破碎錘釬桿錐頭劈裂原因分析
2023-09-16 13:18:00王小忠
四川冶金 2023年4期
關鍵詞:裂紋
王小忠
(中天鋼鐵集團有限公司,江蘇 常州 213011)
破碎錘釬桿是應用于液壓破碎錘上的關鍵配套零件之一,被廣泛應用于礦山開采、冶金工業、市政工程、建筑施工、公路鐵路等部門。由于其載體設備的多樣性、工作的靈活性及其對勞動生產率的提高所發揮的有效作用,是石方破碎不可或缺的作業工具[1-3]。破碎錘釬桿因其錐頭形狀不同而分為錐四邊形釬桿和扁形釬桿。錐四邊形錐頭的釬桿有很好的穿透力,即使是很硬的物體也能被它的錐形所產生的劈力輕松分開,在開山、修路、拆房等破碎面積較大的作業中得到廣泛應用。
1 問題概況
某鍛壓機械廠使用Ф180 mm 42CrMo熱軋圓鋼制作破碎錘釬桿,反饋有數根圓鋼鍛造釬桿時頭部探傷存在缺陷,另有1根在發客戶使用過程中釬桿頭從中間劈開,現場已取樣,見圖1-圖2。該釬桿尺寸為Ф175 mm×1800 mm,釬桿錐頭部長度約500~700 mm,錐頭形狀為錐四邊形。釬桿制造工藝流程為:Φ180 mm熱軋圓鋼下料→機加工→鍛造錐頭(感應加熱、鍛造成型)→錐頭局部熱處理(870℃淬火+220℃回火)。

圖1 釬桿全貌
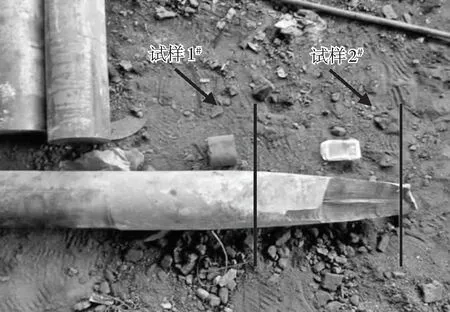
圖2 釬桿錐頭劈裂形貌
2 原因分析
2.1 斷口分析
2.1.1 宏觀斷口分析
