鈦合金薄壁機(jī)匣安裝邊零件切削工藝改進(jìn)
2023-10-23 02:09:56黃承志
金屬加工(冷加工) 2023年10期
黃承志
貴州航宇科技發(fā)展股份有限公司 貴州貴陽 550081
1 序言
由于鈦合金具有無磁性、耐蝕性好、熱強(qiáng)度高和質(zhì)量輕等優(yōu)點(diǎn),因此鈦合金薄壁零件具有空間占比較小、質(zhì)量輕的優(yōu)勢(shì),被廣泛應(yīng)用于航空、航天及船舶等多個(gè)領(lǐng)域[1]。而TA15鈦合金是典型的難加工材料,其彈性模量小,導(dǎo)熱性差。因薄壁件切削加工的變形受工件結(jié)構(gòu)及材料、工裝夾具、切削參數(shù)及其他因素的影響,故TA15薄壁件的切削加工較為困難。
2 TA15鈦合金化學(xué)成分及性能
TA15鈦合金切削加工的難度主要由材料本身的化學(xué)成分、金相組織和力學(xué)性能所決定。其化學(xué)成分[2]見表1,力學(xué)性能見表2。

表1 TA15鈦合金化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 TA15鈦合金力學(xué)性能
3 影響薄壁件變形的因素及解決措施
(1)工件的結(jié)構(gòu)及材料特性 航空、航天及船舶領(lǐng)域存在大量的薄壁環(huán)形件,不同結(jié)構(gòu)工件的強(qiáng)度、剛度存在著差異。材料和力學(xué)性能不同,切削加工就會(huì)有很大差異[3]。
(2)工裝夾具 工裝夾具對(duì)薄壁件的變形影響很大。零件若受夾緊力不均勻,則形位會(huì)發(fā)生變化,從而影響加工精度。裝夾變形的預(yù)防措施包括:①將徑向夾緊方式改為軸向夾緊方式,避免松開零件后產(chǎn)生較大的變形。②增加端面壓緊點(diǎn)數(shù)量,使零件在機(jī)械加工過程中受力均勻,減小裝夾變形。
(3)切削參數(shù) 根據(jù)零件特性選擇合適的刀具和切削參數(shù)。可以采用高速切削技術(shù)來降低加工時(shí)的切削力,以減小加工變形。選擇較小的吃刀量,以減小振動(dòng),從而保證加工精度[4]。
(4)其他影響因素 主要是零件受熱變形。選擇合理的切削液,可以有效地降低切削過程中刀具及零件摩擦產(chǎn)生的熱量,減小熱變形量,提高加工精度。
4 薄壁機(jī)匣安裝邊零件結(jié)構(gòu)
薄壁機(jī)匣安裝邊零件如圖1所示,零件尺寸如圖2所示。該零件為大直徑薄壁零件,主要由薄壁直筒、兩個(gè)外徑法蘭、兩個(gè)外徑凹槽及圓倒角組成,零件材料為TA15鈦合金,尺寸公差和表面粗糙度要求都比較嚴(yán)格,加工難度較大。
圖1 薄壁機(jī)匣安裝邊零件

