塔式起重機標準節片多種加工工藝分析
2023-10-18 21:16:45韋亮
工程機械與維修 2023年5期
韋亮
摘要:塔式起重機的標準節片加工工藝主要有3種:一是全部零部件機械加工后組焊,二是部分零部件組焊后機械加工再組焊,三是全部零部件組焊后整體機械加工。不同的制作工藝需要克服的技術難點不一樣,投入的設備資源不一樣,得到的產品精度也不一致。不同的制作工藝需要克服的技術難點不一樣,投入的設備資源不一樣,得到的產品精度也不一致。分析標準節片的關鍵點、加工技術難點,對片式標準節3種加工工藝特點進行分析。
關鍵詞:塔式起重機;主弦桿;標準節片;精度;焊接收縮
1? ?塔式起重機標準節片結構
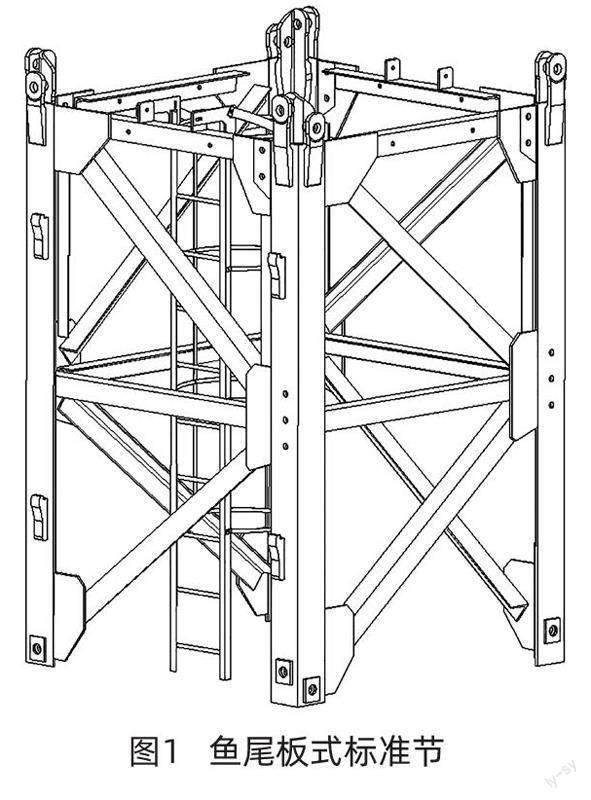
塔式起重機是高層建筑施工時,用于材料垂直、水平輸送的臂架型起重機。標準節是塔式起重機的一個重要組成部分,是用來改變塔身高度具有標準尺寸的塔節,如圖1所示。魚尾板式標準節由4個片狀式的標準節片組成,通過高強螺栓連接成一個正方形框結構,其中2片標準節片帶有踏塊,踏塊用作增減標準節時套架爬升的支點。
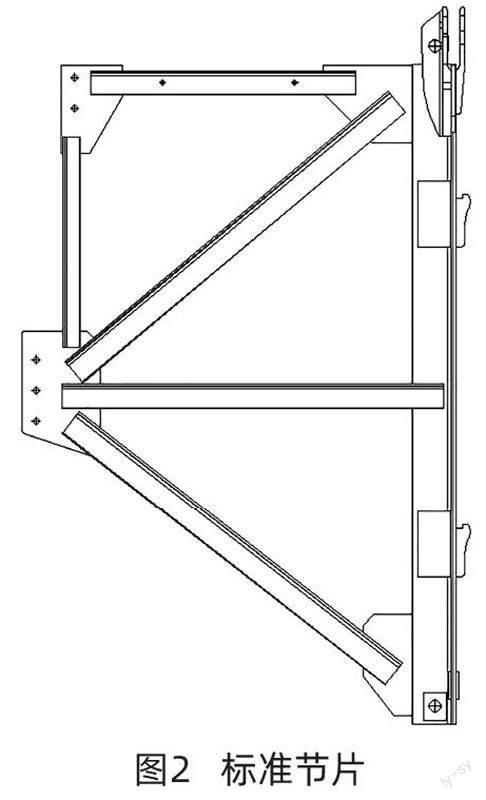
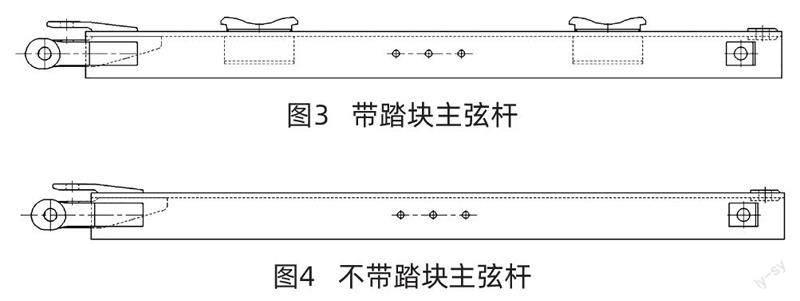
標準節片由主弦桿、橫腹桿、斜腹桿、連接板焊接而成,如圖2所示。主弦桿可分為帶踏塊主弦桿和不帶踏塊主弦桿,帶踏塊主弦桿如圖3所示,不帶踏塊主弦桿如圖4所示。主弦桿由魚尾板(圖3中左端連接件)、主角鋼、踏塊(圖3中角鋼中間部件)組焊而成。
2? ?標準節片加工控制要點
標準節是一個標準尺寸的塔節,節與節之間通過銷軸連接實現塔機高度的增減,即上一節標準節下端的主角鋼,安裝至下一標準節的上端(魚尾板端),通過十字方向的2根銷軸將兩標準節連成一體。
連接后的上下標準節,要求上下主角鋼的錯邊在2mm范圍內,同時對上下節主角鋼端面的貼合面積有一定要求。為實現上下節的順利連接,不僅需要保證4個標準節片的4根主角鋼長度C,主角鋼連接孔至角鋼端面的尺寸A、B,還要保證主角鋼、魚尾板連接孔至主角鋼直角面的尺寸精度。
標準節關鍵尺寸要求如圖5所示。尺寸A、B、C的尺寸精度及形位公差,直接影響標準節上下主弦桿連接位置精度及主角鋼的貼合面積。尺寸D、G則會影響標準節片拼成魚尾板式標準節的外形尺寸精度。由于標準節片由焊接而成,不可避免的出現焊接變形情況,能否將焊接變形控制在要求的范圍,直接影響產品質量的高低。
