考慮冷卻能耗的干切機床效率分析及評價模型
2023-10-21 04:01:06王倩玥曹華軍林江海賴科旭李本杰葛威威
中國機械工程 2023年19期
王倩玥 曹華軍 林江海 賴科旭 李本杰 葛威威
1.重慶大學機械傳動國家重點實驗室,重慶,400044 2.齊魯工業大學山東省機械設計研究院,濟南,2500313.西南石油大學機電工程學院,成都,610500
0 引言
隨著工業的快速發展,能源緊缺、環境惡化和全球氣候變暖已成為全世界廣泛關注的課題。面向“碳達峰、碳中和”目標,綠色制造成為制造業發展的必由之路[1-2]。機械加工系統在制造業中占主導地位,因此,降低機械加工系統的能耗對制造業可持續發展非常重要[3-4]。其中,被譽為“工業母機”的機床是最具代表性的加工系統,機床具有高能耗和低能效的特點。以我國為例,目前現存的機床數量已超700萬臺,以單臺機床平均功率7.5 kW為基準,每年機床的總能耗達到三峽水電站總發電量的兩倍以上[5]。此外,機床在加工過程中的平均能效低于30%[6]。因此,開展機床節能增效研究意義重大。
目前圍繞機床能效已開展大量研究。KARA等[7]建立了金屬切削過程經驗模型來揭示加工參數和比能耗之間的關系,并通過車削和銑削實驗驗證了模型的預測精度。BALOGUN等[8]研究了45鋼、Ti-6Al-4V鈦合金以及AW6082-T6鋁合金銑削過程中的比能耗特性,并提出一種切削寬度和未變形切屑厚度的優化模型。劉飛團隊[9-10]建立了可表征機床能效相關參數與工件相關參數之間關系的新型能效評價模型,并將其用于干式滾齒機床和濕式滾齒機床的能效評價,結果表明干式滾齒機床的能效明顯高于濕式滾齒機床的能效。趙剛等[11]研究了干式銑削過程工藝參數與單位切削能耗和機床能效之間的定量關系,發現增大切削速度的進給量、減小切削深度可提高機床能效,且機床能耗隨材料去除率的增大而減小。倪恒欣等[12]對變參數下機床能耗分布特性進行了研究,建立了高速干切滾齒機床能耗預測模型。王秋蓮[13]建立了機械加工系統能量模型,并構建了一個集成能量利用率和比能效率的能量效率評價指標體系。
上述關于能效的研究主要基于材料去除能耗。然而,在加工過程中,工件和刀具之間的劇烈摩擦會引起極大的熱效應,導致工件、刀具和機床的熱變形,從而影響加工精度,其中因熱變形造成的誤差占機床總誤差的40%~70%[14-15]。冷卻系統是維持機床熱平衡、保證加工精度的關鍵設備,其中精密機床的冷卻系統能耗占機床總能耗的70%以上[16]。為準確全面評估機床加工能效,用于熱調控的機床冷卻系統的能耗需要被考慮。
1 干切機床效率特性
1.1 干切機床能量流邊界
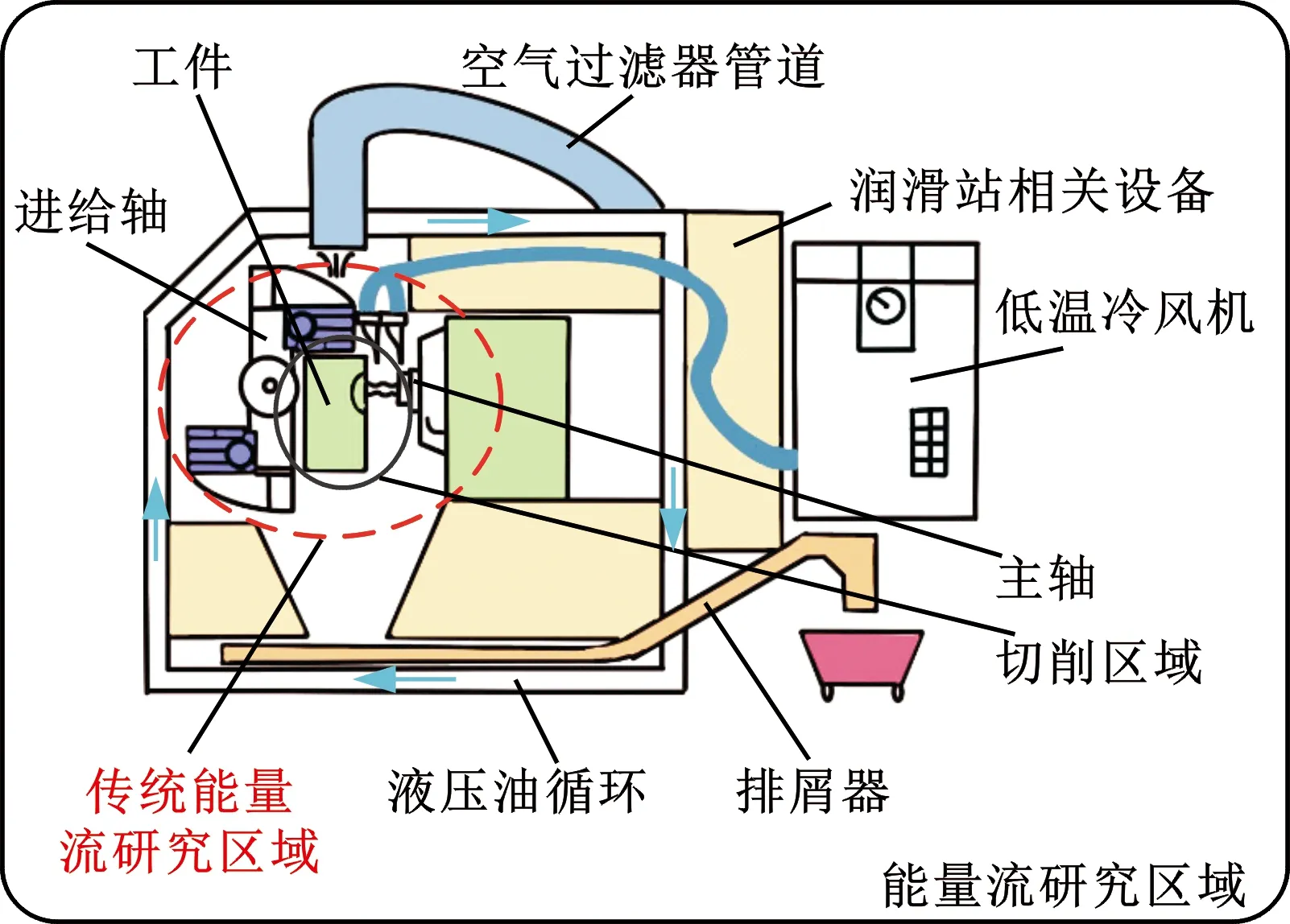
圖1 干切機床能量流研究區域示意圖Fig.1 Diagram of energy flow area of dry-cutting machine tool
傳統的機床能效研究只針對切削區能量流進行分析,不考慮機床外部冷卻系統能量以及機床其他空間的傳熱。然而干切機床能量流區域不僅要包括傳統的切削部分,還要包括圖1中的其他冷卻設備,如空氣過濾器、低溫冷風機、排屑器等。機床系統分為機床本體和由一系列外圍熱調控設備及其內部的冷卻液組成的冷卻系統(圖2)。電能(Ee)從外界輸入,機床系統內部通過部件之間的產熱(Qgen)與散熱(Qdis)進行熱傳導。冷卻系統的各種工作流體流經機床切削區設備、軸承和電機等組成的產熱區域,通過強制對流和熱傳導,發揮不同程度的冷卻作用,對機床進行熱調控。因此,除去材料去除能耗(EMR),冷卻系統的一部分電能消耗Qco(在數量上等于工作流體與機床本體之間的熱交換能量)也被視為有用的主動冷卻能耗。此外,機床通過輻射和自然對流進行的被動冷卻也起到了熱調控的作用,這部分熱交換能量同樣應被視為有用的能耗。其中,通常可忽略熱輻射,因為它的值很小,對機床的熱調控幾乎沒有影響[24-25]。

