼管安裝完成后,進(jìn)行了超聲波無(wú)損探傷、TOFD探傷及表面探傷,一次合格率達(dá)到95%,所有缺陷經(jīng)一次返修后復(fù)檢合格,結(jié)果完全滿足規(guī)范要求。
為保證壓力鋼管制造安裝焊縫質(zhì)量,業(yè)主專門委托第三方進(jìn)行焊縫抽查工作,第三方共檢測(cè)338條焊縫;其中壓力鋼管制造縱縫65條,現(xiàn)場(chǎng)壓力鋼管安裝環(huán)縫190條,岔管制造縱縫53條,現(xiàn)場(chǎng)岔管安裝環(huán)縫26條、現(xiàn)場(chǎng)岔管月牙肋焊縫4條。經(jīng)超聲波、TOFD和磁粉檢測(cè),發(fā)現(xiàn)47處缺欠,其中19處為未超標(biāo)缺欠,28處為超標(biāo)缺欠。超標(biāo)缺欠中14處為點(diǎn)狀超標(biāo), 超標(biāo)缺欠中14處為條狀超標(biāo)。所有超標(biāo)缺欠經(jīng)返修后一次復(fù)檢合格。壓力鋼管制造質(zhì)量統(tǒng)計(jì)見表6。
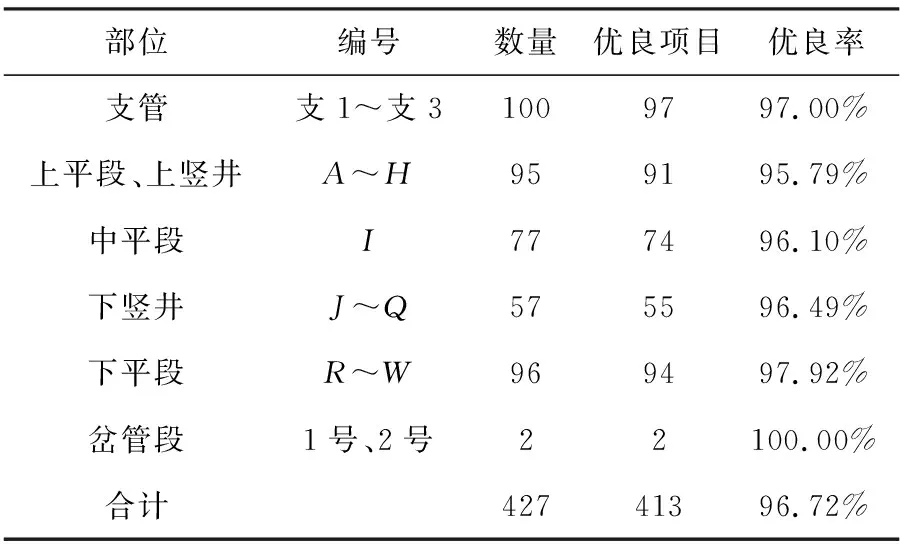
表6 壓力鋼管制造質(zhì)量統(tǒng)計(jì)表
5 壓力鋼管試驗(yàn)
按照設(shè)計(jì)圖紙及設(shè)計(jì)通知要求,岔管在制造安裝完成后應(yīng)進(jìn)行水壓試驗(yàn),但考慮到現(xiàn)場(chǎng)安裝條件及施工難度,業(yè)主組織知名專家召開了岔管水壓試驗(yàn)的專家論證會(huì),經(jīng)與會(huì)專家論證后明確建議取消鋼岔管水壓試驗(yàn)。會(huì)后,業(yè)主組織參建各方召開了專家論證意見落實(shí)會(huì),會(huì)議明確同意專家組的咨詢意見,即鍋浪蹺水電站主廠房鋼岔管(1號(hào)、2號(hào))取消水壓試驗(yàn)。但考慮到1號(hào)鋼岔管為主岔,壁厚達(dá)62mm,重量約139t,其組裝焊接殘余應(yīng)力較大,會(huì)議經(jīng)討論后決定1號(hào)鋼岔管在安裝焊接完成后,采取振動(dòng)時(shí)效消應(yīng)措施,降低其殘余應(yīng)力,以改善焊縫的應(yīng)力狀態(tài)。
1號(hào)岔管安裝焊接完成后,進(jìn)行了應(yīng)力檢測(cè)和振動(dòng)消應(yīng),振動(dòng)消應(yīng)完成后再次對(duì)岔管焊縫進(jìn)行了超聲波無(wú)損探傷、TOFD探傷以及表面探傷。從振動(dòng)時(shí)效檢測(cè)單位提供的1號(hào)岔管振前振后曲線及數(shù)據(jù)分析來看,有4個(gè)測(cè)區(qū)的殘余應(yīng)力消除率大于30%或均化率大于20%,從第三方提供的1號(hào)岔管振動(dòng)前后的焊縫無(wú)損檢測(cè)看,未出現(xiàn)焊縫質(zhì)量缺陷。
