基于仿真建模的不確定工時條件下的轉向架產能評估方法
2023-10-25 11:59:26劉念祖李亞南鄧鴻劍舒云聰朱海平
智能制造 2023年5期
榮 豪,劉念祖,李亞南,鄧鴻劍,舒云聰,朱海平
(1. 中車青島四方機車車輛股份有限公司,山東 青島 266111;2. 華中科技大學機械科學與工程學院,湖北 武漢 430074)
1 引言
制造型企業要實現井然有序地生產,制定生產計劃就是重要的工作內容,其中產能評估是關鍵的決策變量。對于產品品類單一且設備固定的生產線,有些工序的工時是確定的數值,這些工序多為工人參與度較少的自動化工序,產能評估較易;而在復雜制造系統中,需要考慮的因素更加多樣,有些工序由于工人操作熟練度不同、前工序加工質量影響而存在不確定的工時,此外,設備增減更替、產線升級改造、工人參與度和訂單下達方式等變化都會導致通常合理的生產計劃失效。產線中若有較多不確定工時的工序,那么傳統方法如取平均值對工序進行累加來對車間產能進行估計就容易產生較大誤差。
對車間運行情況仿真建模是實現車間數字化、精益化生產的重要技術手段,一方面實現了產線從抽象到具體的可視化表達,給生產計劃員提供了高效的生產反饋機制;另一方面在減輕了數學建模的復雜計算壓力的同時提高了車間產能的評估精度。以往的研究中,林祖偉[1]通過建立民用飛機裝配生產線工裝產能評估數學模型,實現對工裝產能的量化評估;黃垚翀[2]通過建立生產能力評估模型,實現識別瓶頸與評估產能。建立數學模型的方法在評估產能時,參數的取值對產能評估結果的影響較大,準確性一般。張岳君[3]等采用抽樣仿真方法評估產能,同時提出一種近似方法以提升產能的評估效率;宋亮[4]利用Plant Simulation仿真軟件建立車間仿真模型,通過分析仿真輸出評估產能;薛昊天[5]等通過Plant Simulation仿真軟件的仿真試驗,預測產能并分析瓶頸。運用工廠仿真技術,可以更準確地評估、更靈敏地反映產能數據及其變化。
Factory Simulation可以深度定制各種仿真優化模型,建立高度仿真車間生產模型。本文基于Factory Simulation研究不確定工時條件下的車間調度與生產計劃集成的優化方案,重點針對復雜制造系統產能估計誤差較大的問題進行車間仿真建模與仿真試驗,對試驗數據進行理論分析和計算來評估產能。
2 轉向架車間現狀分析