劈裂釬桿斷口的宏觀形貌見圖3,該釬桿開裂位置位于釬桿錐頭,斷口平坦并呈褐黃色,斷口與軸線相平行,于中心直徑處沿縱向擴展;斷面上弧形的貝殼紋清晰看見,這種貝紋狀推進線是疲勞裂紋擴展過程中留下的痕跡;根據弧形貝殼紋反推可知貝殼紋發射中心位于錐頭的尖頭部位,即為釬桿錐頭的心部,說明斷裂源位于釬桿錐頭心部;但該釬桿錐頭尖部已成蘑菇頭則無法觀察到。蘑菇頭形成是由于釬桿在強度較大的工作環境下作業時,連續打擊時間較長使釬桿尖部溫度過高,回火變軟,在巨大的沖擊力下變形為產生蘑菇頭狀“塌帽”。由于“塌帽”的存在,頭部工作面積增大,導致釬桿頭部受力增大,從而加劇了裂紋的擴展,臺階處為最后瞬斷區,斷口形貌如圖3所示。
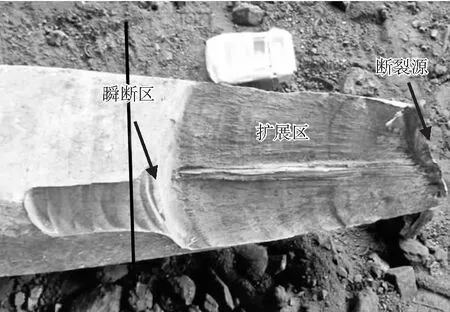
圖3 斷口宏觀形貌,典型疲勞斷裂斷面
由圖4可見,在疲勞斷裂面中心存在縱向長條形非疲勞斷面,該斷面沿縱向呈貫通狀,寬度約為15 mm左右,并將疲勞貝殼紋從中斷開,說明在疲勞發生之前,釬桿心部已存在沿縱向的貫通裂紋,而貫通裂紋的寬度就是長條形非疲勞斷面的寬度。由此判斷,該釬桿疲勞斷裂源應為釬桿芯部的貫通裂紋。

圖4 疲勞斷面中心存在縱向長條形非疲勞斷面
2.1.2 中心縱向長條形非疲勞斷面形貌分析
將中心縱向長條形非疲勞斷面置于掃描電鏡下觀察,整個長條形非疲勞斷面呈縱向條帶,比較平坦,但微觀上呈現不規則塊形凹凸狀形貌,并且在塊狀凸狀物表面具有明顯的枝晶生長自由表面痕跡。在整個中心縱向長條形斷面未發現韌窩、解理、疲勞輝紋等斷裂特征,見圖5、圖6。
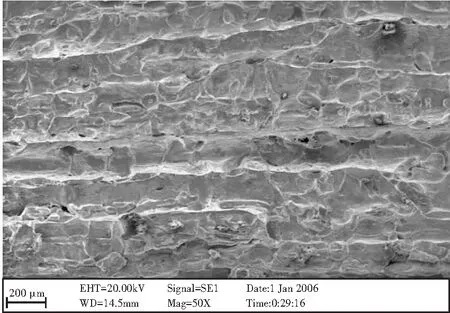
圖5 中心縱向長條形斷面形貌

圖6 具有明顯的枝晶生長自由表面痕跡
2.2 化學成分分析
