海上風電機組塔架防腐蝕關鍵質量控制
2023-10-23 05:12:16李桂林朱鍇年朱振鑫
機電產品開發與創新 2023年5期
李桂林, 朱鍇年, 朱振鑫
(中國水利水電第四工程局有限公司, 甘肅 蘭州 730050)
0 引言
為實現“雙碳”目標,我國努力壯大清潔能源產業,實施可再生能源替代行動,新能源占比逐漸提高,海上風電作為可再生新能源的重點發展領域,具有廣闊發展前景。與陸上風電相比, 防腐蝕是海上風電必須考慮的一個突出問題,海上風電處于高濕、高鹽、長日照、強腐蝕等惡劣的海洋環境,同時防腐蝕控制系統也要承受海泥、海水、浪花飛濺、海洋大氣以及持續的機械損傷、磨損等各種環境的考驗。海上風電塔架是海工裝備的重要組成部分,其防腐蝕質量控制將直接影響設備安全運行。 “三分涂料,七分施工”,選擇質量合格的涂料產品之外,防腐涂裝施工質量的好壞決定了最終的保護效果。
1 腐蝕環境
依據ISO12944-2,大氣環境等級可分為C1(非常低腐蝕性)、C2 (低腐蝕性)、C3 (中等腐蝕性)、C4 (高腐蝕性)、C5(非常高腐蝕性)和CX(極端的腐蝕性)六個等級[1]。海上風電塔架處于海洋腐蝕環境的大氣區, 空氣鹽霧中的氯離子(滲透性強,腐蝕破壞大),腐蝕活性較高,海上風電塔架外側直接暴露于海洋大氣環境中所處環境等級為C5,塔架內側不直接暴露于海洋大氣環境中部件所處環境等級為C4。
2 防腐方案
防腐等級由環境等級和防腐設計壽命等級組成。 海上風電塔架要求壽命25 年以上,屬于防腐體系設計壽命最高級別“非常高(VH)”,故海上風力發電機組塔架外表面及附件防腐等級為C5-VH 級,塔架內表面及附件防腐等級為C4-VH 級。 海上風電塔架防腐蝕采用全壽命周期設計,擇優選擇腐蝕方案,對各區應區別對待,分別進行設計。
2.1 塔架外壁防腐方案
以國內10 兆瓦海上風電塔架為例, 塔架外壁采用C5-VH 級涂料防腐方案,面漆顏色RAL9016。詳細方案如(表1)。
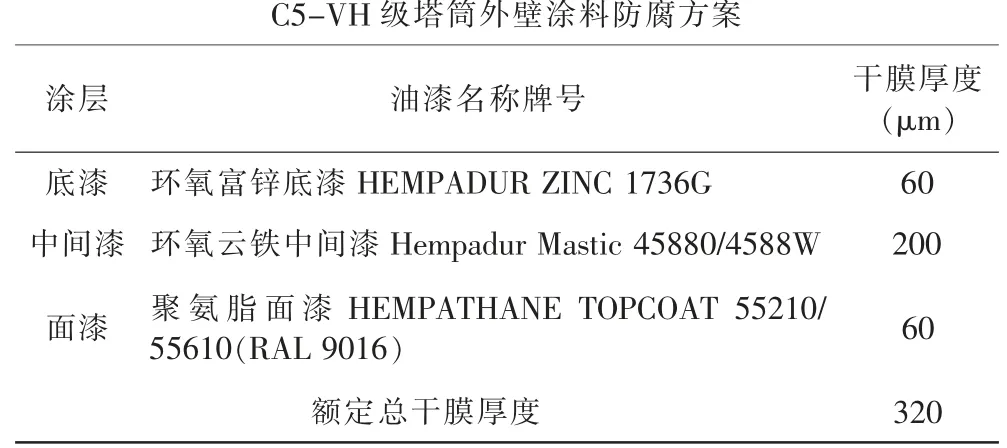
表1 塔架外壁防腐方案
2.2 塔架內壁防腐方案
以國內10 兆瓦海上風電塔架為例,塔架內壁采用C4-VH 級涂料防腐方案,面漆顏色RAL 9016。各段距塔架法蘭500mm 內壁、距塔筒門100mm 內壁、距海纜孔100mm 內壁采用C4-VH 級熱噴鋅加涂料防腐。 方案如表2 所示。