圖2 考慮冷卻能耗的干切機床能量流邊界Fig.2 Energy flow boundary of dry-cutting machine tools considering cooling energy consumption
1.2 干切機床效率分析
機床的傳統能效被定義為加工時間t內材料去除所消耗的能量和機床輸入能量之間的比值[29],也可稱之為材料去除能效,即
(1)
式中,Ee,MT為機床驅動器的電能輸入,kJ;Ee,PD為機床外圍設備的電能輸入,kJ;EMR為材料去除能耗,kJ;Pcut為材料去除功率,kW;P為機床的輸入功率,kW。
機床驅動器的電力需求主要分為主軸驅動輸入和進給軸驅動輸入。機床驅動部分的電能輸入可表示為
(2)

機床的外圍設備包括切削液站、潤滑站、空氣壓縮站、液壓站、空氣過濾器等。外圍設備的電力需求可以看作是一個可由測算獲得的常量[30]。外圍設備的總電能輸入為
Ee,PD=∑kak(t)·Pin,k
(3)
式中,ak(t)為第k個外圍設備隨時間變化的功率特性系數;Pin,k為第k個外圍設備正常運行所需的功率,kW。
為區別于傳統的材料去除能效,定義了考慮材料去除和冷卻能耗的新綜合能效,即
(4)
ΔQ=∑Hout-∑Hin+Qnc
(5)
式中,Ee,tot為總的電能輸入,kJ;ΔQ為工作流體和自然對流帶走的熱能;Hout為流出機床的工作流體的焓,kJ;Hin為流入機床的工作流體的焓,kJ;Qnc為機床自然對流的傳熱量,kJ。

表1 不同能量形態下的能量與對比
(6)
式中,T0為環境空氣的溫度,K;Tsource為熱源的溫度,K。
(7)
(8)

(9)
對于普通機床,為方便計算,其外形可以看作長方體。根據牛頓冷卻定律,自然對流的傳熱率可通過下式進行計算[32]:
(10)
式中,hnc為自然對流傳熱系數,通常取值為9.7 W/(m2·K);Anc為自然對流換熱面積,m2;Tsurf為機床表面的平均溫度,K。
(11)
(12)
(13)
(14)

表2 不同流體的冷卻特性
(20)


圖3 干切機床流示意圖Fig.3 Diagram of exergic flow fordry-cutting machine tools
(21)
(22)