圖2 零件尺寸
5 加工難點(diǎn)分析
根據(jù)零件的尺寸要求,內(nèi)徑φ(895.42±0.05)mm、外徑凹槽φ(902.25±0.05)mm、外徑凹槽高度(35.04±0.03)mm、最小壁厚(2.78±0.08)mm、高度尺寸(75.91±0.05)mm以及部分表面要求表面粗糙度值Ra≤1.6μm等均是該零件的加工難點(diǎn)。因該零件直徑大,為φ956.05mm;最小尺寸公差為±0.03mm,最薄壁厚為2.78mm;部分表面要求表面粗糙度值Ra≤1.6μm,故該零件的切削加工極其困難。
6 工藝方案
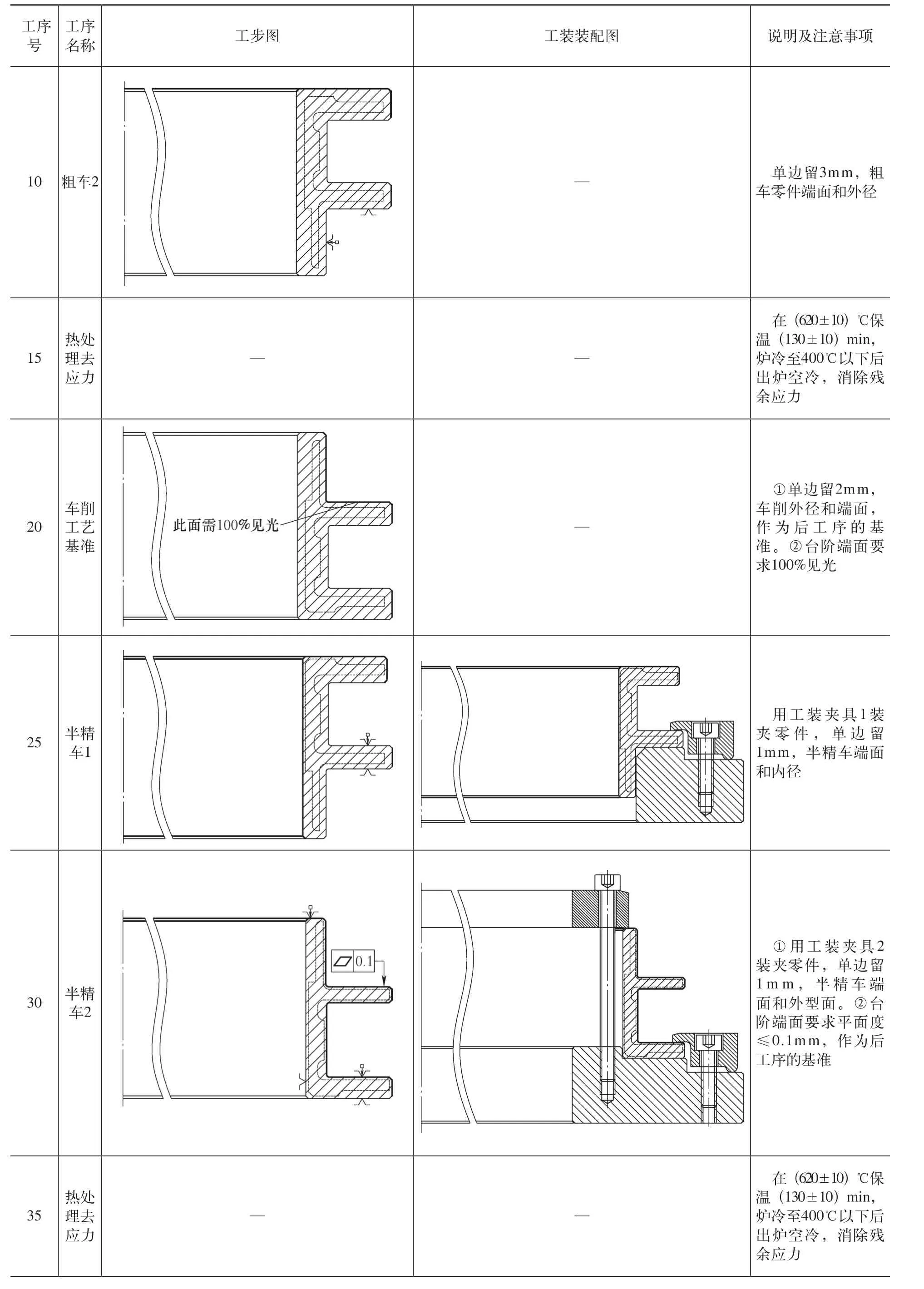
通過對(duì)零件結(jié)構(gòu)及加工難點(diǎn)的分析,制定出加工工藝方案見表3。

表3 加工工藝方案
7 方案的實(shí)施
(1)刀具的選擇 鑒于鈦合金熱導(dǎo)率差、比熱容高、易產(chǎn)生積屑瘤、彈性模量低以及回彈性大的加工特點(diǎn),應(yīng)盡量選擇切削力小、耐磨性好的刀具。粗車時(shí)選用抗沖擊性較好的Y G8硬質(zhì)合金刀具,半精車和精車時(shí)選用CNMG120408MS和CNMG120404MS涂層硬質(zhì)合金刀片。為了改善散熱條件,增強(qiáng)刀具壽命和提高生產(chǎn)效率,TA15鈦合金粗加工優(yōu)選負(fù)前角刀片,精車選用正前角刀片[5]。
(2)工裝夾具設(shè)計(jì) 工件加工時(shí),因直徑較大、壁厚較薄,不能用徑向夾緊,宜采用軸向夾緊的工裝夾具,以減小裝夾產(chǎn)生的變形。工裝夾具1、夾具2分別如圖3、圖4所示。
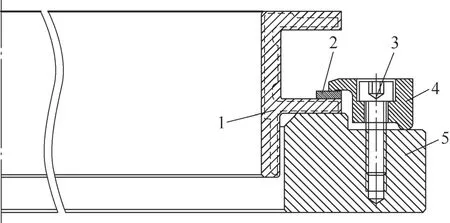
圖3 工裝夾具1