4片標準節片結構并非完全一致,2片的主弦桿帶有踏塊及加強板,另2片的主弦桿則沒有,在施焊不一樣標準節片時,產生變形也存在不一致。如何消除或降低不一致的焊接變形,是制定魚尾板式標準節制作工藝中必須要考慮的問題。
3? ?全部零部件機加工后組焊工藝
3.1? ?工藝流程
此工藝要求標準節片的所有組件完成精加工后分步組焊,即將主角鋼完成兩端面定長銑削、底端十字銷軸孔的精加工、中間連接孔的鉆鏜加工,魚尾板連接孔的精加工,兩孔連接板、三孔連接板的鉆鏜加工后,上定位模具拼焊出圖4主弦桿。采取同樣的工藝,拼焊上踏塊、加強板拼焊出圖3主弦桿。再將圖3、圖4主弦桿上工裝,與其余連接板、橫腹桿、斜腹桿拼焊成帶踏塊標準節片、不帶踏塊標準節。
3.2? ?工藝的優點與缺點
此工藝的優點是零部件均為單件加工,對設備要求較低,如主角鋼可采用普通立鉆、搖臂鉆、端面銑床,結合工裝模具、刀具即可完成加工。也可采用多動力頭組合專機、多孔鉆等設備完成機械加工。
此工藝缺點如下:產品全部由機械加工后施焊,存在較大的焊接變形,且有無踏塊主弦桿焊接變形不一致。有踏塊的主弦桿的焊縫數量,要比沒有踏塊主弦桿要多,而且踏塊的焊縫大。同樣的焊接方法下,有踏塊主弦桿的軸向焊后收縮會比沒踏塊主弦桿的大,導致4根主弦桿的長度不一致,導致裝配好的標準節有踏塊側比無踏塊側的要低。
3.3? ?焊接變形量比較
在相同焊接參數、焊接順序、起弧點、收弧點、焊接方向等工藝一致的焊接條件下,對有無踏塊的主弦桿進行施焊比較。待工件完全冷卻后,測量主角鋼長度C時發現,有踏塊的主弦桿(見圖3)比沒有踏塊的主弦桿(見圖4)縮短0.1~0.3mm。
比較方法為將樣本分A、B兩組,每組4件。將A樣本焊接成圖3帶踏塊主弦桿,樣本B焊接成圖4不帶踏塊的主弦桿。在拼焊主弦桿前,用游標卡尺測量主角鋼的長度尺寸a1、a2、a3等3處并標記測量位置,對樣本進行拼焊,除踏塊與加強板外A、B組的焊縫大小、焊接工藝均一致。待樣本冷卻后,在相同測量位置測量拼焊后的主角鋼長度尺寸b1、b2、b3,對此前后尺寸,即可得出主角鋼在拼焊圖3、圖4主弦桿前后縱向收縮量。
比較帶踏塊主弦桿的收縮量與不帶踏塊主弦桿的收縮量,即得出2種主弦桿因焊縫不一致導致的收縮量差異。控制焊接變形及變形不一致問題為此工藝重點解決的問題。比較圖樣如圖6所示。
4? ?部分零部件機加工后組焊再機加工、組焊工藝
4.1? ?工藝流程
此工藝將零部件部分機械加工后,轉焊接再機械加工。工序一:對魚尾板進行機械加工,端銑主角鋼一端面。工序二:借助工裝將魚尾板、主角鋼、踏塊定位施焊組成圖3主線桿;借助工裝將魚尾板與主角鋼定位施焊組成圖4主弦桿。工序三:對工序二主弦桿的主角鋼進行定位鉆鏜孔。工序四:對工序三的主弦桿的主角鋼下端面進行銑削,保證主角鋼長度。工序五:將主弦桿、連接板、橫腹桿、斜腹桿定位拼焊出片式標準節。