在劈裂釬桿上取樣,使用德國超譜公司QSN750型直讀光譜儀進行化學成分分析,結果見表1,可知釬桿的化學成分符合GB/T3077-2015《合金結構鋼》標準對42CrMo鋼的成分要求。
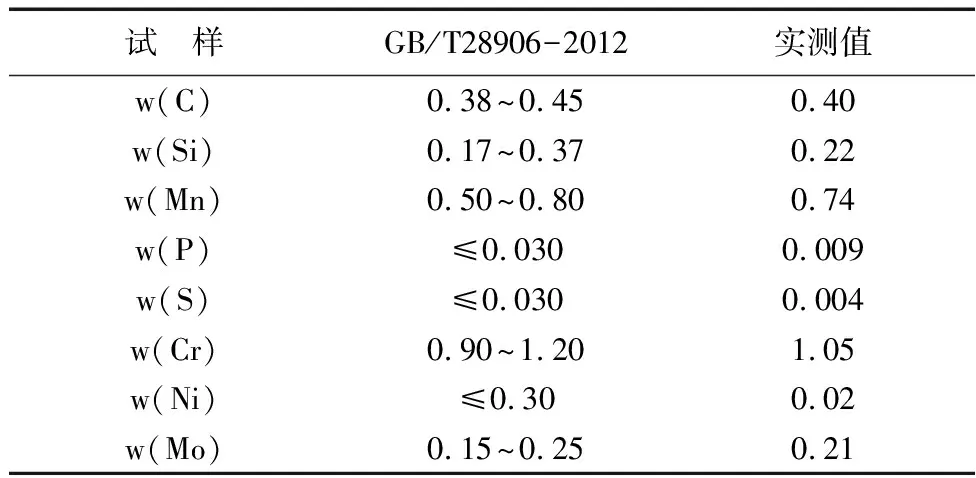
表1 釬桿樣品的化學成分與標準對照 單位:%
2.3 低倍檢驗
在斷口根部處釬桿錐頭處(圖3中黑線位置)取橫截面試片,鋸開后發現釬桿錐頭截面芯部存在裂開宏觀形貌,將此試樣記為試樣1#。采用1∶1的工業鹽酸水溶液對橫截面試樣進行低倍熱酸蝕檢驗,橫截面試樣芯部缺陷為中心裂紋,宏觀形貌如下圖8所示,裂紋長度經測量約為15 mm左右,裂紋長度即斷口上沿縱向貫通裂紋的寬度,見圖7~圖9。

圖7 試樣1#斷口根部處釬桿橫向截面,芯部存在裂紋
圖8 試樣1#低倍熱酸洗后表面宏觀形貌
在上圖2中斷裂源附近取橫截面試樣,將此部位試樣記為試樣2#,宏觀形貌如圖10所示。

圖10 試樣2#
2.4 金相檢驗
將圖8中釬桿試樣1#芯部處裂紋,經磨樣拋光后置于金相顯微鏡下觀察,裂紋長度約為15.7 mm(即沿縱向貫通裂紋的寬度),裂紋縫隙兩側存在高溫氧化質點,裂紋兩端較尖,裂紋旁伴有二次小裂紋,見圖11~圖13。用4%硝酸酒精腐蝕后在顯微鏡下觀察,貫通裂紋處基體顯微組織為回火馬氏體+貝氏體,主裂紋及二次裂紋縫隙兩側均存在氧化脫碳現象,見圖14~1圖16。
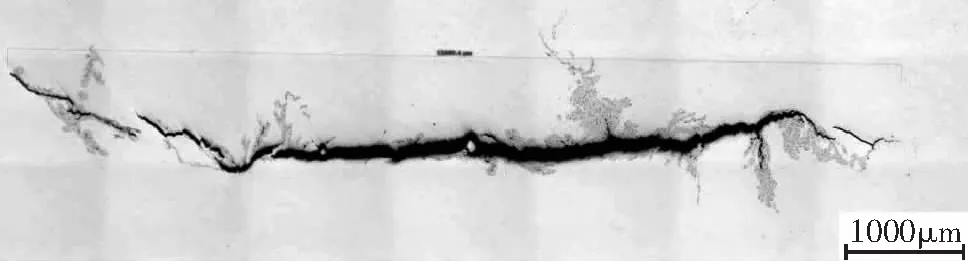
圖11 釬桿橫截面芯部存在寬約15 mm長的縱向裂紋。在主裂紋旁有許多二次裂紋和高溫氧化質點