表3 機床兩種能效的對比
(23)
(24)
εnc值越大,說明機床自身在其所在空間的散熱性能越好。
εtot=ηⅠ+εco+εnc
(25)
(26)
(27)
(28)
(29)
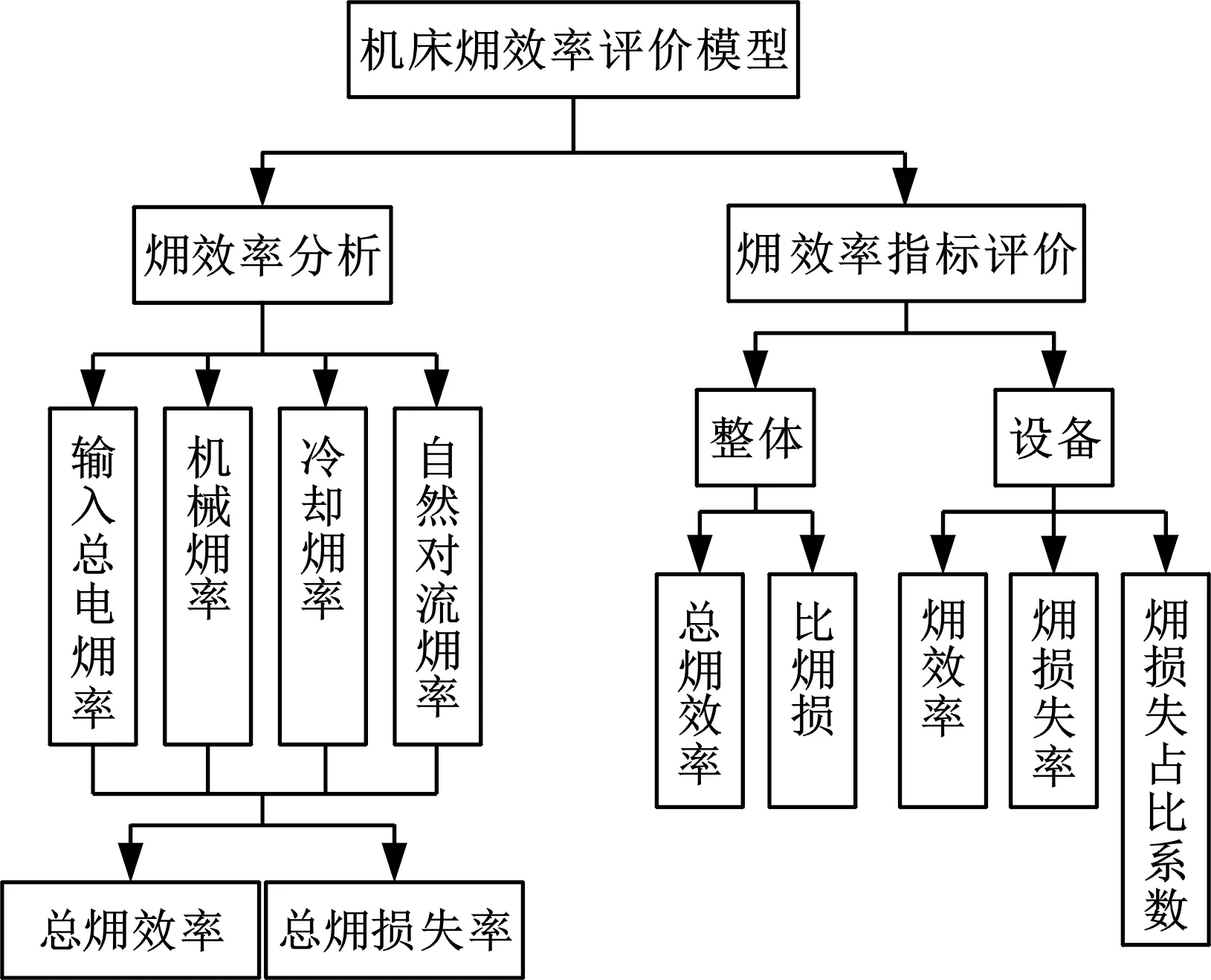
圖4 機床效率評價模型結構Fig.4 Structure diagram of exergy efficiency evaluation model for machine tools
3 實驗案例
3.1 實驗設計
本文選取YE3120CNC7型號高速干切滾齒機床為研究對象。該機床適用于外圓齒輪的綠色高效加工,其特點是切削速度高,采用比熱容低的壓縮空氣對滾刀和齒輪工件所在的切削區域進行冷卻。