數控機床伺服控制技術體系與加工精度優化途徑
2023-10-17 06:10:54
農機使用與維修 2023年10期
(江蘇省泰興中等專業學校,江蘇 泰興 225400)
0 引言
隨著我國機械工業的快速發展,制造業裝備水平實現了快速提升,尤其在自動化數控加工設備的普及應用下,為我國制造業發展創造了良好基礎條件,為機械類產品的加工精度提升和整體質量升級奠定裝備基礎。數控機床作為自動化生產制造各種機械類零部件的加工設備總成,近年來其技術體系實現了快速升級,傳統的數控技術實現了與伺服控制技術的進一步融合,使伺服控制技術成為數控CNC系統的重要組成部分。該類技術在數控機床中應用能顯著提高機械制造的加工精度和自動化程度,并提高生產效率,降低人工作業的勞動強度,伺服控制技術對于制造業的未來發展將產生深遠影響。
1 技術特征
從制造業的國際化發展來看,數控機床技術總體向高效、高精度、多功能方向發展,對于控制能力的要求正持續提升。尤其在芯片技術的快速發展促進下,數控機床的運算能力持續提升,為數控機床的軟件控制力升級創造了良好條件。在常規數控加工制造中,伺服控制技術主要應用于對加工刀具、輔助裝置及焊接設備等進行位置、速度、轉速的控制,伺服控制技術的先進性與機床整體制造數量密切相關,尤其對于先進的高精度機床及多軸聯動機床而言,其對于伺服控制技術的依賴性更高。
伺服控制技術在數控機床上的應用具有以下優勢:一是能改善控制過程的響應速度,更能適應數控機床在加工過程中部分刀具及裝置的頻繁啟動、停止、加減速等變化,使加工過程的變化控制在極短時間內完成,對于伺服電機而言,其將速度由0加速至最大值僅需100 ms左右,部分先進的伺服電機甚至能將反應速度縮減到40~60 ms;二是有效保障數控機床的加工精度,利用伺服控制進給系統能夠保證定位及加工精度達到0.01 mm,部分先進的伺服控制技術能夠使定位和加工精度達到0.1 