基于RobotStudio 的多平臺(tái)虛擬仿真設(shè)計(jì)*
2023-10-17 08:33:04馬俊強(qiáng)郭暢陳敏
電氣傳動(dòng)自動(dòng)化 2023年5期
馬俊強(qiáng), 郭暢, 陳敏
(1.廣西水利電力職業(yè)技術(shù)學(xué)院,廣西 南寧 530023;2.廣西體育高等專(zhuān)科學(xué)校,廣西 南寧 530023)
工業(yè)領(lǐng)域的技術(shù)革新,推動(dòng)著機(jī)械生產(chǎn)制造過(guò)程更加注重智能化、網(wǎng)絡(luò)化、降低人力成本、降低誤差率、提高生產(chǎn)效率,因此,工業(yè)機(jī)器人的應(yīng)用范圍越來(lái)越廣泛,不僅推動(dòng)著企業(yè)的轉(zhuǎn)型升級(jí),同時(shí)也提升了企業(yè)在行業(yè)中的競(jìng)爭(zhēng)力[1-2]。
面對(duì)市場(chǎng)的變化,為滿(mǎn)足工業(yè)機(jī)器人職業(yè)技能人才的需求,各大中專(zhuān)院校紛紛開(kāi)設(shè)了工業(yè)機(jī)器人專(zhuān)業(yè)。但因機(jī)器人設(shè)備價(jià)格昂貴,學(xué)校購(gòu)入設(shè)備數(shù)量較少,導(dǎo)致學(xué)生真正可以熟悉設(shè)備的時(shí)間比較少,同時(shí)因?qū)W生處于剛?cè)腴T(mén)階段,在設(shè)備操作過(guò)程中,極容易造成設(shè)備碰撞損壞,使得維護(hù)成本變高[3]。這些均會(huì)影響到正常的教學(xué)活動(dòng),因此虛擬化的教學(xué)優(yōu)勢(shì)逐步體現(xiàn)。
工業(yè)機(jī)器人的學(xué)習(xí)與應(yīng)用一般都不是獨(dú)立存在的,需要搭配控制系統(tǒng),實(shí)現(xiàn)有目的有規(guī)律的動(dòng)作。文獻(xiàn)[1]中利用SolidWorks 和RobotStudio 聯(lián)合建立了多機(jī)器人柔性制造生產(chǎn)線虛擬仿真系統(tǒng)。文獻(xiàn)[4]中提出了一種基于三維仿真平臺(tái)NX MCD 的機(jī)器人自動(dòng)化生產(chǎn)系統(tǒng)虛擬調(diào)試方法,通過(guò)磨削系統(tǒng)、機(jī)器人控制器和PLC 控制器的信號(hào)實(shí)時(shí)交互,實(shí)現(xiàn)機(jī)器人和PLC 的聯(lián)動(dòng)控制。文獻(xiàn)[5]中利用RobotStudio 和SolidWorks 搭建了機(jī)器人上下料工作站并進(jìn)行了仿真測(cè)試。文獻(xiàn)[6]中通過(guò)三維軟件完善了仿真軟件RobotStudio 建模方面的缺陷,聯(lián)合建立了分揀工作站的動(dòng)態(tài)仿真模型。文獻(xiàn)[7]中在RobotStudio 虛擬平臺(tái)上搭建了焊接機(jī)器人工作站。