2.1 轉向架生產的行業背景
轉向架是動車、地鐵的重要組成部分。其結構是否合理,直接會影響到車組列車的平穩性、穩定性和安全性。對于所有的高速列車而言,高速、穩定且安全地運行離不開轉向架技術。轉向架實物如圖1所示。

圖1 轉向架實物圖
轉向架可簡單分為動車轉向架和地鐵轉向架兩種,每種轉向架存在不同型號。一般情況下,一節車廂包含2個轉向架,每個轉向架由2個輪對、1個構架和其他輔助部件組成,組成關系如圖2所示。
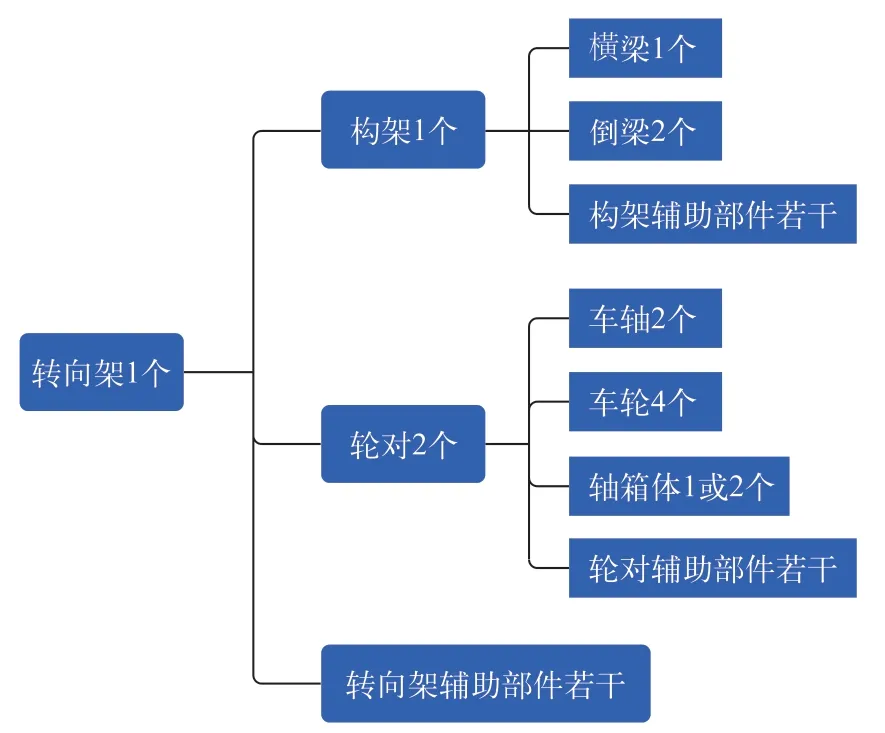
圖2 轉向架構成
隨著中國高鐵網絡逐步完善,對高鐵動車組的需求逐漸穩定,需求的趨緩迫使其以更加快速、靈活和低成本的方式提供優質的產品和服務,使得高鐵動車組企業需要從原來的粗放式管理模式轉變成數字化、精益化管理模式,提高對市場的反應靈敏度以減少資源浪費、降低生產成本,以及提高企業的市場競爭力[6]。
2.2 A公司轉向架生產情況
A公司的轉向架生產車間共計6個,分別為構架第一生產車間、構架第二生產車間、輪對生產車間、軸箱體生產車間、總裝車間和檢修車間,涉及工序、工位的數量達數百個,車間之間的物流方式為運輸車組,車間內部物流方式包含AGV、RGV、天車和人工搬運等方式。
在接到訂單后,由A公司總部制定月度生產計劃給各分廠,轉向架分廠是其中之一。總部制定的月度生產計劃,對各分廠而言的關鍵指標是交付節點。轉向架分廠收到月度計劃后,給各個車間、區域制定周計劃,再由車間生產計劃員制定對應的三日計劃給各個生產班組,每日更新一次。
另外,在轉向架的加工生產過程中,包含不少自動化程度較低的工序,該類工序的實際工時受工人熟練程度影響較大。更重要的是,部分工序的工時還受前工序加工質量及工件本身情況的影響,例如人工打磨、探傷焊修。
2.3 問題分析
目前A公司的轉向架生產過程中,存在以下三個問題:
1)排產對各級產能指標的準確度要求很高,但倒推式的排產方式卻難以準確評估產能。
2)在生產中存在不確定工時的工序,以定值作為工序工時來制定的生產計劃往往不夠準確,存在較大誤差。
3)A公司在積極對產線進行數字化、智能化改造升級,改造對產能的影響難以快速準確評估。
針對上述問題,本文提出一種基于仿真建模的轉向架產能評估方法,以優化生產計劃制定。
3 轉向架車間仿真建模
3.1 A公司轉向架車間的仿真建模需要