此類機床封閉的加工空間(以下簡稱“機床空間”)容易產生熱能累積,這部分累積的熱能會傳遞給機床相關的運動部件和結構部件,從而引起熱誤差,降低加工精度。機床以及與冷卻有關的主要外圍設備如圖5所示。Pt100型熱電偶用于測量機床空間、流體進出口和車間環境的各參考點溫度,采樣頻率為1Hz,數據由NI9214數據采集卡采集;功率分析儀HIOKI3390用于采集機床需要的功率數據;各項數據由筆記本電腦記錄。與高速干切滾齒機床熱調控有關的外圍設備主要包括液壓站(機床內部)、潤滑站(機床內部)、靜電式空氣過濾器(圖5b)和空氣壓縮站的空壓機(圖5c)、冷干機(圖5d)。冷卻系統各設備使用的相應工作流體包含液壓油、潤滑劑、壓縮空氣和機床內部的熱空氣。
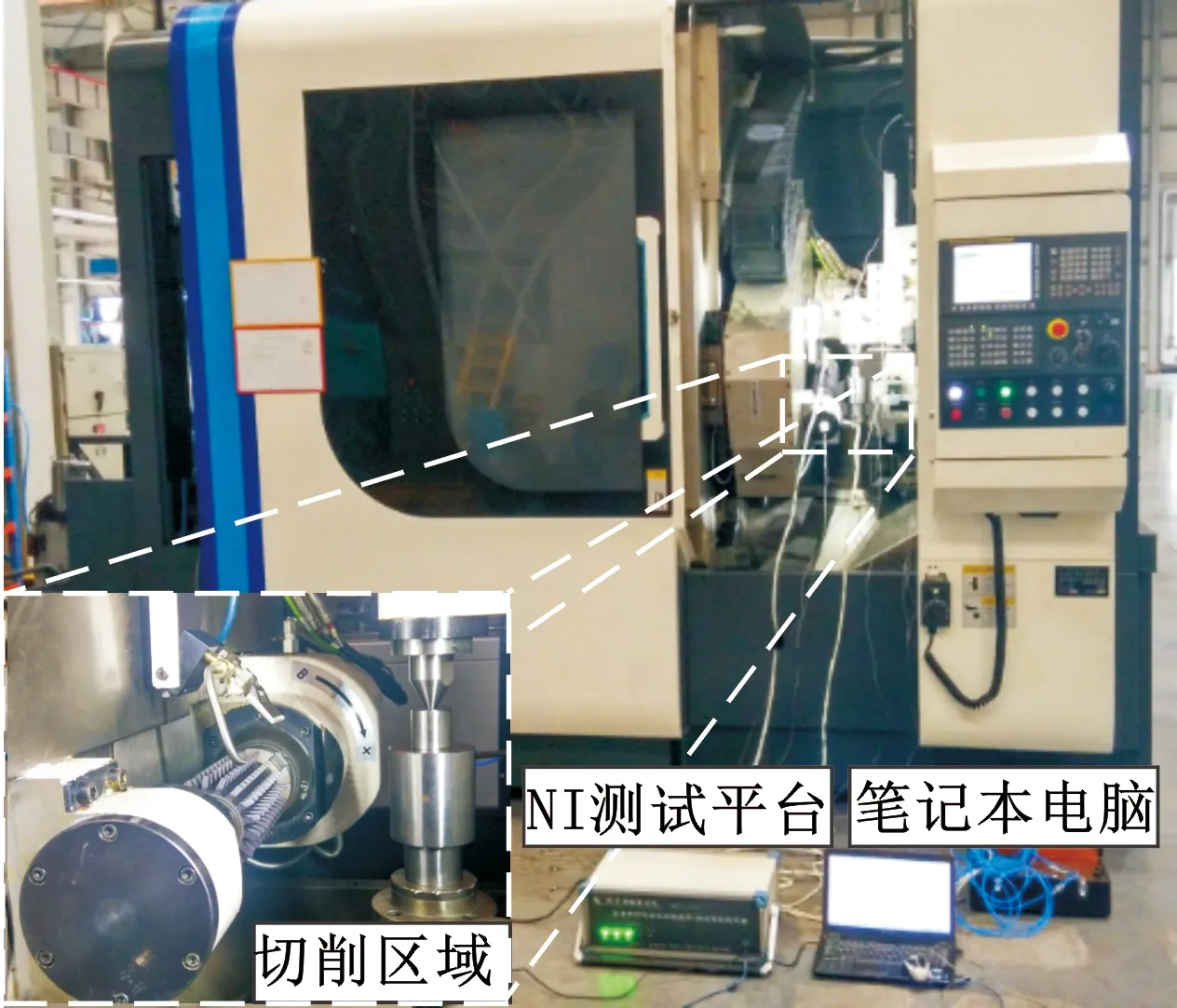
(a)實驗測量裝置