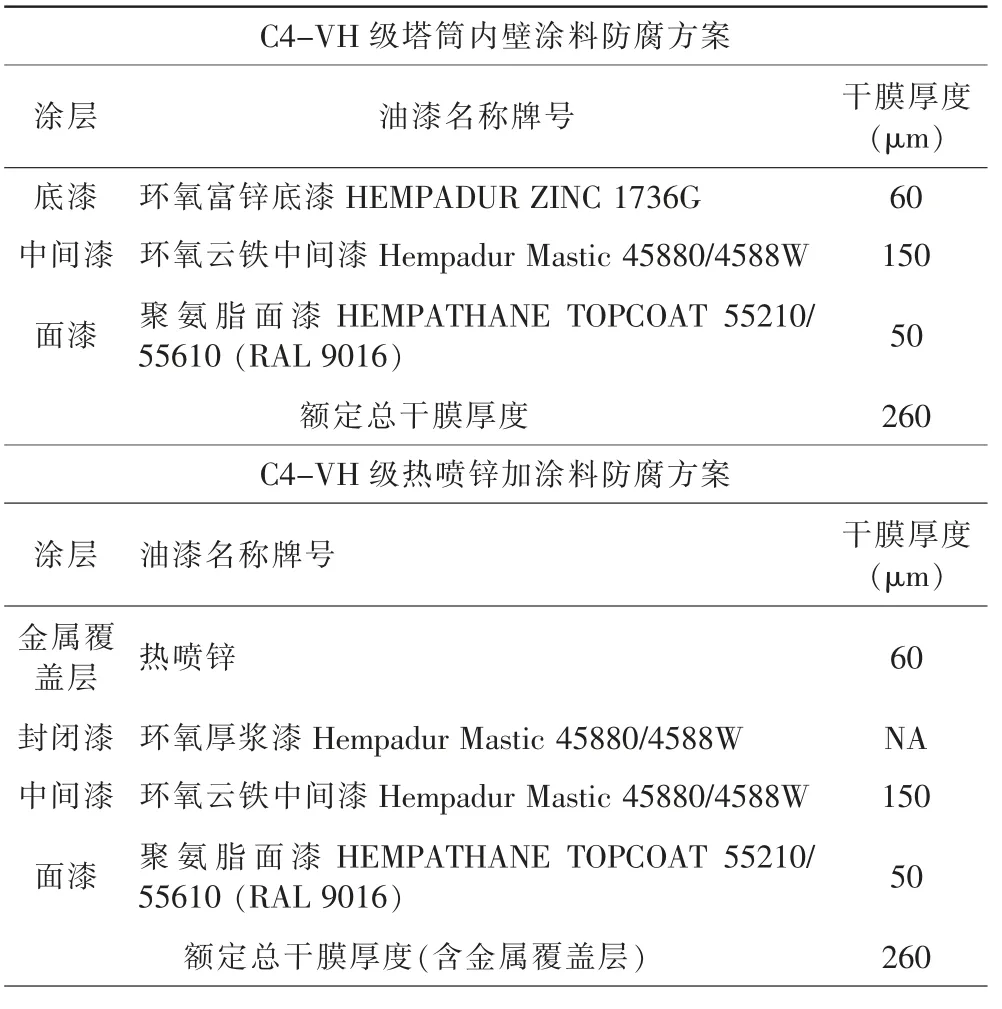
表2 塔架內壁防腐方案
2.3 塔架外部附件防腐方案
塔架外部鋼質附件,散熱器支架、防護籠、直爬梯、護欄(格柵板、連接板摩擦面除外)、不易維護的鋼質格柵板,如散熱器格柵板,采用C5-VH 級熱浸鍍鋅加涂料防腐方案,先采用與鍍鋅層有良好附著力環氧連接漆+防腐涂層聯合來進行防護。對易維護的鋼質格柵板,如塔筒進門平臺格柵板,采用C5-VH 級熱浸鍍鋅防腐方案。
2.4 塔架法蘭
所有L 型塔架法蘭接觸面、 法蘭背面采用熱噴鋅160±50μm 防腐方案,法蘭內環面、塔筒內表面距法蘭500mm范圍內采用鋼結構C4-VH 級熱噴鋅加涂料防腐方案。
2.5 塔架內部附件防腐方案
(1)塔架內部連接板摩擦面、防雷耳板等有抗滑移系數要求的表面采用C4-VH 級熱噴鋅防腐方案,螺栓連接面的背面螺栓孔熱噴鋅后噴漆前用墊圈保護(墊圈半徑+5mm)。
(2)接地排防腐時做好保護處理,不允許表面涂漆,以保證導電性能,表面采用熱噴鋅,鋅層厚度為160±50μm。
2.6 塔架防護涂層體系性能要求
按GB/T 30790 中的規定,塔架防護涂層體系耐久性設定為高,涂層間應具有相同或相近的熱膨脹系數,良好的匹配性及附著力, 塔架防護涂層體系應滿足表3 中規定的性能要求(不限于)[2]。
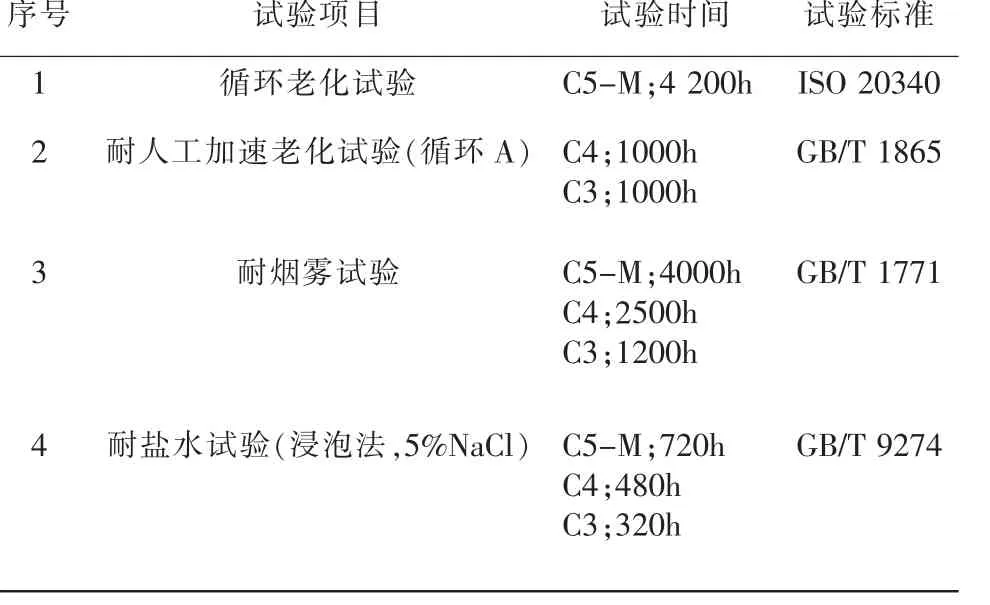
表3 塔架防護涂層體系性能要求
3 塔架涂層質量關鍵點控制
3.1 涂裝環境
(1)油漆涂裝應在廠房內噴涂,室內光線明亮,空氣流通。涂裝操作區地面干凈,保證在噴涂過程中無灰塵揚起。
(2)作業時,只要環境溫度、相對濕度和露點等符合要求方可施工。 環境溫度主要控制執行工作的噴漆房和涂敷表面的溫度。 濕度主要控制執行工作的噴漆房濕度的相對百分比。空氣相對濕度要低于85%,塔架基體溫度至少須高于露點溫度3℃以上, 且滿足油漆工藝要求,方可進行防腐施工。
露點溫度計算公式;
(3)當溫度低于5℃或高于40℃時,必須采用措施來提高氣候條件到可以接受的范圍。
3.2 表面處理的質量控制
