碳纖維復合材料制孔結構超聲無損檢測及評價
2023-10-21 04:01:20蔡桂喜李建奎
中國機械工程 2023年19期
楊 亮 蔡桂喜 劉 芳 李建奎
中國科學院金屬研究所,沈陽,110016
0 引言
復合材料結構部件間以鉚釘和螺栓等機械連接為主,所以制孔是復合材料結構部件最終組裝前必不可少的工序。碳纖維復合材料(carbon fiber reinforced plastics, CFRP)具有層間強度低、非均質且各向異性等特點,在進行鉆、锪加工時會出現分層、撕裂和毛刺等缺陷,影響結構件的裝配質量、剛度和承載性能,在飛機裝配中,由于孔的分層導致的零件報廢量占報廢總量的60%[1-2]。因此,對復合材料制孔結構分層缺陷進行無損檢測與評價,對保障結構部件的服役安全性至關重要。為實現CFRP制孔結構的無損檢測與評價,目前國內外對此已開展了多方面的研究,主要檢測方法有X射線、工業CT和超聲等。
X射線和工業CT通過分析射線的衰減強度得到CFRP內部的分層情況,主要用來研究缺陷形成機理和重建缺陷形貌。DURAO等[3]通過對比不同直徑轉頭、不同轉速下的孔結構X射線圖譜,研究了分層缺陷形成機理,結合力學性能試驗結果優化了制孔工藝;KOURRA等[4]通過工業CT技術分析了CFRP層間分層缺陷的圓度與分布,反演了內壁缺陷的三維幾何模型,結果表明,工業CT技術可以有效評估缺陷大小及位置,但設備昂貴,有輻射危害,難以實現工程化應用。
還有很多研究者嘗試采用超聲C掃描(折返式掃查)的方式檢測孔周圍的缺陷。 TSAO等[5]用5 MHz探頭結合JSR-DPR002超聲脈沖收發器對不同工藝下的制孔結構進行了常規C掃描,建立了分層面積與工藝參數的對應關系。魏瑩瑩等[6]采用75 MHz高頻超聲對鋪層厚度為0.2 mm的制孔結構進行了檢測,認為分層缺陷的形成通常是一種發生在多層材料上的三維結構缺陷,并提出了一種三維體積分層因子的分層評價方法,但工程中CFRP結構部件的制孔結構數量大且分布范圍廣,該方法難以滿足在役檢測的需求。