企業要將生產車間以數字化的形式展現出來,對數字化的車間進行精益化管理,就需要對生產車間進行仿真建模。在完善的車間仿真模型中,可以對訂單排產、車間內部物流、設備利用率和生產線平衡[7]等多個方面進行數據分析和優化,從而實現制造生產車間進一步數字化、精益化管理,實現可觀的效益。
相較于數學模型,仿真模型能承載大量信息,考慮不同的限制條件,對復雜的生產系統更適應,運行流程直觀且試驗成本低。因此,選擇仿真作為工具,對A公司轉向架車間進行產能評估及其他優化。
基于Factory Simulation的仿真建模,可實現對6個車間的數百個工位和若干種物流方式的生產運作邏輯的模擬,實現對復雜的生產系統在數字層面的模擬。通過對搭建好的仿真模型進行仿真試驗,可事先對決策方案進行模擬測試,對各種方案的結果進行分析,選出最優方案。Factory Simulation支持并行仿真,可實現在短時間內對復雜的仿真模型進行成百上千次仿真試驗,并輸出試驗結果。利用并行仿真的特性,可大幅減小工時不確定所導致的隨機誤差,并對產能及交付時間進行較準確的評估。
3.2 Factory Simulation對象
為了方便理解仿真模型,本文簡單介紹Factory Simulation軟件中常用的基本對象、物流對象和資源對象等。
1)基本對象。入口和出口,即仿真模型中產生物料和使物料退出模型的對象;設備是在Factory Simulation中最小的加工單元;緩沖區是指加工單元附近用于給加工單元臨時存儲原料或成品的對象;加工站是帶有一個原料緩沖區的若干臺并行加工單元的集合對象;裝配站可以將指定類型、數量的指定零件進行裝配,形成若干個新的零件;連接線指代零件加工流程邏輯的對象;裝卸器即機械手,可以將加工件從一個位置抓取,到另一個位置放下;倉庫是存放物料、半成品或成品的空間。
2)物流對象。RGV是在車間內有固定軌道的運輸小車;天車是裝在廠房的梁上,可以移動的起重機械;AGV站點即AGV小車的允許停靠的站點;AGV線段用于連接2個AGV站點,表示AGV小車在兩站點之間的允許運動軌跡;AGV系統是一個抽象對象,記錄并設置模型內的AGV小車、AGV站點、AGV線段和AGV運行路線。
3)資源對象。工人池是工人的起始位置,被分配工作的工人會從工人池出發前往指定的工作站點;工作站點是工人進行加工或其他操作時所在的工作位置;步行道是工人的運動路線,用于連接工人池、工作站點。