(b)靜電式空氣過濾器 (c)空壓機 (d)冷干機圖5 高速干切滾齒機床實驗裝置及外圍冷卻設備示意圖Fig.5 Experimental setup of high-speed dry hobbing machine and its peripheral cooling devices
實驗采用PM-HSS滾刀長時間加工外圓柱齒輪。滾刀和工件的主要技術參數見表4。結合實際生產條件,主軸轉速和軸向進給速度分別設置為800 r/min和2 mm/r。
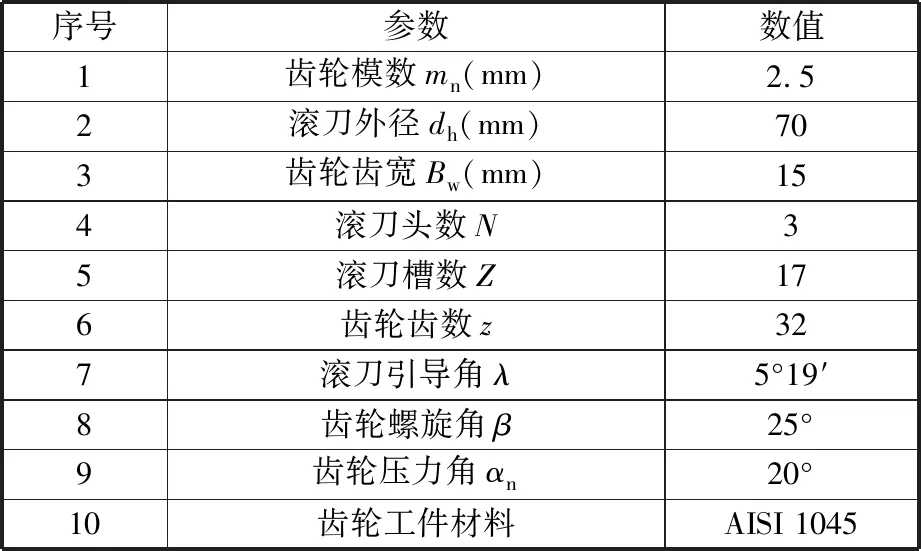
表4 滾刀和齒輪工件的主要技術參數