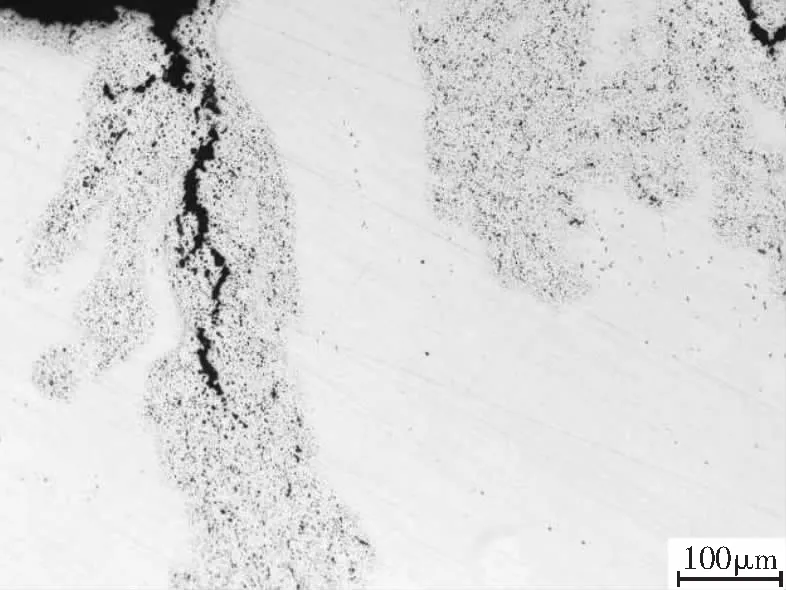
圖12 主裂紋旁的二次裂紋及高溫氧化質點
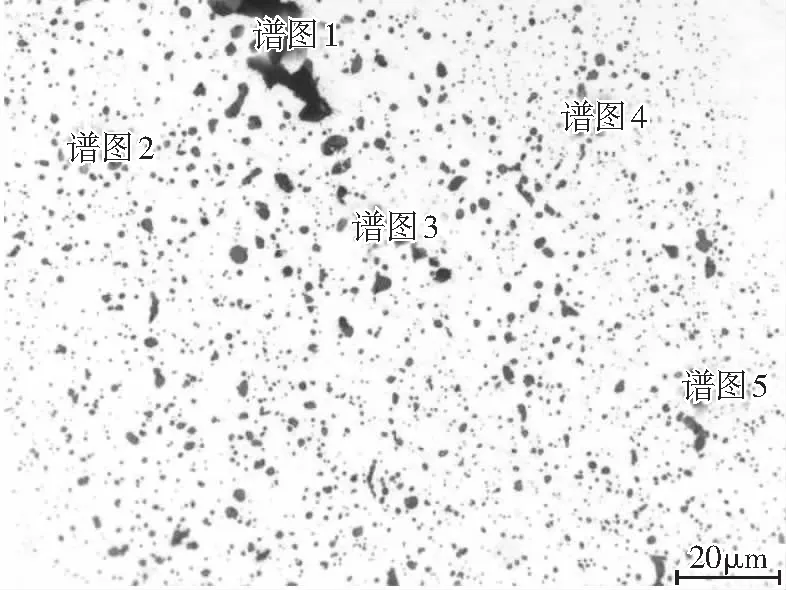
圖13 前圖高溫氧化質點放大形貌
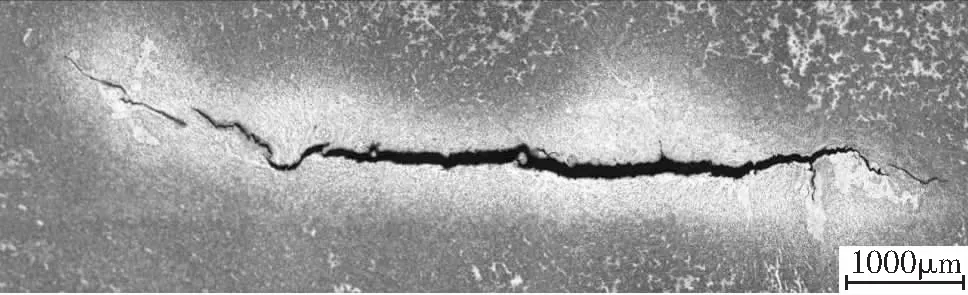
圖14 釬桿芯部裂紋處組織形貌。裂紋縫隙四周均存在嚴重脫碳
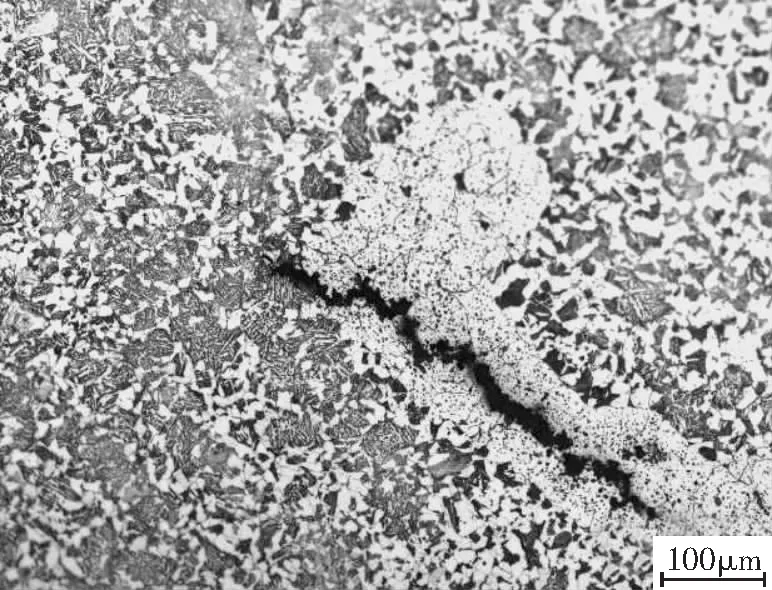
圖15 二次裂紋兩側也存在嚴重脫碳
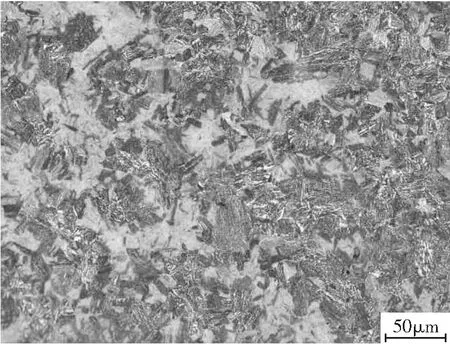
圖16 錐頭基體組織為回火馬氏體+貝氏體
采用電子顯微鏡對圖13中高溫氧化質點處的能譜成分進行分析,采集點成分分析數據見表2所示。
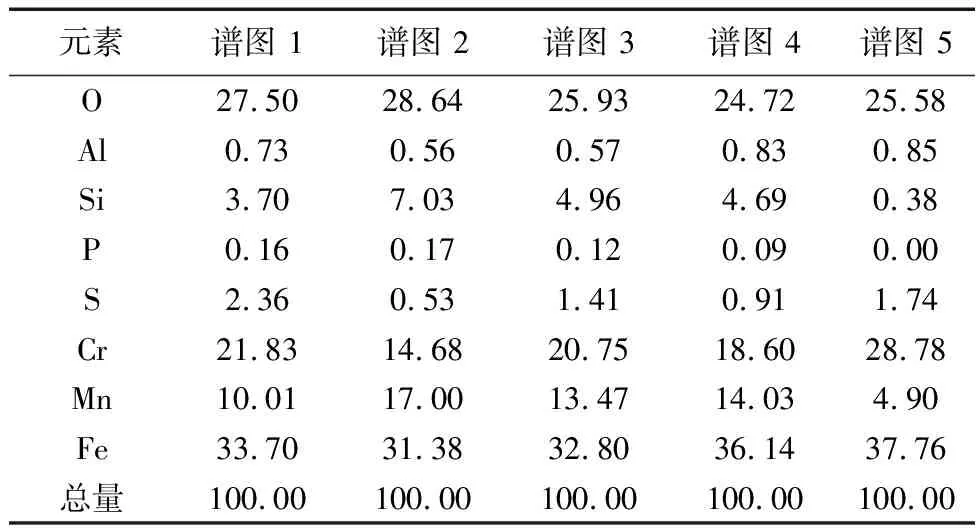
表2 裂紋附近高溫氧化質點能譜成分表 單位:%
試樣2#取自圖10所示位置,拋光后在顯微鏡下觀察,芯部存在裂紋缺陷,裂紋邊部存在高溫下氧化質點。采用4%硝酸酒精水溶液腐蝕,在金相顯微鏡下觀察,裂紋邊部組織存在明顯脫碳組織形貌,試樣2#裂紋微觀形貌見圖17~18。
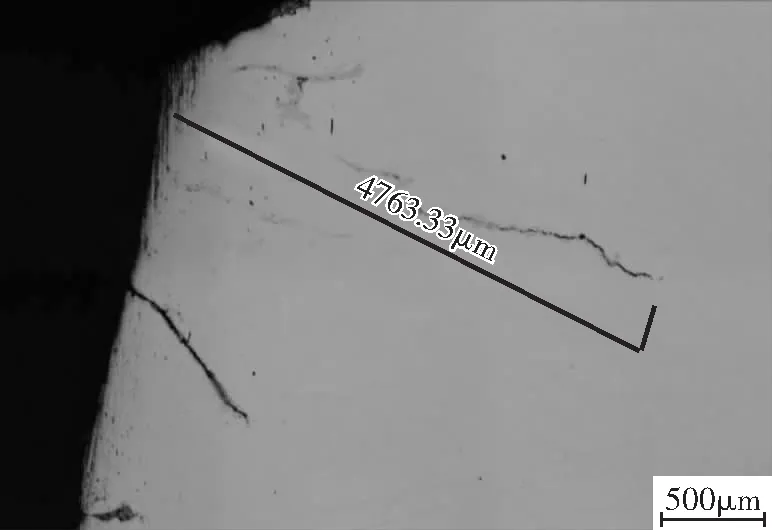
圖17 裂紋腐蝕前微觀形貌
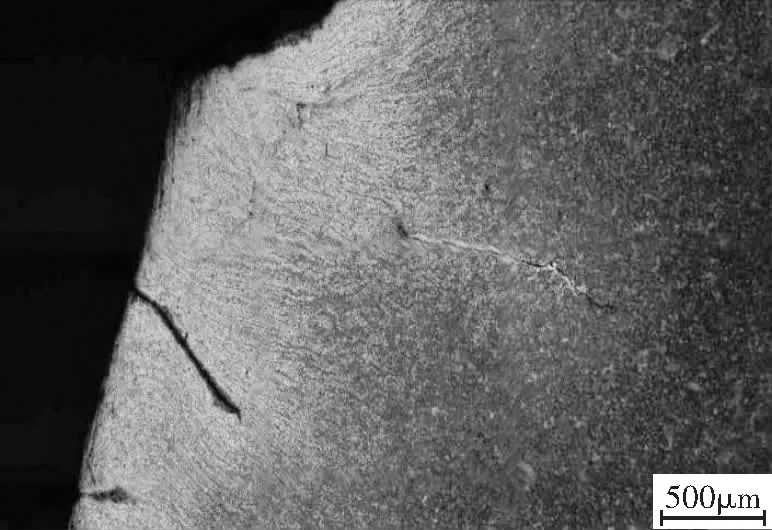
圖18 裂紋腐蝕后組織微觀形貌
2.5 分析與討論