綜上分析,當前迫切需要一種可靠且高效的無損檢測手段實現對CFRP在役孔的檢測與評價。本研究即針對CFRP孔的結構特點,采用螺旋式掃查取代傳統折返式掃查,建立了不規則缺陷的最長軸線與孔的公稱孔徑比值(ratio of the longest axis to the nominal aperture of the hole,RLN)評價因子模型,然后將算法集成于所研制的便攜式儀器軟件中,以實現對多種形式分層缺陷的檢測與評價。
1 檢測原理與儀器組成
常規超聲波C掃描檢測掃查方式為折返式,如圖1所示,分為掃查軸和步進軸[7]。在掃查過程中需要對步進軸電機進行頻繁的啟停控制,既造成機械沖擊又嚴重影響檢測速度。
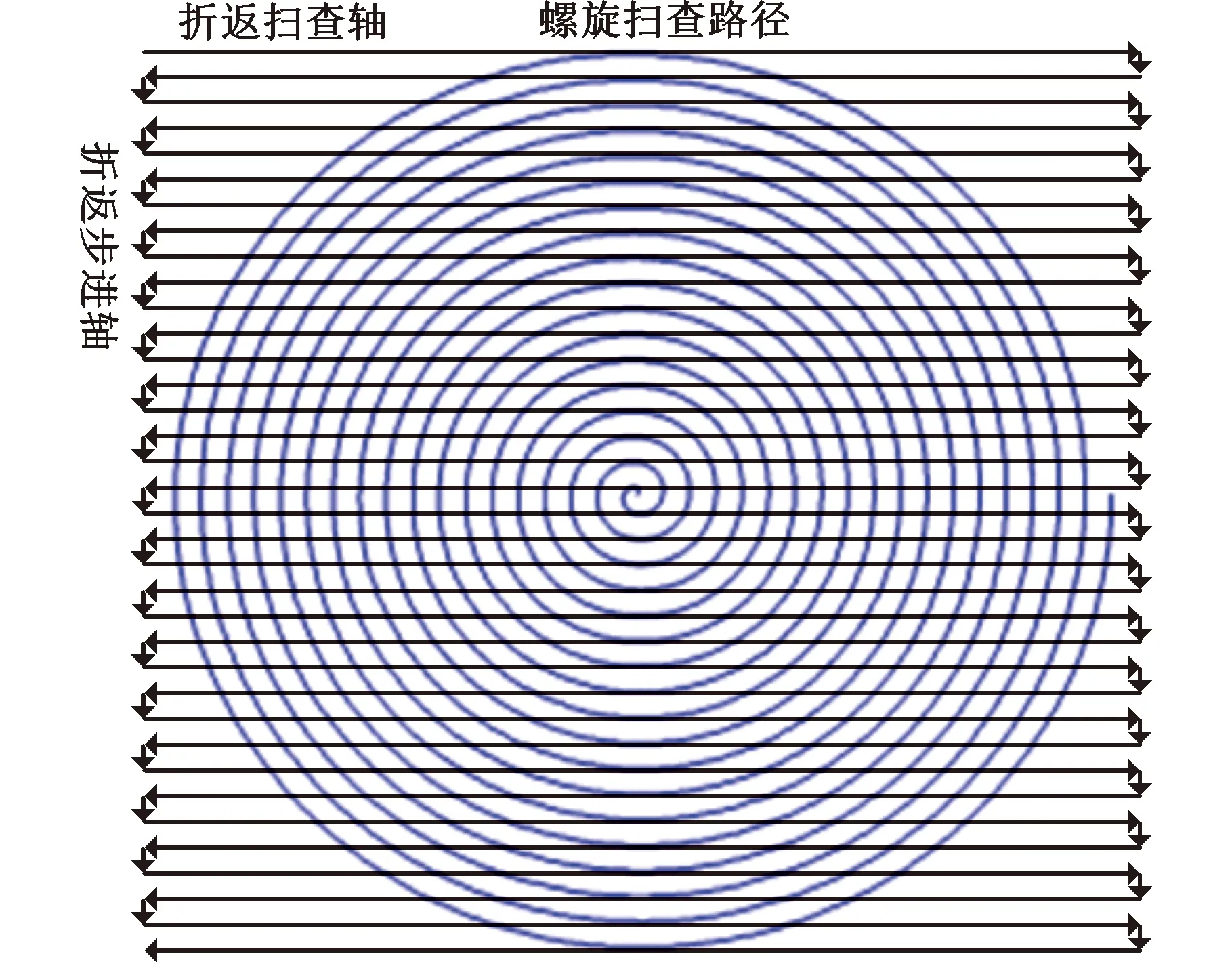
圖1 折返掃查與螺旋掃查對比Fig.1 Comparison between retractable scan and spiral scan
本文提出的快速螺旋掃查技術在相同掃查分辨力的前提下無需頻繁啟停步進軸電機,既可以減小機械沖擊,又可大幅提高檢測速度。以步進軸的步進精度為0.5 mm為例,若步進長度為100 mm,則每次檢測就可以節省200 s時間,當步進精度更小、步進長度更大時,將節省更多時間。
如圖2所示,檢測時,首先將內置5 MHz點聚焦探頭的水套置于待檢區域,探頭焦點聚焦于工件表面,該探頭既作為發射探頭又作為接收探頭。探頭發射的超聲波經過水和透聲介質后在被檢工件中沿直線傳播。開啟按鍵后,旋轉檢測機構連動探頭進行螺旋掃查,CPU實時處理超聲波檢測數據。當探頭位于孔周圍時,若孔周圍無缺陷,則超聲波傳播至底面處發生反射,形成反射回波(底波),直至被探頭接收,如圖2中①所示;若孔周圍存在點狀小缺陷,則超聲波傳播至缺陷處會發生反射和折射,反射的超聲波被探頭接收,形成缺陷回波,折射的超聲波繼續向前傳播,直至遇到被檢工件的底面,形成底波,如圖2中②所示;當探頭位于孔上方時,超聲波傳播至透聲介質底部處發生反射,形成界面波被探頭接收,如圖2中③所示。若孔周圍存在大分層缺陷,則超聲波傳播至缺陷處會發生反射,傳播路徑被阻隔,不會形成底波,如圖2中④所示[8]。