μm,且對于加工過程的抖動和啟動沖擊有很好的抑制作用;三是能顯著提高數控加工過程的抗過載能力,伺服控制系統與傳統的數控模式相比其控過載能力超出3~5倍;四是能夠適應多種不同的速度加工制造要求,尤其對于多軸聯動的數控機床而言,伺服電機可以在自身的速度范圍內實現無極調速,配合滾珠絲杠和減速齒輪能夠實現對進給速度和轉速的高適應性調整[1-2]。
2 技術體系與組成
伺服控制技術體系主要由軟件控制體系和硬件體系兩部分組成,軟件部分主要用于控制數控機床加工過程的各種邏輯,相當于傳統人工操作機床的工人大腦,硬件系統是用于驅動和輔助控制的各種硬件的總稱,是機床控制的執行者和輔助者,主要包括伺服電機、傳感器、轉換電路、驅動控制電路、電流調節單元、速度調節單元、編碼器等組成,根據伺服控制系統的控制邏輯進行分類,可分為開環控制系統、閉環控制系統及半閉環控制系統等。
2.1 開環控制系統
開環控制系統的運行邏輯如圖1所示, 其能夠接受數控機床控制系統給出的控制信號脈沖,并將所接收的脈沖信號進行轉換,用于控制伺服電機定子繞組的通斷電,進而實現對電機運轉的控制。開環控制系統的伺服電機與機床絲杠直接相連,通過轉子帶動絲杠轉動,主要用于控制數控機床的工作臺相關參數,包括控制工作臺位移量、運動方向、進給速度等[3]。其技術原理是將控制系統輸入的脈沖數量、頻率、方向等數據信息轉換為工作臺各項參數的數據變化,進而滿足對數控機床制造過程的控制需求。
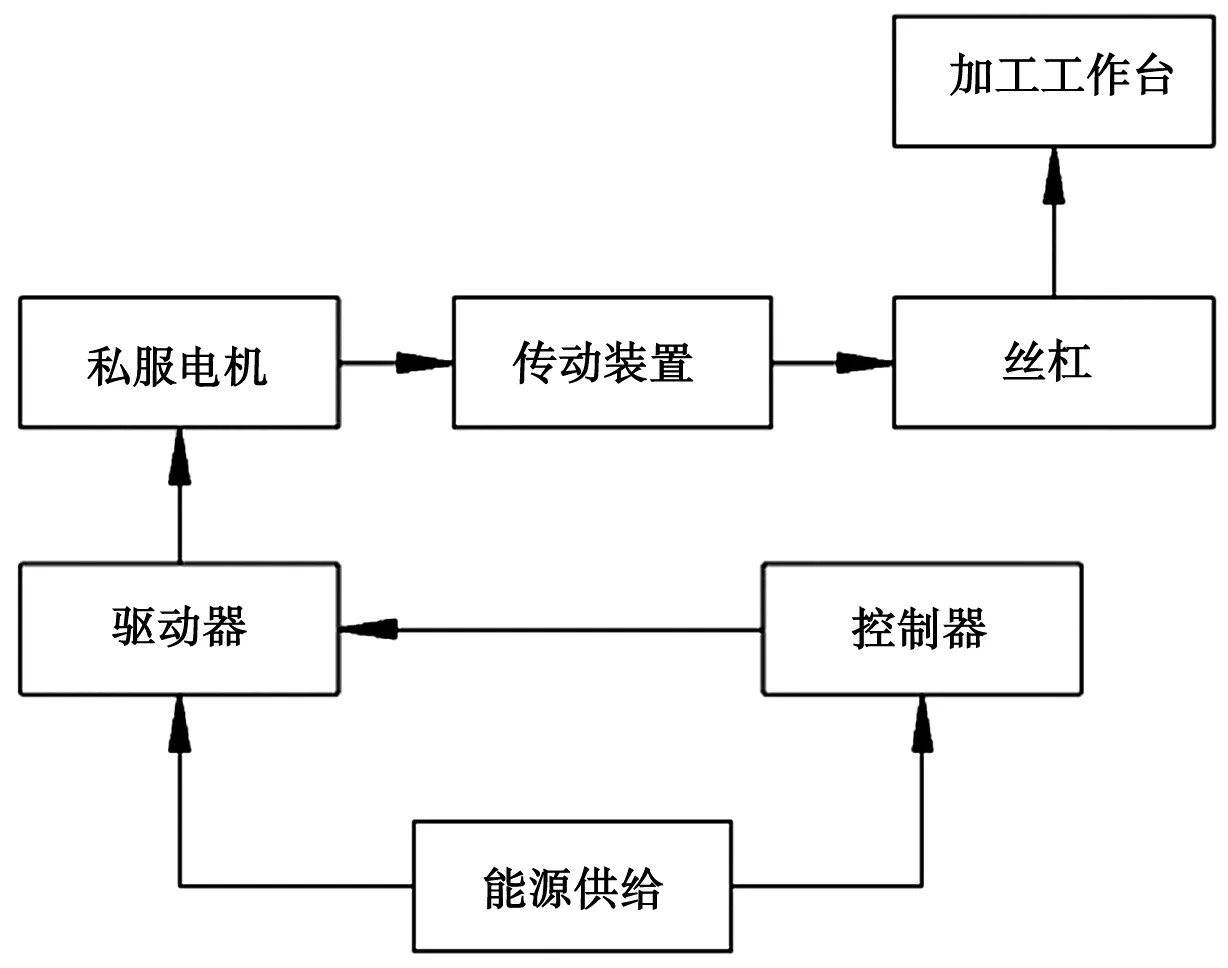
圖1 開環控制系統運行邏輯
2.2 閉環控制系統
閉環控制系統與開環控制系統相比其運行邏輯更為復雜,二者之間的差異在于閉環控制系統不僅能利用控制信號控制數控機床的各種加工動作,還能通過動作執行的反饋持續修正機床的加工制造過程。閉環控制對于數控機床的控制和加工過程如圖2所示,其運行時通過不斷重復圖2的控制流程完成機床的精確加工,通過比對實際值與期望值之間的偏差完成相應的加工。