2.5.1 劈裂釬桿的化學成分符合GB/T3077-2015《合金結構鋼》標準對42CrMo鋼的成分要求。釬桿錐頭基體組織為回火馬氏體+貝氏體,屬42CrMo鋼淬火+低溫回火后的正常組織。
2.5.2 劈裂釬桿開裂位置位于釬桿錐頭,斷口平坦并呈褐黃色,斷口與軸線相平行,于中心直徑處沿縱向擴展;斷面上可清晰看見弧形的貝殼紋,根據弧形貝殼紋反推可知貝殼紋發射中心位于錐頭的尖頭部位,即為釬桿錐頭的心部,說明斷裂源位于釬桿錐頭心部。在疲勞斷裂面中心存在縱向長條形非疲勞斷面,該斷面沿縱向呈貫通狀,寬度約為15 mm左右,并將疲勞貝殼紋從中斷開。在劈裂斷口根部釬桿錐頭未開裂的橫截面芯部發現存在裂紋,即為劈裂斷口中沿縱向的長條形非疲勞斷面于未開裂時的裂紋形貌,這一特征說明在疲勞發生之前,釬桿心部已存在沿縱向的貫通裂紋,并成為釬桿錐頭劈裂的疲勞斷裂源,在疲勞開裂發生后便呈現為疲勞斷面中的沿縱向的長條形非疲勞斷面。
2.5.3 釬桿錐頭疲勞斷面中心的長條形非疲勞斷面呈縱向條帶,比較平坦,但微觀上呈現不規則塊形凹凸狀形貌,并且在塊狀凸狀物表面具有明顯的枝晶生長自由表面痕跡;在整個中心縱向長條形斷面未發現韌窩、解理、疲勞輝紋等斷裂特征。這些特征說明釬桿芯部沿縱向的貫通裂紋不是受應力作用而產生的應力裂紋,而是屬于未閉合的裂縫。
2.5.4 由金相分析得知,釬桿錐頭芯部發現的沿縱向的貫通裂紋,其縫隙兩側存在大量的高溫氧化質點和嚴重脫碳現象。釬桿在制造過程中,整根圓鋼僅對釬桿錐頭部位進行了鍛造和熱處理加工;釬桿錐頭鍛造變形量較小,不可能在釬桿芯部產生較長的貫通裂紋。