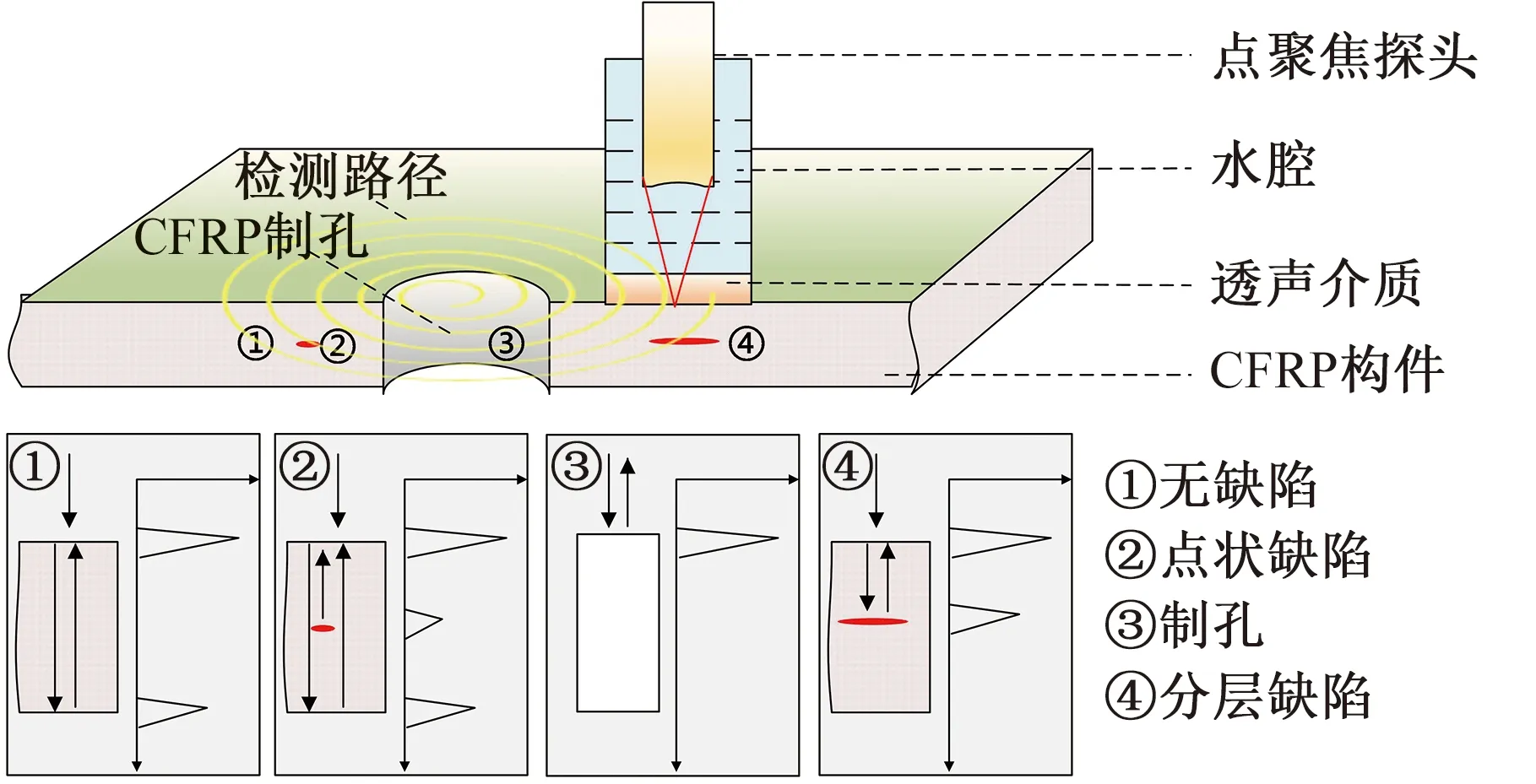
圖2 超聲檢測原理圖Fig.2 Schematic diagram of ultrasonic testing
如圖3a所示,超聲波螺旋C掃描檢測儀器包括便攜式主機和旋轉檢測機構兩部分。便攜檢測主機由數據采集卡、脈沖收發器、控制器及驅動器組成,數據采集卡負責采集超聲波信號,脈沖收發器負責觸發探頭并對超聲波回波信號進行放大以易于數據采集,控制器及驅動器控制步進電機完成規定圈數掃查并調理編碼器觸發信號。
如圖3b所示,高精度旋轉檢測裝置主要由步進電機、傳動減速機構、編碼器、啟動按鍵、水密封及耦合、探頭組成。軟件控制電機運行參數,經過機械傳動模塊驅動檢測探頭在既定平面內沿漸進螺旋線運動。檢測探頭激勵出的超聲波經水耦合傳播到被檢工件內,獲取檢測區域質量信息,通過接口傳送到上位機進行分析與成像。編碼器和精密徑向步進掃查機構相匹配,探頭掃查精度可達到0.065 mm。最大掃查范圍可達φ28 mm,足以覆蓋常規CFRP孔及其周邊可疑區域。
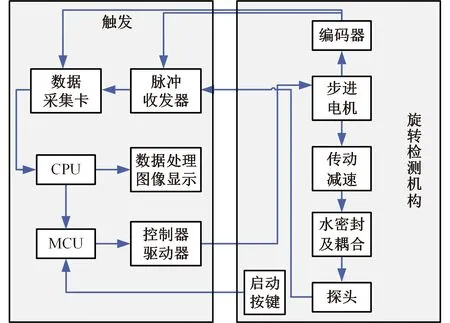
(a)設計基本組成

(b)設備設計圖及工作原理圖3 設備基本構成和工作原理Fig.3 Basic composition and working principle of equipment
2 評價方法
通過超聲檢測方式獲取分層缺陷C掃描成像是定量評價的原始依據,至今沒有統一的標準。國內外學者提出了不同的評價因子,以對分層缺陷進行科學合理的評價[9]。當前主要以一維直徑分層因子和二維面積評價因子為主。