2號(hào)岔管安裝焊接完成后,進(jìn)行了應(yīng)力檢測(cè),從應(yīng)力檢測(cè)單位提供的2號(hào)岔管殘余應(yīng)力測(cè)試數(shù)據(jù)來看,殘余應(yīng)力最大值為375MPa,最小值為47MPa。
針對(duì)1號(hào)岔管振動(dòng)消應(yīng)和2號(hào)岔管應(yīng)力檢測(cè)的結(jié)果,業(yè)主再次組織有關(guān)專家針對(duì)岔管安裝質(zhì)量進(jìn)行了鑒定,專家組鑒定意見為:“鋼岔管質(zhì)量符合相關(guān)標(biāo)準(zhǔn)要求,振動(dòng)消應(yīng)后鋼岔管應(yīng)力集中情況得到有效緩解”。
鍋浪蹺岔管采用了振動(dòng)時(shí)效技術(shù)對(duì)1號(hào)岔管進(jìn)行振動(dòng)消應(yīng),從工期、質(zhì)量等方面均獲益良多。工期方面,岔管振動(dòng)時(shí)效消應(yīng),歷時(shí)20d,比水壓試驗(yàn)大大節(jié)約施工工期,保障了電站順利蓄水驗(yàn)收節(jié)點(diǎn)的實(shí)現(xiàn);質(zhì)量方面,振動(dòng)時(shí)效由水利部水工金屬結(jié)構(gòu)質(zhì)量檢驗(yàn)測(cè)試中心技術(shù)人員現(xiàn)場(chǎng)負(fù)責(zé)實(shí)施,并最終形成相關(guān)試驗(yàn)檢測(cè)報(bào)告,客觀數(shù)據(jù)進(jìn)行對(duì)比說明,對(duì)岔管形態(tài)應(yīng)力變化情況進(jìn)行分析總結(jié)。
6 結(jié) 語(yǔ)
壓力鋼管制造安裝質(zhì)量重點(diǎn)是形位尺寸控制和焊接質(zhì)量控制,監(jiān)理工程師采取旁站監(jiān)督與巡視檢查相結(jié)合的工作方式,制造過程采取了埋弧焊接,對(duì)焊縫探傷方式進(jìn)行了優(yōu)化,岔管水壓試驗(yàn)調(diào)整振動(dòng)消應(yīng),確保了施工進(jìn)度及質(zhì)量。目前,電站已順利運(yùn)行半年多,運(yùn)行情況正常良好,說明壓力鋼管制造安裝質(zhì)量整體可控,滿足了設(shè)計(jì)要求。鍋浪蹺水電站引水系統(tǒng)壓力鋼管制造安裝質(zhì)量控制的成果可供同行借鑒參考。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:28:30
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)工程咨詢(2017年10期)2017-01-31 02:43:52
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24