文獻(xiàn)[8]中研究利用SolidWorks 和RobotStudio構(gòu)建了多個(gè)工業(yè)機(jī)器人虛擬仿真工作站的實(shí)訓(xùn)平臺(tái)。文獻(xiàn)[9]中針對(duì)實(shí)訓(xùn)室建設(shè)中實(shí)訓(xùn)設(shè)備場(chǎng)地和設(shè)備不足的情況而提出了工業(yè)機(jī)器人應(yīng)用虛擬仿真實(shí)驗(yàn)開(kāi)發(fā)平臺(tái)解決思路。以上研究成果為虛擬仿真的研究提供了很好思路,但對(duì)多個(gè)工業(yè)設(shè)備間的數(shù)據(jù)交互,因其實(shí)現(xiàn)較為復(fù)雜,故難以在有限的課堂中推廣使用。
本文基于S7-1500PLC、昆侖通態(tài)MCGS 和RobotStudio 聯(lián)合建立機(jī)器人焊接系統(tǒng),通過(guò)觸摸屏的操作,直觀地查看機(jī)器人的運(yùn)動(dòng)數(shù)據(jù)。一方面解決了多平臺(tái)之間的數(shù)據(jù)交互問(wèn)題,另一方面可使教學(xué)活動(dòng)方便直觀,每位同學(xué)可實(shí)際操作演示,具有普遍實(shí)際意義和經(jīng)濟(jì)實(shí)用性。
1 機(jī)器人焊接系統(tǒng)搭建
RobotStudio 軟件是機(jī)器人離線仿真編程軟件,提供了多種CAD 數(shù)據(jù)類(lèi)型的導(dǎo)入文件功能。該焊接系統(tǒng)結(jié)合RobotStudio 軟件的機(jī)器人模型庫(kù)文件以及Solidworks 三維軟件創(chuàng)建焊接工件,通過(guò)調(diào)整機(jī)器人在工作站中的位置,組合完成整個(gè)焊接系統(tǒng)的布局。同時(shí),該系統(tǒng)結(jié)合學(xué)校實(shí)訓(xùn)設(shè)備焊接機(jī)器人,選擇了IRB1410 型號(hào)機(jī)器人以及IRC5控制柜,圖1 為虛擬焊接機(jī)器人工作站的模型及整體布局圖。
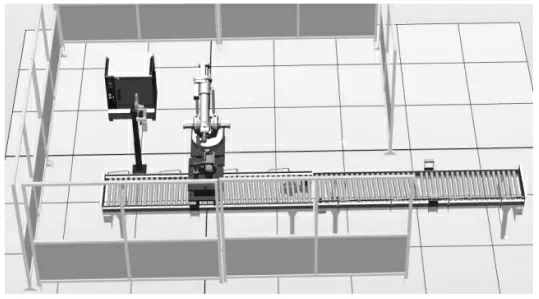
圖1 焊接機(jī)器人工作站
2 機(jī)器人焊接系統(tǒng)通信控制
2.1 機(jī)器人焊接系統(tǒng)組成
機(jī)器人焊接虛擬控制系統(tǒng)的通信方案如圖2 所示,系統(tǒng)包含了SolidWorks、PLCSIM、RobotStudio、MCGS 四個(gè)組成部分。SolidWorks 軟件完成焊件模型的繪制,PLCSIM 軟件實(shí)現(xiàn)S7-1500PLC 虛擬化的運(yùn)行仿真、監(jiān)控,RobotStudio 軟件實(shí)現(xiàn)機(jī)器人系統(tǒng)模型的搭建、組裝及程序仿真控制,MCGS 實(shí)現(xiàn)系統(tǒng)的上位機(jī)控制和過(guò)程的監(jiān)控。上述平臺(tái)主要是通過(guò)NetToPLCsim 完成信號(hào)的傳遞及交互,以達(dá)到過(guò)程通信、調(diào)試、監(jiān)控的效果。