4)其他對象。數據表是模型內的承接數據的表格,作用是導入外部數據表到模型內或接收模型輸出的數據表;方法是支持對模型內部各種對象進行自定義控制的腳本。數據表和方法的樣例展示如圖3所示。

圖3 數據表和方法的樣例示意圖
3.3 仿真建模流程
對轉向架車間進行仿真建模,需要先對車間之間的布局、車間內部布局、工藝路線、物流工具、原料進入、成品輸出、搬運邏輯和生產計劃等方面進行詳細調研。緊接著,在Factory Simulation軟件內搭建模型,對部分對象自定義設置,編寫模型控制代碼,實現模型正常運行。隨后,根據車間生產數據,驗證模型的輸出是否與現實車間相符,對不相符的問題反復查錯、調研和修改,直到仿真模型完善。最后設置仿真試驗,記錄分析試驗結果,尋找生產中的痛點與工藝優化方法,實現仿真為高效生產賦能。Factory Simulation建立仿真模型的步驟如圖4所示。
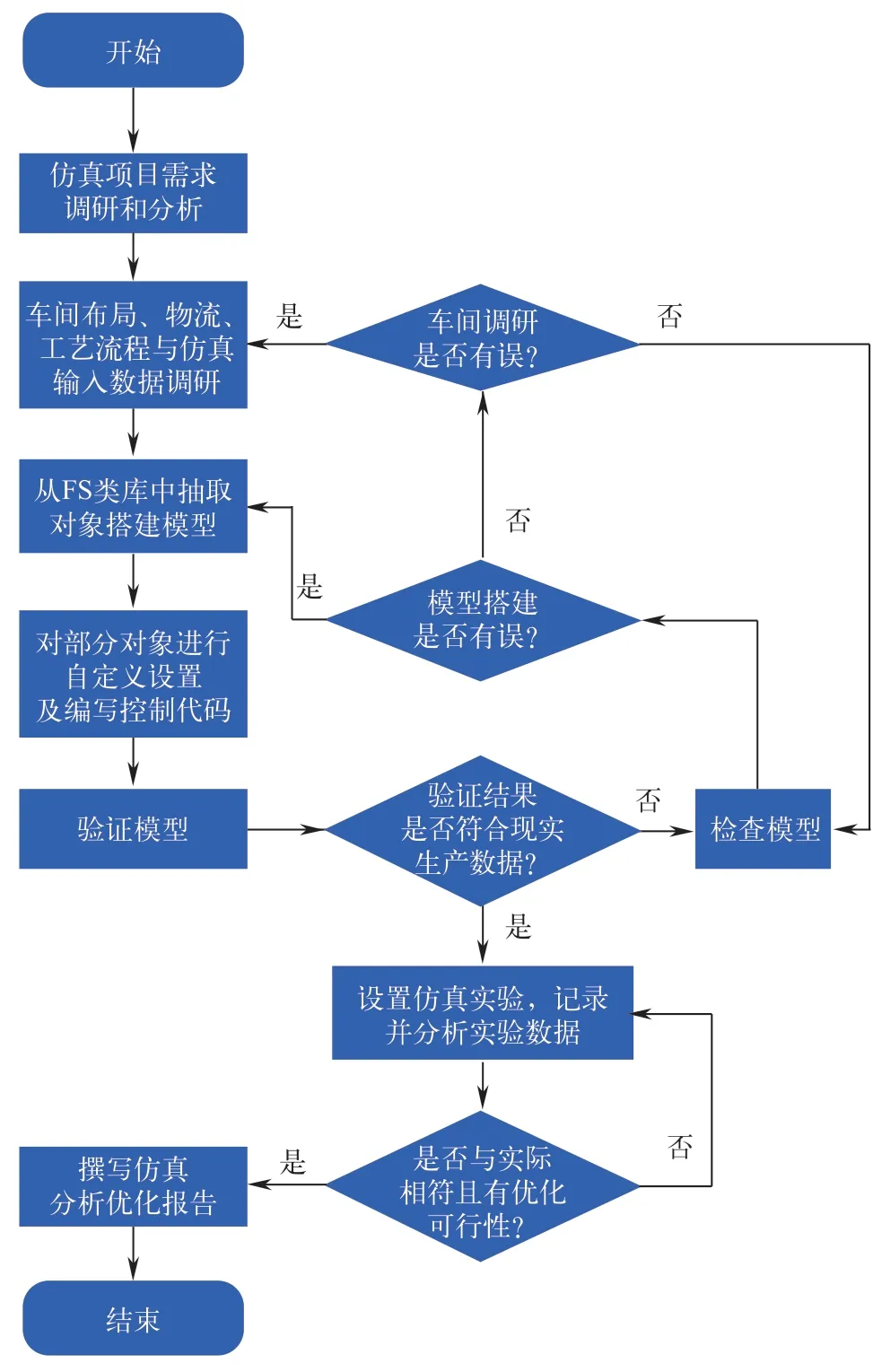
圖4 仿真建模流程圖
3.4 仿真目標和假設
本文以A公司的轉向架生產車間為研究對象,研究的范圍從構架和輪對的原料進入生產車間到檢修合格的轉向架離開轉向架生產車間為止。基于轉向架生產車間具體實例的分析,仿真優化模型的目標如下[8]:
1)基于6個車間的生產工藝流程,構建每個車間生產線的線體仿真模型,對生產車間進行動態分析。
2)采用參數化建模的技術,開發通用的車間仿真平臺,能對不同的規劃方案進行分析比較,提高仿真平臺的柔性。
3)分析車間瓶頸工序,確定最優的線平衡方案,對產線布置與生產節拍的合理性分析,對混線生產的工藝流程與工位布置優化。
4)建立車間的三維動態展示模型,實時了解車間和模型的運行狀態。
5)建立先進的智能數字化仿真平臺,實現與車間MES、LS排產系統等互聯互通的數字化應用平臺。
轉向架生產車間物流工具種類、數量都較多且過程復雜,若對所有的生產動作要素進行分析,不僅會消耗大量的人力物力,也會影響對仿真目標的分析研究,因此在實際建模的過程中要根據生產線的特點和仿真目標的不同,對分析目標影響較小的因素進行簡化,保證仿真模型的有效性。結合車間優化改善的目標,對生產系統模型做如下假設:
1)生產設備發生故障導致停線的概率按照設定的分布函數隨機發生;