CHEN[10]提出采用最大分層直徑與孔的公稱直徑的比值作為分層缺陷的評價因子Fd,即
(1)
式中,Dmax為最大分層直徑;D0為孔的公稱直徑。
Fd評價因子測量簡單,是目前較常用的評價制孔結構分層程度的方法。但當最大分層直徑相近,分層面積差異較大時,該方法并不適用。如圖4所示,圖4a、圖4b中的最大分層直徑(Dmax1、Dmax2)相等,Fd相同,圖4a在單方向發生嚴重的分層剝離,但圖4a的分層面積比圖4b的分層面積小很多,分層程度明顯小于圖4b的分層程度。
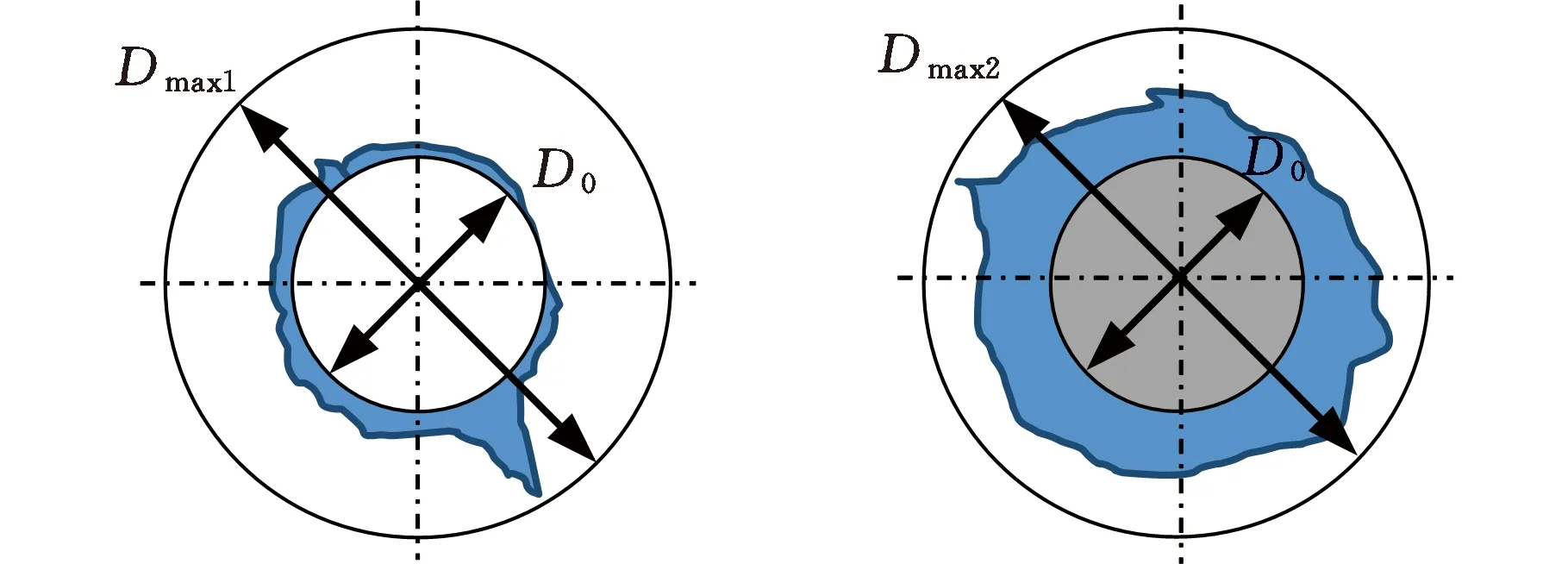
(a)單方向分層損傷 (b)多方向均勻損傷圖4 Fd相等時不適宜情況Fig.4 Inappropriate situation when Fd is equal
FARAZ等[11]在考慮分層面積的影響后,提出以真實分層面積與孔的公稱面積的比值作為分層評價的標準Fa,其表達式為
(2)
式中,Ad為實際分層面積;Anom為孔的公稱面積。
Fa與Fd相比可更好地評估分層的程度,但同樣存在不足。因為該方法沒有考慮分層向某一方向拓展嚴重的情況。如圖5a和圖5b所示,分層面積Ad1與Ad2相等,評估因子Fa相等,但圖5a分層缺陷在各個方向的拓展程度相近,而圖5b中分層缺陷沿左下方拓展嚴重,故圖5b中孔周圍實際分層更為嚴重。
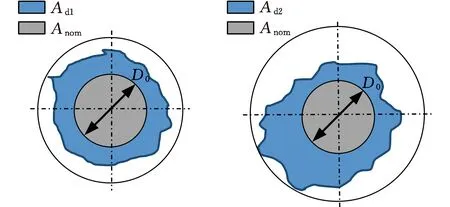
(a)多方向均勻分布 (b)分層擴展不均勻圖5 Fa相等時不適宜情況Fig.5 Inappropriate situation when Fa is equal
在二維面積評價因子模型基礎上,考慮不規則分層缺陷向某方向拓展較大的情況,基于靜矩原理,建立RLN評價因子數學模型,用以評價CFRP孔分層程度。具體實現過程為:通過二重積分算法確定缺陷與孔構成的不規則面積形心,計算不規則面積內通過該形心的最長軸線,最后得出最長軸線與孔的公稱直徑比值(RLN)。形心確定方法如圖6所示。