(1)涂覆區域應在噴射處理前需進行預處理,以保證所有位置都能達到規定的涂層厚度。對所有毛刺、邊角、倒角、焊縫位置進行預處理, 保證達到GB/T 8923.3 標準規定的P3 級,如:棱邊、尖角圓角半徑R≥2mm;表面無層疊、裂縫、夾雜物;焊縫處無任何焊接飛濺物、焊渣、焊瘤、氣孔。
(2)噴砂清理前應除去所有的油、脂、水、灰、鹽等,清洗后當懷疑有油污殘留, 可用紫外線燈法/黑光燈法檢查,確保表面無油污[3]。
(3)噴砂過程中鋼材表面需保持干燥,溫度和濕度符合要求。
(4)噴砂清理磨料推薦磨料尺寸0.5~1.5mm,噴砂后表面達到規定的清潔度和粗糙度。若采用金屬磨料,推薦采用SAE J444 規定的G16~G40 鋼砂,或采用鋼砂:鋼丸=7∶3的金屬磨料。
(5)噴砂清潔之后,應通過不含油的干燥空氣對表面進行吹掃或真空清理,以去除所有噴砂材料和粉塵。
(6)噴砂清理后,清潔度和粗糙度等級符合要求。 其中,焊縫和法蘭位置待噴涂表面達到Sa3 級,粗糙度達到Rz60μm~100μm;塔架筒體噴砂清理后,除銹等級應達到Sa2 1/2 級,粗糙度達到Rz40μm~70μm。 噴砂后準備涂漆的鋼材表面要清潔、干燥,無油脂,保持粗糙度和清潔度直到底漆噴涂完成[4]。
(7)噴砂達不到的區域,采用動力工具機械打磨除銹,達到St3 級。
(8)噴砂后待涂裝表面要清潔、干燥、無油污,要求對表面進行壓縮空氣吹掃,按照ISO 8502-3 規定的壓敏膠帶法進行評定,灰塵度應不大于2 級。
(9)噴砂后待涂裝表面水溶性氯化物含量不大于50mg/m2。
(10)熱浸鍍鋅表面、不銹鋼表面需要做油漆的,應對工件去除油、脂等污染物后,采用非金屬磨料掃砂處理;也可采用動力工具或砂紙打磨拉毛熱浸鍍鋅、不銹鋼表面。
3.3 熱噴鋅的質量控制
(1)熱噴鋅施工應在表面噴射清理后的4h 內完成。
(2)熱噴鋅可采用火焰噴涂或電弧噴涂施工,熱噴槍與涂覆表面應保證垂直,操作規范,確保噴鋅層均勻,單層厚度不應超過100μm,總的最小噴鋅層厚度要求達到100μm。
(3)熱噴鋅完成后,鋅層外觀應均勻一致,無開裂,且無或影響涂層使用壽命和防腐效果的缺陷。 熱噴鋅完成且涂層冷卻后,在熱噴鋅層表面發生氧化和被污染前,應盡快清理熱噴鋅的灰塵和松散的顆粒。 如需進行封閉處理,應在噴鋅后的4h 內完成。
(4)熱噴鋅涂層附著力要求≥5MPa。
3.4 涂裝的質量控制
3.4.1 涂裝施工控制重點