圖2 控制系統(tǒng)通信方案
2.2 機(jī)器人焊接系統(tǒng)控制流程
機(jī)器人焊接控制系統(tǒng)包含了機(jī)器人控制器IRC5 和S7-1500PLC 控制器兩部分。在機(jī)器人焊接系統(tǒng)工作過(guò)程中,焊接件到位信號(hào)、機(jī)器人焊接觸發(fā)信號(hào)、機(jī)器人焊接完成信號(hào)等與機(jī)器人控制器和PLC 控制器實(shí)現(xiàn)信號(hào)的交互控制。
焊接件經(jīng)傳動(dòng)帶輸送至焊接位置,焊接件經(jīng)過(guò)傳感器1 時(shí),傳感器上升沿觸發(fā)計(jì)數(shù)為1,焊件開(kāi)始進(jìn)入工作區(qū),傳感器2 觸發(fā),焊件到達(dá)焊接位置,啟動(dòng)焊接機(jī)器人進(jìn)行焊接工作,焊接完成后,機(jī)器人完成信號(hào)發(fā)送給PLC,PLC 啟動(dòng)控制傳送帶反轉(zhuǎn),經(jīng)傳感器1 時(shí),傳感器上升沿觸發(fā)計(jì)數(shù)復(fù)位為0,焊件離開(kāi)工作區(qū),傳感器1 和傳感器2 需共同判定是否執(zhí)行機(jī)器人程序,以防止誤判,如否,則循環(huán)執(zhí)行下一個(gè)焊接流程,并通過(guò)PLC 計(jì)數(shù)統(tǒng)計(jì)完成數(shù)量。焊接系統(tǒng)生產(chǎn)流程圖如圖3 所示。
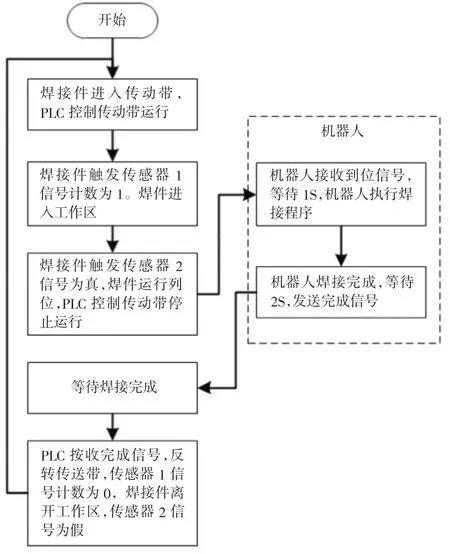
圖3 焊接系統(tǒng)生產(chǎn)流程圖
機(jī)器人焊接系統(tǒng)中PLC 主要控制傳送帶的正反轉(zhuǎn)、傳感器1 計(jì)數(shù)信號(hào)和傳感器2 到位檢測(cè)信號(hào)的控制程序以及焊接完成的數(shù)量統(tǒng)計(jì)。PLC 控制的輸入信號(hào)是傳感器2 的觸發(fā)信號(hào)和機(jī)器人的焊接完成信號(hào),輸出信號(hào)是機(jī)器人接收到位信號(hào),傳感器1 的計(jì)數(shù)作為輸入輸出信號(hào),避免多個(gè)焊件進(jìn)入工作區(qū)。
2.3 建立通信連接
為實(shí)現(xiàn)不同設(shè)備之間建立虛擬網(wǎng)絡(luò)連接,將1500PLC 作為主控單元,機(jī)器人以及MCGS 設(shè)備作為響應(yīng)單元,其接收并響應(yīng)處理不同設(shè)備間發(fā)送的信號(hào),并通過(guò)相應(yīng)流程實(shí)現(xiàn)。
首先在平臺(tái)上將Industrial Networks-709-1 DeviceNet Master/Slave和Communication-616-1 PC Interface 選項(xiàng)選中,機(jī)器人輸入輸出信號(hào)需要基于d652 板卡建立。在RobotApps 中搜索Snap7 庫(kù),RSConnectDIOToSnap7 和 RSConnectGIOToSnap7是RobotStudio 與PLCSIM 通訊的插件,它是基于網(wǎng)絡(luò)通信方式,實(shí)現(xiàn)控制點(diǎn)信號(hào)和組態(tài)信號(hào)的接入。