如果貫通裂紋是鍛造裂紋,則在鍛造后的淬火+回火過程中,也不能使裂紋縫隙兩側產生高溫氧化質點和嚴重脫碳;只有在鍛造之前釬桿已存在芯部裂紋,則裂紋兩側于高溫加熱時才可能產生高溫氧化質點和嚴重脫碳。這表明釬桿芯部沿縱向的貫通裂紋在鍛造之前已存在,應為原材料熱軋圓鋼在生產過程中,其鑄坯芯部存在較大縮孔缺陷,在軋制過程中未能完全軋合,使軋后圓鋼芯部形成沿縱向的貫通裂紋[4-7]。
3 問題整改
通過優化低過熱度澆鑄、電磁攪拌、二冷比水量、動態輕重壓下等工藝手段,提高連鑄坯的均質性和致密性,改善連鑄坯中心偏析、中心疏松和中心縮孔等低倍質量。軋鋼工藝在滿足表層脫碳要求條件下,試驗通過適當提高加熱溫度、延長加熱時間,增加變形心部滲透,改善軋材低倍致密性。提高42CrMo軋材進坑溫度,軋材下冷床后不經過在線倒角處理,直接進緩冷坑。軋材進坑緩冷時坑內不得有其它冷鋼,并且需單獨堆放,加蓋做好保溫措施。
4 結語
42CrMo鋼種Φ180 mm規格熱軋圓鋼制造的破碎錘釬桿,在使用不久便產生釬桿錐頭縱向劈裂現象。經對劈裂釬桿進行斷口形貌、金相組織等理化分析表明,釬桿錐頭縱向劈裂屬于疲勞斷裂,引起疲勞斷裂的主要因素是釬桿心部存在沿縱向貫通性裂紋缺陷,而貫通裂紋則來源于原材料熱軋圓鋼心部,其原因與連鑄坯中心縮孔在軋制時未能完全軋合,在釬桿頭部留下質量隱患,同時釬桿由于工況條件惡劣,在短時間內失效,導致釬桿頭部出現劈裂現象。通過內部整改及效果驗證,后續軋制類似大規格圓鋼,經超聲波探傷檢查未發現此類現象。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