閉環控制系統與開環控制系統相比,在響應速度、控制精度、魯棒性等方面具有顯著優勢。應用于數控機床的控制時,閉環控制系統對于直線進給運動的測量,采用沿導軌移動方向安裝直線位移傳感器的方式,能直接測量工作臺的位移。近年來,PID控制技術成為閉環控制系統在數控機床控制中的主流技術之一,其能夠有效解決被控對象的結構和參數的一些不確定或無法得到精確模型的情況,將系統的偏差分為比例、積分、微分三類運算進行細化調整,實現制造過程的更精準控制[4]。
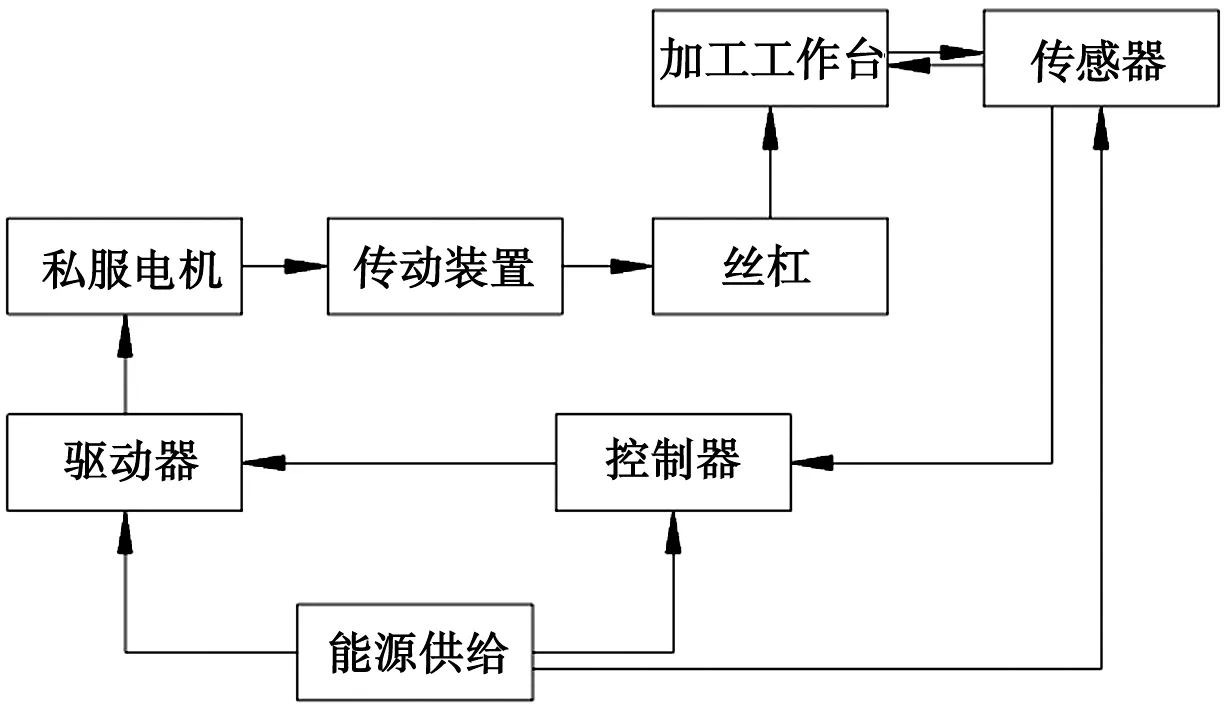
圖2 閉環控制系統運行邏輯
2.3 半閉環控制系統
半閉環控制系統在檢測和控制的原理上與閉環控制系統類似,二者之間的差異表現在以下幾方面:一是數據檢測的方式不同,半閉環控制系統是以開環控制系統驅動模式為基礎,利用角位移傳感器監測絲杠轉角,再轉換為機床部件的位移,而閉環控制系統對各種位移量進行直接監測;二是閉環控制系統能實現對動作最終執行狀態的監測,而半閉環控制系統僅能監測驅動控制的過程;三是二者在控制精度和響應速度方面存在一定差異,半閉環控制適用于精度和響應速度較高的場合,其應用成本相對較好,閉環控制適用于精度和響應速度更高的場合,其建設和后期維護成本較高。
3 加工精度優化途徑
3.1 精度優化方向
從伺服控制技術角度對數控機床的加工精度進行優化,主要應從以下幾方面進行,一是優化機床的定位精度,確保機床對待加工部件的定位坐標與理想坐標之間的誤差在合理范圍內,為后續加工制造工作奠定基礎條件;二是優化實際加工過程的定位精度,能夠更好與切削、激光、焊接等工藝的特點相結合,按照實際加工情況進行位置和速度的調整,并結合電控邏輯進行控制優化。此外,為更好保證數控機床的加工精度,應做好機床的日常檢查、維護及幾何精度調整,重點保證主軸回轉精度、導軌直線度、各個加工件和固定件之間的相對位置精度等[5-6]。