工序二操作時,以角鋼的直角面及加工后的端面進行定位夾緊,適當放大魚尾板孔到角鋼端面的距離,以抵消焊后收縮。進行工序三機械加工時,可用搖臂鉆借助工裝,以角鋼的直角面及加工的端面進行定位夾緊,鉆、鏜或鉆、鉸出各連接孔。進行工序四加工時,工件轉端面銑設備銑出角鋼另一端面,保證角鋼的長度尺寸。
4.2? ?工藝優點
此工藝的優點如下:主弦桿焊接成型冷卻后,進行主角鋼連接孔及端面的機械加工,有效解決了帶踏塊主弦桿和不帶踏塊主弦桿帶因焊縫數量不同,導致焊接變形不一致的問題。與工藝方案1相比,此工藝的效率較低、工序多,增加了工序間的轉運,但消除了變形不一致的影響。
5? ?全部零部件焊接后整體進行機械加工工藝
5.1? ?工藝流程
此工藝將所有零部件借助工裝焊接成標準節片后,上龍門加工中心進行整體的機械加工。其工藝流程如下:各零部件毛坯下料;采用工裝將各零件組焊成標準節片;轉數控龍門鏜銑床或數控加工中心,鉆鏜出各連接孔,銑出主角鋼端面。
5.2? ?工藝特點
此工藝是在所有零部件在焊接冷卻后才進行機械加工,有效解決了焊接收縮帶來的變形問題,產品的精度高,一致性最好。標準節片為空間結構,X、Y、Z軸方向均有加工要求,加工量大,對加工設備的加工精度、加工效率要求高。標準節片魚尾板端主角鋼端面銑削時,由于魚尾板的限制,要求刀具懸臂長、直徑小,故對刀具的要求也較高。拼焊后的標準節片一致性越好,其所需預留的加工量越少,加工效率越高,產品的外形質量更穩定。
6? ?結束語
塔式起重機的標準節片加工工藝主要有3種:一是全部零部件機械加工后組焊,二是部分零部件組焊后機械加工再組焊,三是全部零部件組焊后整體機械加工。不同的制作工藝需要克服的技術難點不一樣,投入的設備資源不一樣,得到的產品精度也不一致。
本文分析標準節片的關鍵點、加工技術難點,對片式標準節3種加工工藝特點進行分析。控制焊接變形是各工藝均需關注的重點,工藝一焊接變形帶來的質量問題更為明顯,工藝二次之。相信隨著機械加工設備越來越先進、自動化程度越來越高,焊后整體加工工藝將會被更多廠家采用。
參考文獻
[1] 聞邦椿.機械設計手冊[M].北京:機械工業出版社,2010.
[2] 陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2009.
[3] 王凡.實用機械制造工藝設計手冊[M].北京:機械工業出版社,2008.