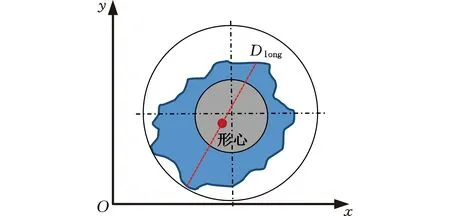
圖6 不規則面積形心提取模型Fig.6 Irregular area centroid extraction model
假設圖5b中不規則區域是一平面薄片,處于Oxy平面中的面積為σ,質量為M,質量密度為ρ(x,y),則質量M為
M=?Dρ(x,y)dσ
(3)

(4)
(5)
(6)
(7)
不規則區域中任意通過該形心的直線將該圖像分割成面積相等的兩部分。從圖6中可以看出形心位置明顯與孔圓心位置不一致,這是由于分層缺陷向各方向拓展程度不同造成的,當分層缺陷向各方向拓展程度相同時,形心與孔圓心位置應重合。故可通過最長軸線與孔的公稱孔徑比值大小表征分層缺陷向某方向拓展程度,其表達式為
(8)
式中,Dlong為不規則面積最長軸線。
儀器的上位機軟件計算流程如圖7所示。
圖7 軟件計算流程圖Fig.7 Software calculation flow chart
將圖4和圖5中單方向分層損傷、多方向均勻損傷和分層擴展不均勻三種情況按圖7中流程計算以RLN進行評價,結果如圖8所示。
由圖8可以看出,三種制孔結構中實際分層嚴重程度從大到小為圖8c、圖8b、圖8a。Fd因子評價結果為Fd(c)>Fd(b)=Fd(a)(Fd(c)表示圖8c所示的分層擴展不均勻情況下的Fd因子評價結果,其余符號類此表達);Fa因子評價結果為Fa(c)=Fa(b)>Fa(a);若按RLN因子進行評價,Dlong3>Dlong2>Dlong1,結果為FRLN(c)>FRLN(b)>FRLN(a),與實際情況一致。故通過RLN因子評價分層程度時,既能夠涵蓋單方向分層損傷和多方向均勻損傷的情況,又可避免由于分層擴展不均勻性導致評價結果不合理的問題,具有工程意義。