3.2 實驗結果
在參數設置不變的條件下,由圖6可知,每個外圍設備的能耗都可近似于一個恒定值。通過對機床外圍設備實施通電和斷電操作,得到各個設備的功率需求。液壓泵、潤滑泵、排屑器、空氣過濾器和冷凍空氣干燥器的電能需求分別為1.94,0.75,1.16,1.62,0.34 kW。

圖6 機床部分外圍設備啟停功率變化Fig.6 Power change of machine tool’s peripheral devices
圖7為一個滾齒加工周期內機床的全過程總功率輸入曲線。由圖知,由于切入、全切和切出階段形成的切屑不同,機床在切削階段的輸入功率是變化的。對機床總功率數據進行分析計算可得:在空載待機階段、快速進給階段、空氣切削階段和切削階段,機床的平均功率需求分別為2.07,3.62,3.81,7.13 kW。切削功率(Pcutting)等于切削階段功率和空切階段功率(Pair-cutting)之差,而快速進給功率(Prf)等于快速進給階段功率和空載階段功率(Pidle)之差。機床驅動器的功率等于機床總功率與各外圍設備的近似恒定功率之和的差值。

圖7 加工單個工件的機床功率Fig.7 The power profile for hobbing a single workpiece
機床在預熱一段時間后開始加工,圖8展示了機床各參考點溫度隨時間的變化情況。為簡化計算,在不改變數據分布的前提下,以60為采樣間隔對原始的33 606組溫度數據進行均勻采樣,得到561組溫度數據點。圖中下標in表示流體入口處,下標out表示流體出口處。機床表面的平均溫度(Tsurf)保持在299 K(26 ℃)左右,而環境溫度(T0)為294 K(21 ℃)左右。由圖8觀察到,機床啟動后溫度隨著加工時間的增加迅速升高,這表明熱能在機床中逐漸累積;經過一段時間后,溫度上升速度逐漸減慢,并保持相對穩定的值;最終,當機床關閉后,溫度急劇下降。其間,機床空間溫升(Tam-T0)最大值超過8 K,因此該機床熱效應較為顯著。此外,潤滑劑和液壓油的進出流體具有一定的溫差,表明它們對機床空間具有一定的冷卻效果。

圖8 參考點溫度隨時間的測量值Fig.8 Temperatures at reference pointschanged with time

圖9 高速干切機床工作流體的冷卻率Fig.9 The cooling exergies of cooling fluids for HSDH machine tool