(1)富鋅底漆是塔架最主要的防腐涂層。富鋅底漆干膜中鋅粉質量占不可揮發成分的比例不得低于80%,富鋅底漆的其他性能、環氧云鐵、低表面處理環氧涂料、聚氨酯面漆性能應符合GB/T 33423 要求。 環氧及環氧玻璃鱗片涂料性能應符合GB/T 33423 中表5 要求。
(2)在油漆按比例混合均勻后,需根據說明書進行熟化。
(3)當清潔和涂敷過程之間存在一段時間時,制備等級不得改變。噴砂和涂漆之間的最長時間應盡可能短,底漆需在表面噴射清理后的4h 內完成。當所處環境的相對濕度不大于60%時,在溫度、相對濕度和露點穩定的條件下,可以適當延長時間,最長12h。 如果表面在涂漆之前銹蝕,必須重復進行噴砂過程以達到所需的清潔度。
(4)底漆涂裝完成后,根據涂料產品說明書中規定的涂裝間隔進行中間漆與面漆的涂裝。 如果超過最大涂裝間隔時,應將表面拉毛處理后再進行后道漆涂裝。 涂層應按涂料制造商規定的固化時間保證涂層完全干燥或固化。 涂裝工序不應損傷已經涂裝到部件上的涂層。 大面積的涂裝一般采用無氣噴涂。 小面積區域的涂裝,如柵格、護欄、焊縫、邊角預涂或局部修補,一般采用刷涂或輥涂。
(5)涂裝時要控制好相鄰油漆涂層間隔。對于雙組分類油漆,按要求控制最短涂裝間隔和最長涂裝間隔時間,在規定時間內涂裝。
(6)在塔架噴砂完成后,準備轉運至油漆間前,采用彩條布對塔筒進行全方面覆蓋,保證轉運過程中無灰層、雜質掉落在筒體表面,同時對起吊設備進行防護,防止轉運時吊帶污染筒壁。每道油漆噴涂前,安排人員用氣槍吹掉塔筒表面灰層,若清理不徹底,采用砂紙、砂輪機、清潔劑對表面進行徹底清理, 保證油漆噴涂前表面無任何雜質、灰層、油污等。
(7)嚴格按照防腐工藝進行噴涂,減少油漆漆霧的產生,同時保證環保要求的情況進行油漆噴涂,配置強力通風機,噴涂過程中及時排出產生的油漆漆霧,避免油漆漆霧附著在筒壁上而降低層間附著力。
(8)每個涂層應在整個表面上均勻涂敷,應沒有針孔、氣泡和漏涂。 應避免跳涂、流掛、垂流、滴涂、滴落和油漆過度噴涂(包括干噴)。 當超過兩個連續層之間的涂敷時間時, 應避免污染涂層之間的涂漆表面, 所有污染應去除,以達到涂層之間的良好粘附力。
(9)不得在含有粉塵、油脂、油、松散鐵銹、氧化皮、腐蝕產物、可溶性鹽或任何其他有害材料的表面上涂漆。不得在濕潤、潮濕或表面凝水的表面,或之前涂有已污染油漆的表面上涂漆。