(a)單方向分層損傷 (b)多方向均勻損傷 (c)分層擴展不均勻圖8 不同損傷情況下各評價因子對比Fig.8 Comparison of evaluation factors under differentdamage situations
3 實驗結果與分析
人工試樣為層壓板結構,板厚為7.8 mm,孔的公稱直徑為5.2 mm。試樣共有4個孔,含有1個完好孔,以及3個缺陷孔,缺陷為φ1.5 mm平底孔,長度為4 mm。分別位于試樣厚度方向等間隔三處,模擬上中下三個部位的寬度為1.5 mm、長度為4 mm的分層缺陷,如圖9所示。
圖9 人工試塊Fig.9 Manual test block
使用研制的便攜式儀器對人工試樣中的孔進行檢測,掃查的圓形區域直徑為18 mm,成像閘門設置在底波區域,檢測結果如圖10所示。
從圖10和圖11中C掃描和D掃描成像結果可以看出,不同深度位置的分層缺陷均可檢出。孔周圍無缺陷時,C掃描成像結果中,紅色區域為掃查區域成像,藍色區域為孔成像;D掃描成像結果中,深度方向無缺陷波形。當存在分層缺陷時,C掃描成像結果中,超聲波經過缺陷折射后繼續向下傳播,形成較弱的底波,故當閘門位于底波位置時,孔周圍缺陷的C掃描成像的色階介于藍色和紅色之間。上中下三部位的缺陷成像位置不同是因為每次放置的旋轉檢測機構相對位置不同,不影響檢測與評價。D掃描成像結果中,顯示了三個不同深度下的分層缺陷。上中下分層缺陷中RLN評價因子及分層寬度誤差如表1所示。
(a)完好孔 (b)存在上層缺陷孔
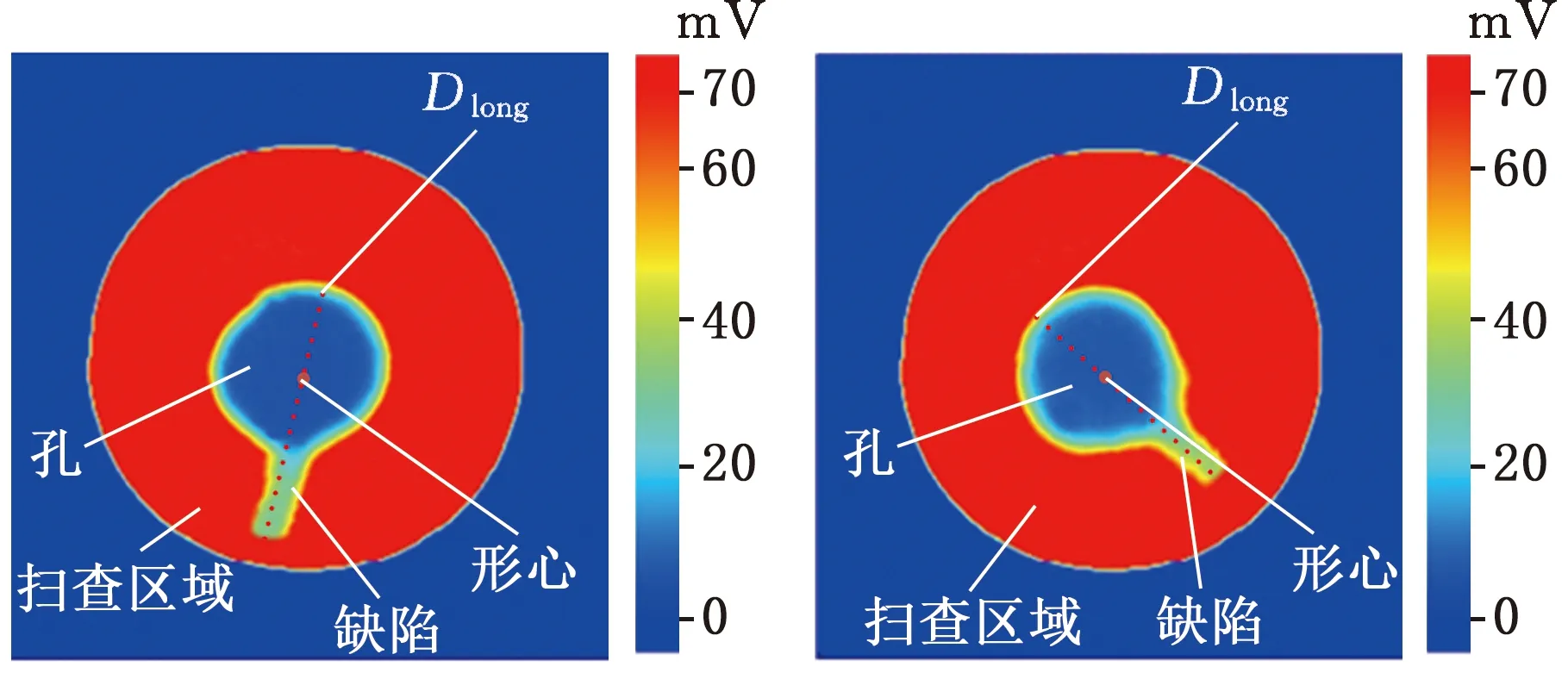
(c)存在中層缺陷孔 (d)存在下層缺陷孔圖10 人工試塊中制孔結構C掃描成像Fig.10 C-scan imaging of the hole making structure in the artificial test block
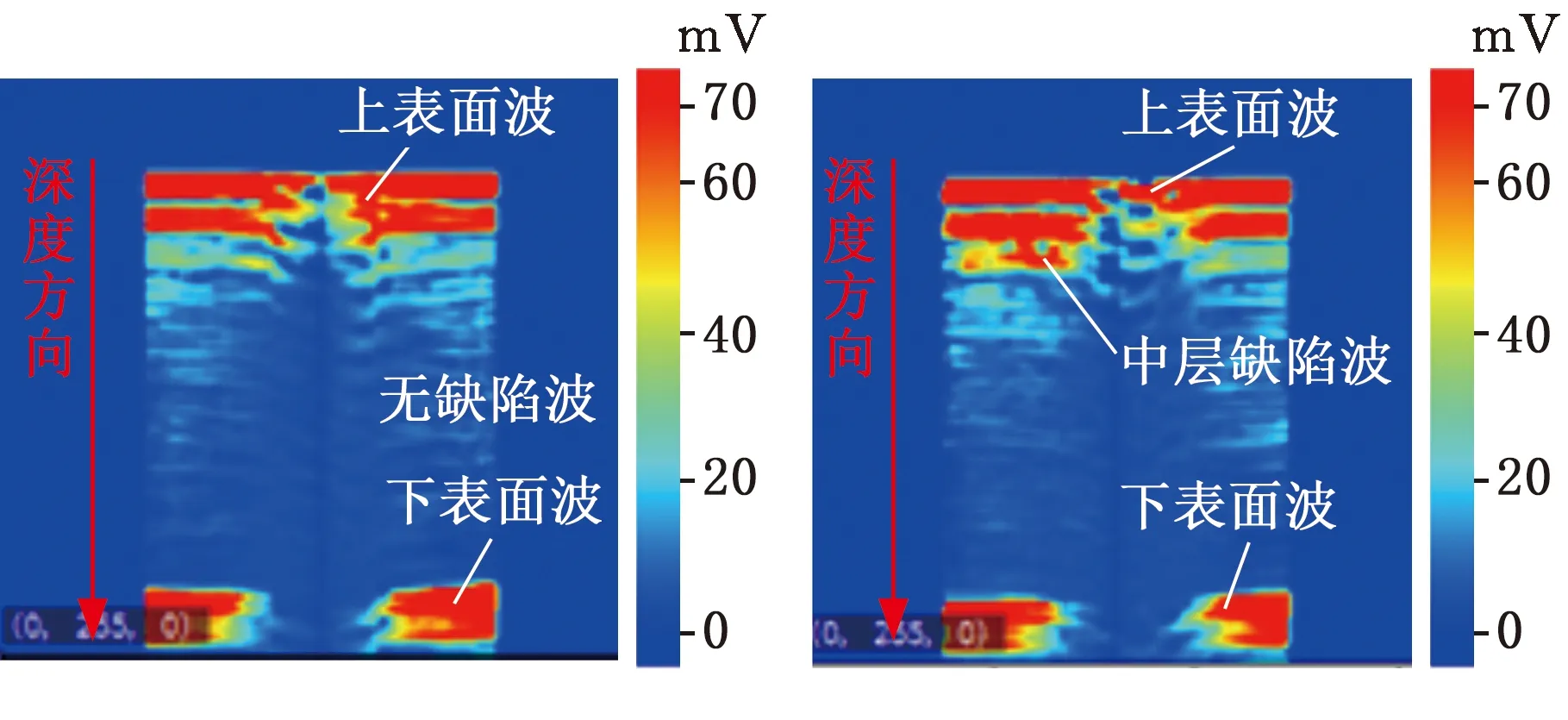
(a)完好孔 (b)存在上層缺陷孔