圖10 高速干切滾齒機床總效率構成Fig.10 Compositions of total exergy efficiency of HSDH machine tool
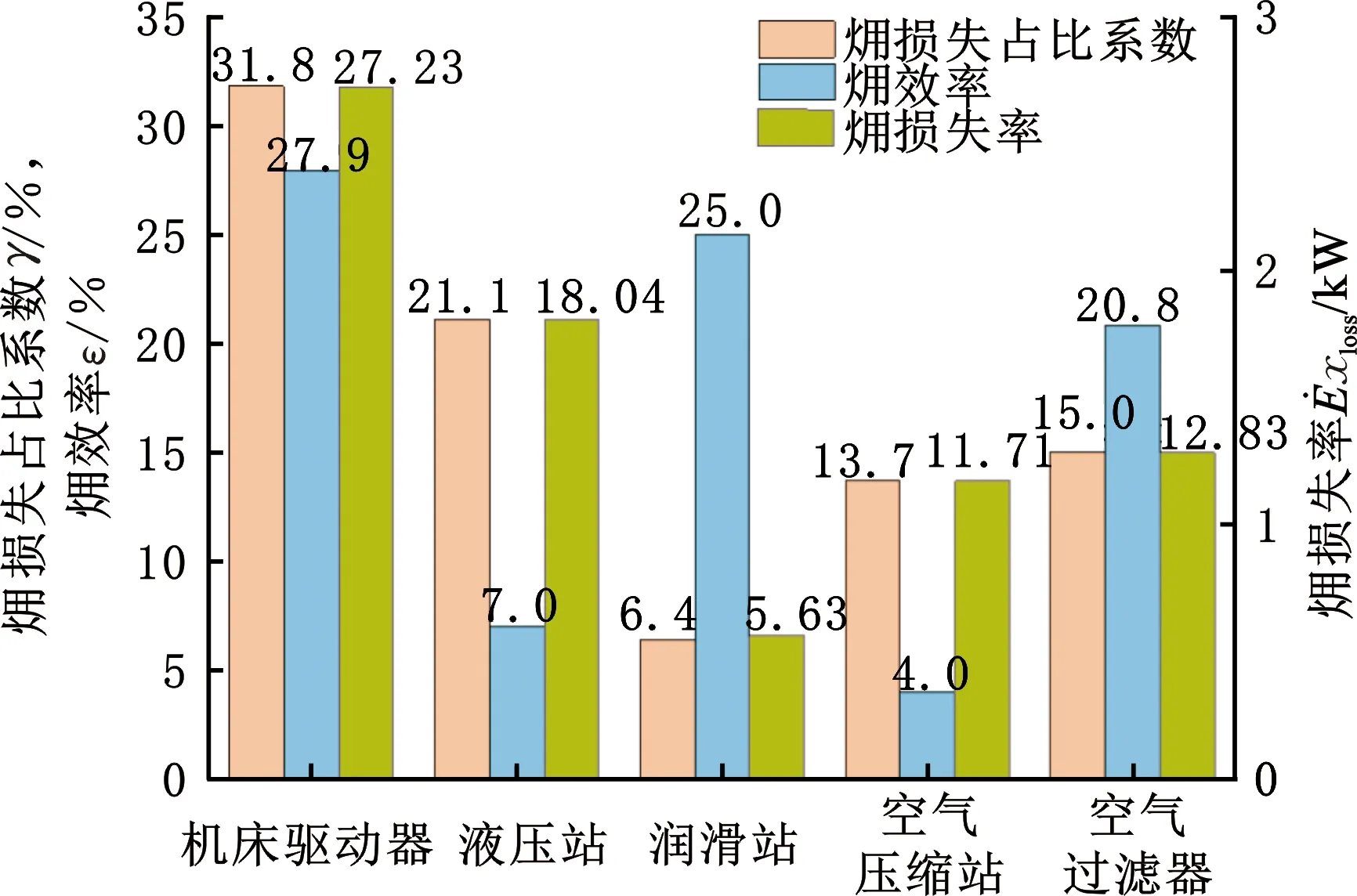
圖11 機床驅動器及冷卻設備效率指標評價結果Fig.11 Exergy efficiency indicator evaluation results of machine tool diver and cooling devices
4 結論與展望
與傳統的能效評估方法相比,本文評價模型可以準確揭示熱平衡條件下機床冷卻能量利用特性,表明冷卻系統的節能潛力。未來可基于該研究開展機床冷卻設備參數優化,挖掘機床冷卻效果與加工精度之間的關聯性。