(10)對于每個涂層,首先應使用刷子在所有焊縫、邊角、彎角后方、橫梁邊緣等噴涂無法完全達到的區域(邊角、邊緣和類似表面)涂敷條紋涂層,以獲得規定的覆蓋率和厚度。
(11)面漆顏色及光澤檢查,面漆光澤按照GB/T 9754進行,使用光澤度測定儀的60°測頭測量,光澤度應為60~80 個單位,同一塔架的光澤度差異不能超過15 個單位。
(12)涂裝完成后涂層外觀平整,漆膜平整性、顏色一致,油漆內無雜物,油漆無裂紋、起皺、擦傷、起泡、剝落、開裂和流掛等表面缺陷。
3.4.2 涂層膜厚的檢測
(1)各道油漆在施工時,要保證漆膜均勻和達到規定的漆膜厚度,從而保證涂裝質量和涂裝保護年限。采用濕膜測厚儀測濕膜厚度, 油漆固化后用干膜測厚儀進行檢測,膜厚的控制滿足90:10 準則(90%的測量點的干膜厚度應達到規定的干膜厚度, 剩余10%的測量點的干膜厚度應達到規定干膜厚度的90%以上, 沒有達到干膜厚度的部位應及時補涂油漆至規定干膜厚度)[5]。 漆膜的干膜厚度和濕膜厚度關系如表4 所示, 海上風電塔架干膜和濕膜厚度間的相應值,生產實際中具體實驗確定。
以上為在油漆沒有進行稀釋的情況下的干、 濕膜對應數值,如果油漆進行了一定比例(體積比)的稀釋,則應重新計算出油漆稀釋后的新的固體分含量,再計算出干、濕膜的對應數值。
(2)每段塔架涂層在一般環境完全固化后的7 日后,進行附著力檢測和劃格試驗。 因涂層系統的附著力和內聚力的測試是一種破壞性的測試,通常只是在發生投訴,質量認可測試時操作。并且是在指定或者參考區域進行,并非作為一種常規測試。 塔架在制作過程中可隨產品制作試板,在試板上作為常規手段檢測,試板在GB/T 9278規定的標準條件下放置24h,再按GB/T 5210 標準進行附著力測試,附著力至少達到5MPa 以上[2]。 熱噴鋅層的最低附著力應不低于3.45MPa。
4 結束語
由于海洋環境苛刻,易造成海上風電塔架腐蝕,控制好海上風電塔架防腐蝕質量是設備安全運行的有效保證,做好防腐蝕工作既有利于降低全生命周期度電成本,也有利于提高風電設備的可靠性和安全性。 海上風電塔架防腐蝕采用全壽命周期設計,擇優選擇防腐蝕方案,對各區應區別對待,分別進行設計。在防腐施工過程中應高度重視過程控制,達到適應施工環境是基礎,從表面預處理和涂層施工等方面全面控制,以確保防腐質量。