(c)存在中層缺陷孔 (d)存在下層缺陷孔圖11 人工試塊中制孔結構檢測D掃描成像Fig.11 Dscan imaging of the hole making structure in the artificial test block
由表1可以看出,與分層缺陷尺寸相比,所檢出分層寬度誤差最大為0.13 mm,分層長度誤差最大為0.19 mm,RLN值相近。當前掃查范圍下,當孔位于掃查中心時,可測量的最大分層長度為6.4 mm,能夠覆蓋分層缺陷長度。為進一步驗證檢測及評價方法,對與人工試塊制造工藝相同的CFRP構件中兩個在役孔(1號和2號)進行了檢測,公稱孔徑同為5.2 mm,檢測結果如圖12所示。
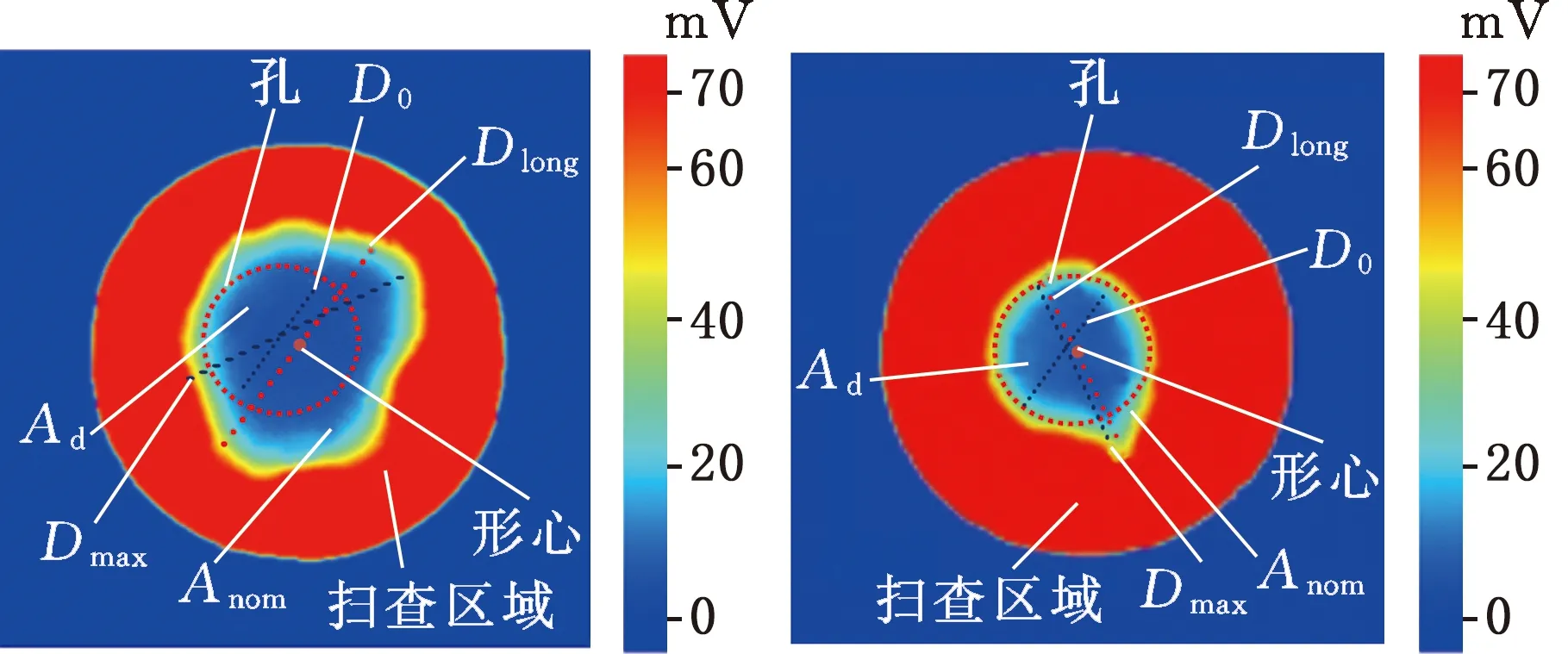
(a)1號孔 (b)2號孔圖12 在役構件中制孔結構檢測結果Fig.12 Testing results of drilling structure in in-service components
針對1號和2號在役制孔結構進行C掃描成像分析,可看出1號制孔明顯出現大面積分層缺陷,其長軸為11.90 mm,RLN值為2.29;2號制孔出現單方向分層剝離缺陷,其長軸為6.05 mm,RLN值為1.16。1號和2號在役制孔結構Fd、Fa和RLN評價因子計算結果如表2所示。
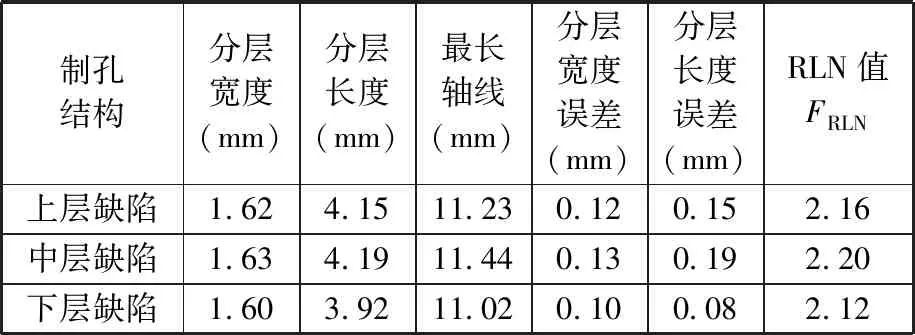
表1 上中下分層缺陷檢測結果

表2 三種評價因子計算結果
從表2中可以看出,當1號在役孔周圍明顯出現大面積分層、缺陷較嚴重時,Fd值偏小;當2號在役孔周圍單方向分層剝離缺陷較嚴重時,Fa值偏小,不符合實際嚴重程度。而RLN因子評價分層程度時,能夠涵蓋單方向分層損傷和多方向均勻損傷時的極限情況。