然后以管理員的身份打開(kāi)NetToPLCsim 軟件,確定電腦102 TCP 端口沒(méi)有被占用,因?yàn)殡娔X102端口是作為消息傳輸代理機(jī)制來(lái)使用的,通過(guò)該端口可以連接不同的網(wǎng)絡(luò)IP 段,將不同網(wǎng)絡(luò)平臺(tái)中接收和轉(zhuǎn)發(fā)的數(shù)據(jù)包進(jìn)行交互,實(shí)現(xiàn)不同平臺(tái)下軟件的聯(lián)動(dòng)控制操作。NetToPLCsim 通信設(shè)置圖如圖4 所示。
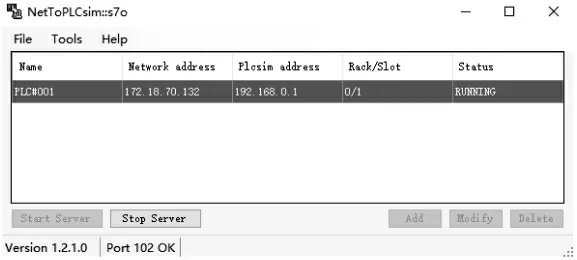
圖4 NetToPLCsim 通信設(shè)置圖
最后是建立昆侖通態(tài)MCGS 與PLC 之間的連接,選用MCGS 組態(tài)軟件是支持網(wǎng)絡(luò)通訊,兩者之間的通信均為基于S7 協(xié)議通信,因此PLC 屬性需選中“允許來(lái)自遠(yuǎn)程對(duì)象的PUT/GET 通信訪問(wèn)的功能”,這樣就可以建立MCGS 和PLC 之間進(jìn)行數(shù)據(jù)通信[10-12]。
值得注意的是,MCGS 和PLCSIM 的本地IP 地址屬于同一網(wǎng)絡(luò)段,MCGS 的遠(yuǎn)端IP 地址和RSConnectDIOToSnap7 屬于同一網(wǎng)絡(luò)IP,兩個(gè)網(wǎng)絡(luò)地址不相同,通過(guò)NetToPLCsim 工具實(shí)現(xiàn)不同網(wǎng)絡(luò)之間數(shù)據(jù)實(shí)時(shí)交互。各設(shè)備網(wǎng)絡(luò)IP 地址設(shè)置如表1 所示。
2.4 設(shè)置IO 信號(hào)與Smart 動(dòng)態(tài)組件設(shè)計(jì)
本文通信主要使用點(diǎn)信號(hào)RSConnectDIOTo-Sn ap7 插件將機(jī)器人信號(hào)通過(guò)Smart 組件形式與通信插件連接,通信插件再與PLC 通信連接,即將機(jī)器人輸出信號(hào)發(fā)送至RSConnectDIOToSnap7,再由RSConnectDIOToSnap7 將信號(hào)的狀態(tài)傳給PLC,以此可以實(shí)現(xiàn)PLC 和機(jī)器人之間的數(shù)據(jù)通信。通信IO 表如表2 所示。
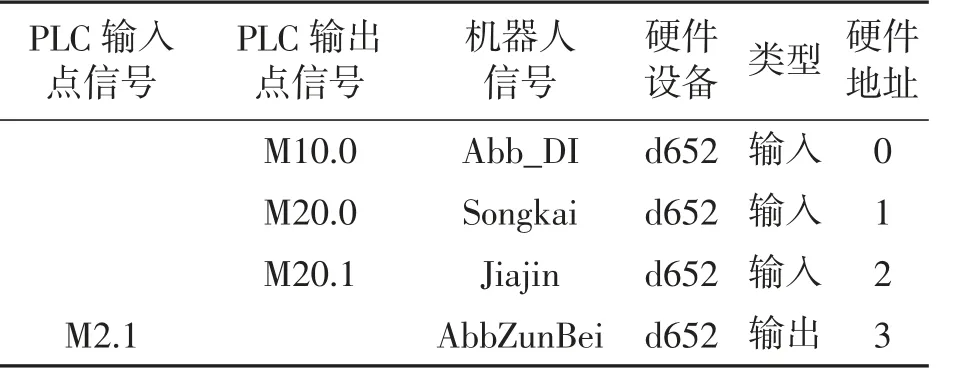
表2 通信IO 表