圖4 工裝夾具2
(續(xù))
(3)切削參數(shù) 根據(jù)零件材料、尺寸精度和表面粗糙度要求,結(jié)合刀具手冊(cè)上推薦的切削數(shù)值,確定了刀具的切削參數(shù)見表4。
8 生產(chǎn)結(jié)果驗(yàn)證
通過對(duì)TA15鈦合金薄壁件的加工工藝研究,在生產(chǎn)驗(yàn)證中合理安排工藝路線,設(shè)計(jì)合理的工裝夾具,選用合適的刀具和切削參數(shù),粗車時(shí)優(yōu)選低速、中速切削,較大進(jìn)給量和較大吃刀量;半精車和精車時(shí)優(yōu)選高速切削、較小進(jìn)給量和較小吃刀量,可以有效地保證薄壁件的加工精度。薄壁件關(guān)鍵尺寸檢驗(yàn)記錄見表5。
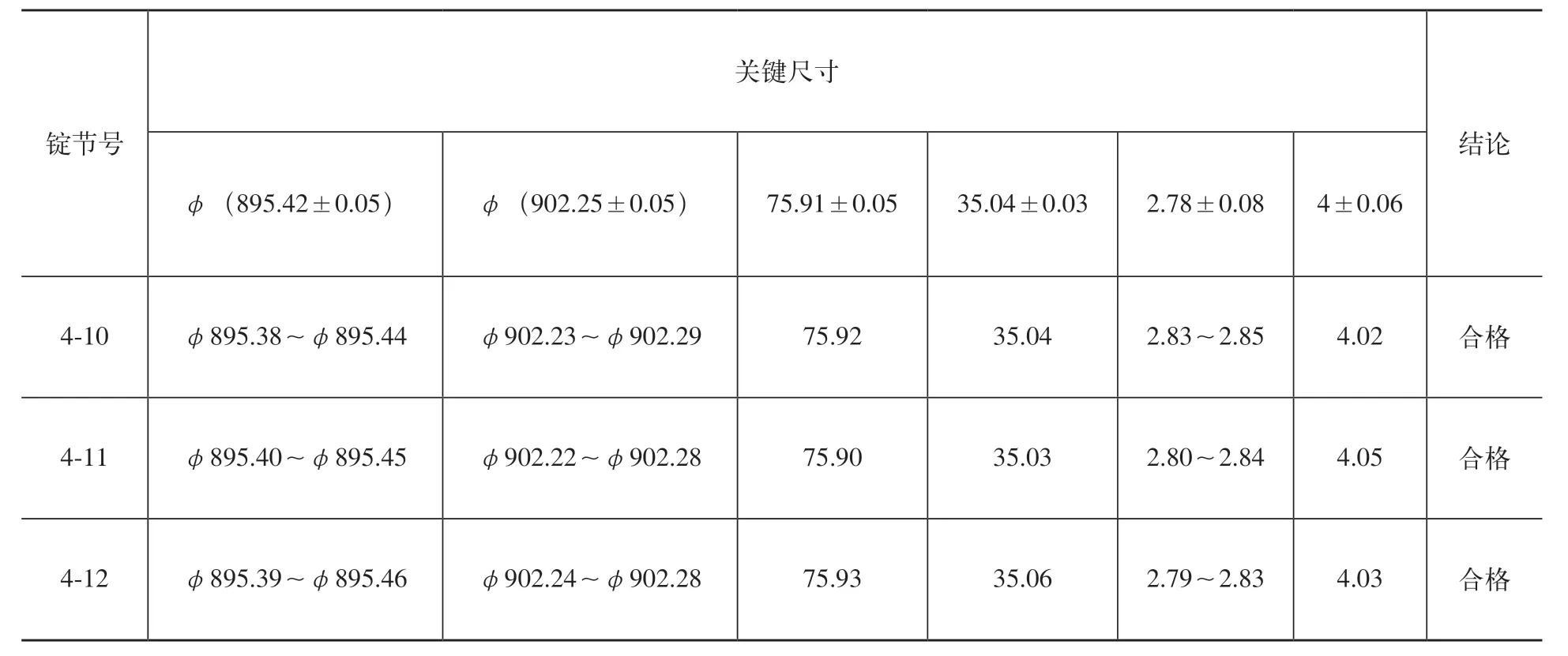
表5 薄壁件關(guān)鍵尺寸檢驗(yàn)記錄 (單位:mm)
9 結(jié)束語
鈦合金薄壁件的切削加工是公認(rèn)的難題,加工過程中主要是防止薄壁件發(fā)生變形而影響加工精度。本文以TA15鈦合金薄壁機(jī)匣安裝邊零件加工為例,基于零件的材料特性、結(jié)構(gòu)特征和加工要求進(jìn)行工藝分析,對(duì)影響變形的因素提前采取預(yù)防及解決措施,通過制定合理的加工工藝路線,設(shè)計(jì)合適的工裝夾具,選用科學(xué)的走刀路徑、合適的刀具和切削參數(shù),及時(shí)處理好零件內(nèi)部的殘余應(yīng)力問題,可以有效地減少薄壁件的變形,保證零件的加工精度。
如何控制變形是薄壁件加工的主要難點(diǎn)。該文以TA15機(jī)匣安裝邊零件為例,基于零件的材料特性、結(jié)構(gòu)特征和加工難點(diǎn)進(jìn)行工藝分析,制定出詳細(xì)的切削加工方案,對(duì)影響變形的因素提前采取預(yù)防及解決措施,通過生產(chǎn)驗(yàn)證,有效降低了薄壁件加工變形。
對(duì)薄壁件加工方案細(xì)致入微的描寫是文章的一大特色。切削工藝過程的設(shè)計(jì)詳盡而全面,細(xì)化到每一個(gè)加工步驟,附帶零件工步圖和工裝裝配圖。在刀具選擇和切削參數(shù)、工裝設(shè)計(jì)方面也考慮得比較周全,為類似產(chǎn)品的切削加工提供了經(jīng)驗(yàn)借鑒。
專家點(diǎn)評(píng)

猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