1號孔和2號孔服役中的實際形貌如圖13所示,可看出1號孔作為結構件的連接孔,其表面已經出現明顯的大面積分層;2號孔近表面也出現了單方向微弱劈裂分層,兩孔實際形貌與檢測結果有較好的一致性,更進一步說明該檢測儀器與評價方法對CFRP制孔結構的良好適用性,故可以通過比較RLN值的大小評價分層缺陷的嚴重程度,該方法適用性強,可靠性高。若在評價因子值與孔性能之間建立評價關系,需要根據標準GB/T 30968.3—2014《聚合物基復合材料層合板開孔/受載孔性能試驗方法第3部分:開孔拉伸強度試驗方法》做大量的有損試驗,將獲取的有損試驗數據(不同分層缺陷大小對孔性能的影響)與無損檢測數據(如RLN值)進行相關性研究和分析,這也是下一步的研究方向。

(a)1號孔 (b)2號孔圖13 在役構件中制孔結構實際形貌Fig.13 Actual morphology of hole making structure in active components
4 結論
(1)本文提出了超聲螺旋C掃描檢測方法,與折返式掃查相比,本文方法在相同掃查分辨力的前提下,既可以避免由于頻繁電機啟停帶來機械沖擊,又可以大幅提高檢測速度。
(2)研制的便攜式超聲波檢測儀器能更加直觀和準確地反映分層缺陷的大小、位置以及分布狀況,以進行缺陷的定量和定位,可滿足在役檢測需求。
(3)基于靜矩原理,通過二重積分算法提取不規則缺陷形心,建立了不規則缺陷最長軸線與孔的公稱孔徑比值(RLN)評價孔質量的數學模型,可對多種類型分層缺陷進行有效評價。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
石油瀝青(2021年4期)2021-10-14 08:50:44
哲學評論(2021年2期)2021-08-22 01:53:34
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
現代企業(2015年9期)2015-02-28 18:56:50
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05