3.2 具體實施思路
3.2.1 精細加工
從電氣控制的角度出發,進行數控機床精度提升首先要從控制程序和執行邏輯的角度進行考慮,主要實施方向包括以下兩點:一是細化控制程序執行路線,傳統的控制路線主要針對零件加工過程的變化位置重點監測,而對平面、曲面等規律性較強的零件結構加工時的路線細分較為粗放,可通過程序對加工路線進行細分,以此縮短單次加工步驟,使原加工步驟的精確性提升至2倍甚至更高,如圖3所示。
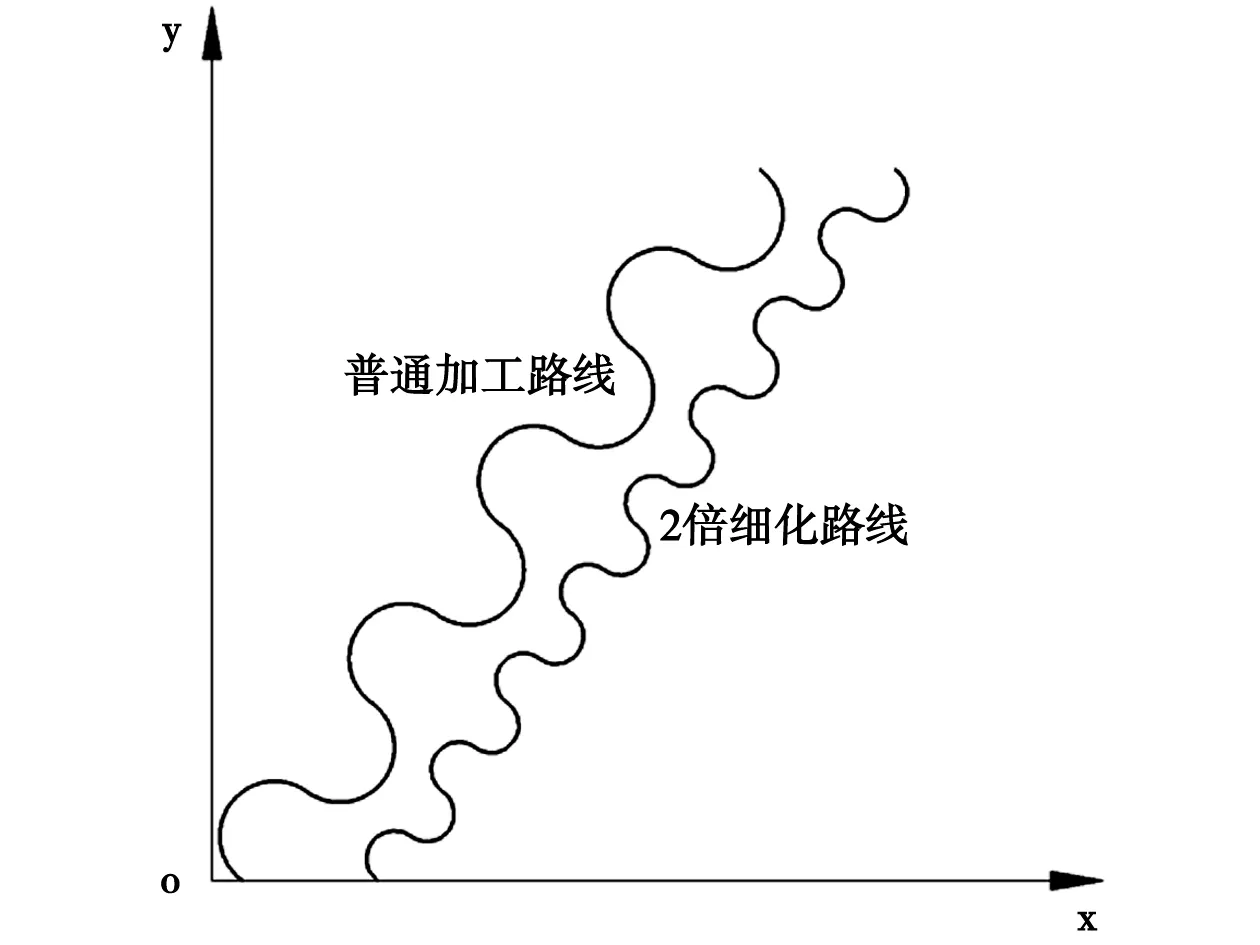
圖3 細化加工示意圖
3.2.2 誤差補償
誤差補償是利用軟件技術修正硬件在加工和裝配過程中產生的誤差,并盡量使誤差補償值與原始誤差值相等,使不利加工因素最大程度降低,進而提高加工制造精度。誤差補償技術在數控設備中應用了較長時間,所應用的補償理論和方式也呈現多樣化趨勢,現階段典型的誤差補償技術包括以下幾種:
1)誤差直接補償。主要是針對已知誤差參數進行的程序化補償,屬于簡單的直接補償技術,能夠針對加工溫度影響誤差、傳感器誤差等進行補償,方法簡單有效,但形式單一,對于誤差的補償范圍和補償能力受一定限制,部分無法實現測定或明確的誤差不能被有效補償[7]。
2)均值修正技術。主要利用傳感器技術測量精確的回轉誤差,如測量導軌平行度誤差,可通過多個位置的多個測量值進行誤差分析,進而有效解決傳感器單一測量數據產生的漂移誤差,提高測量和控制的精確性。
3)誤差抑制技術。通過合理設計誤差模型結合新的機構或者電路設計抵消或消除零位誤差、漂移誤差,能夠在控制邏輯和技術優化上直接降低誤差影響。
4)反向間隙補償。例如在部分鏈傳動或齒輪傳動的機床驅動模式下,在正轉驅動和翻轉驅動轉換的過程中,會因鏈條與鏈輪的配合間隙或齒輪間的配合關系影響產生反應遲滯,而引起加工誤差,因此,利用電控技術,在每次出現反向驅動時,系統基于適當的脈沖進行補充,以修正此類誤差。