為實(shí)現(xiàn)通過(guò)觸摸屏控制機(jī)器人的仿真運(yùn)行,整個(gè)工作流程的Smart 組件邏輯關(guān)系如圖5 所示。圖中的HanJie2.0 是焊接機(jī)器人的邏輯關(guān)系,當(dāng)焊接件傳送到位以后,傳感器2 信號(hào)由0 變?yōu)?,并發(fā)送信號(hào)給Abb_DI,機(jī)器人接收到信號(hào)則進(jìn)行焊接動(dòng)作。焊接完成后,AbbZunBei 置位為1,發(fā)送信號(hào)至D0_0,執(zhí)行下一流程工作,同時(shí)為實(shí)現(xiàn)信號(hào)的實(shí)時(shí)交互,設(shè)置定時(shí)器脈沖觸發(fā)。
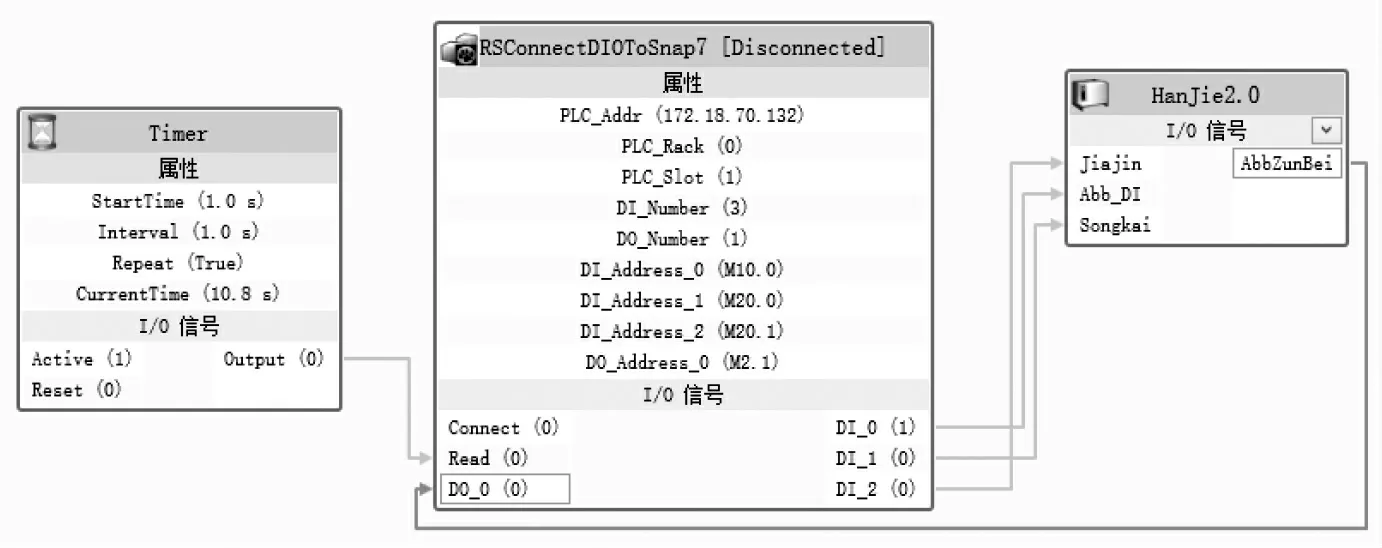
圖5 焊接系統(tǒng)Smart 組件邏輯關(guān)系
3 機(jī)器人焊接系統(tǒng)虛擬測(cè)試
為測(cè)試驗(yàn)證多平臺(tái)之間的虛擬仿真有效性,根據(jù)控制要求,編寫(xiě)PLC 程序和機(jī)器人程序,并繪制觸摸屏畫(huà)面,分別如圖6、7 所示。觸摸屏操作啟動(dòng)/停止按鈕,機(jī)器人可接收到PLC 發(fā)送的信號(hào),并執(zhí)行焊接程序。觸摸屏上根據(jù)機(jī)器人執(zhí)行焊接次數(shù)還可以統(tǒng)計(jì)焊接工件數(shù)量,也可顯示焊接過(guò)程中各個(gè)變量的實(shí)時(shí)狀態(tài),如圖8 所示,即表示觸摸屏MCGS 和機(jī)器人之間可以實(shí)現(xiàn)正常的數(shù)據(jù)通信,多平臺(tái)之間的虛擬仿真系統(tǒng)測(cè)試有效。
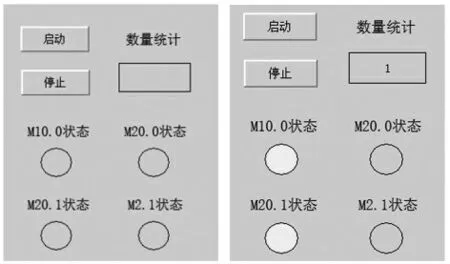
圖7 觸摸屏初始畫(huà)面
圖8 觸摸屏監(jiān)控畫(huà)面
4 結(jié)論
隨著智能制造的不斷提出,虛擬仿真控制系統(tǒng)可以大大減少試錯(cuò)的機(jī)會(huì),為快速方案設(shè)計(jì)和學(xué)生線上線下學(xué)習(xí)提供了大量的機(jī)會(huì)。本文研究結(jié)合了自動(dòng)化系統(tǒng)方案中常用的PLC 控制器、工業(yè)機(jī)器人、MCGS 觸摸屏設(shè)備,通過(guò)PLCSIM 工具、NetToPLCsim 軟件工具、Snap7 通信插件,實(shí)現(xiàn)其通信接口的連接,從而搭建完成了純虛擬的仿真系統(tǒng)平臺(tái)。
該虛擬仿真平臺(tái)的搭建不僅可以為實(shí)際的制造生產(chǎn)提供了理論依據(jù)和實(shí)驗(yàn)平臺(tái),還可以大大降低工程師們?cè)O(shè)計(jì)、調(diào)試的成本,大大提高生產(chǎn)效率,而且對(duì)高校的教育教學(xué),提供了一種新穎且可行的方案,降低了學(xué)生的學(xué)習(xí)成本。該實(shí)驗(yàn)平臺(tái)具有完全的開(kāi)放性,對(duì)于工業(yè)自動(dòng)化方面的學(xué)習(xí)具有理論指導(dǎo)意義。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00