3.2.3 混合私服技術
在數控機床實際的使用過程中,設備所受到的誤差影響因素較多,振動、溫度、負載等一系列因素會引起傳動誤差,在此情況下,越是技術先進、功能多樣的機床,存在的誤差影響因素就越多,越難以通過單一方式的誤差修正技術實現加工精度的改善。混合私服技術(圖4)是一種多種技術整合的閉環控制技術,能有效降低機床在工作過程中的多種不利因素影響,同時降低電機丟轉、振動等私服設備的影響,顯著提高生產加工精度并降低能耗。混合私服系統與現階段廣泛應用的交流伺服系統相比,平均故障(失效)間隔時間(MTBF)得到有效延長,伺服元件及機械傳動部分的可靠性顯著提升,既使控制精度保證,還降低了技術引進成本[8]。
4 結語
綜上所述,伺服控制技術在我國數控機床技術研究和應用領域發揮著重要作用,要進一步提高我國數控機床技術,促進制造業的現代化、智能化轉型,必須要更合理地應用伺服控制技術,充分發揮先進伺服控制技術的優勢,不僅提高機床的自動化程度,而且實現在機床的響應速度、抗干擾能力、連續加工能力、協同制造能力、穩定性等方面全面升級,同時加強私服電機、控制芯片等核心技術攻關,促進數控機床在軟硬件方面的全面升級。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
建材發展導向(2019年13期)2019-08-24 06:37:40
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2019年7期)2019-04-25 13:16:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
上海大中型電機(2017年4期)2017-02-06 05:27:06
照明工程學報(2016年3期)2016-06-01 12:17:56