2)工位的機器人、夾具和端拾器等不做具體動作建模,以每個設備作為最小的建模對象;
3)除部分受工人影響的加工單元和部分需要人工搬運的區域,其他區域認為人員充足供應,模型中省略對此類區域內工人的建模。
3.5 仿真模型展示
根據在A公司現實車間內進行的調研數據,本文已完成對A公司轉向架車間的基于Factory Simulation軟件的仿真建模。其中,構架第一生產車間仿真模型區域內,包含了AGV、RGV和天車三種運輸工具,包含了三條產線、數十道工序和上百個加工單元,包含負責控制模型運行邏輯的全局腳本方法4個、匿名方法三十余個。該車間仿真模型能在邏輯上模擬現實的生產情況,與現實車間的生產同步。
4 仿真試驗與數據分析
4.1 仿真試驗流程
本文在收集到不確定工時的工序的歷史工時數據后,對歷史數據進行分析,畫出歷史工時數據散點圖,通過工具處理擬合出分布函數,將對應工序工時的分布函數導入到基于Factory Simulation軟件的車間仿真模型中。利用Factory Simulation軟件短時間內可以完成成百上千次仿真的特性,對建好的轉向架車間仿真模型進行上千次仿真試驗,在得到的結果中,對交付時間、產能等指標進行數據分析,根據實際情況取相應的置信水平,得到對應指標的置信極限,大幅減小工序工時不確定對交付時間、產能等指標數據的隨機誤差。生產計劃仿真試驗流程如圖5所示。
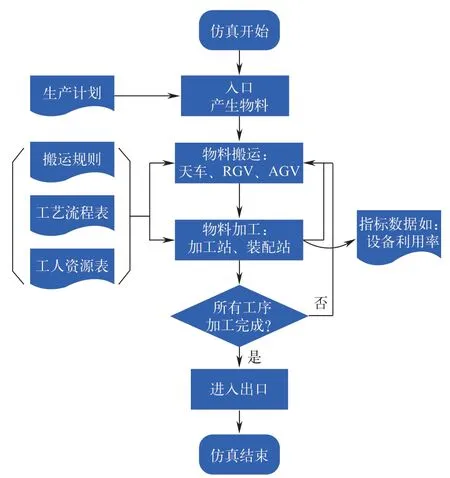
圖5 生產計劃仿真試驗流程圖
4.2 不確定工時工序的歷史數據分析
A公司轉向架車間中的B7車間是專門生產輪對的車間,現以該車間為例,共計有11道工序,評估該車間輪對的產能。獲取數據變化函數的步驟如下:
1)根據對上一訂單的歷史數據分析,得到不確定工時工序相關數據;
2)根據實際工時歷史數據,對這11道工序做工時散點圖,x軸為工件序號,y軸為實際工時。同時,對這些工序做分布直方圖,x軸為實際工時,y軸為頻數。其中某道工序的散點圖和直方圖如圖6所示。

圖6 工序工時散點圖與分布直方圖
3)根據分布直方圖的分布情況,分析該工序的實際工時歷史數據的分布特征為正態分布。
4)將分布直方圖的x-y數據擬合,得到11道工序的實際工時正態分布曲線和函數表達式,工序的擬合情況如圖7所示,其函數表達式為
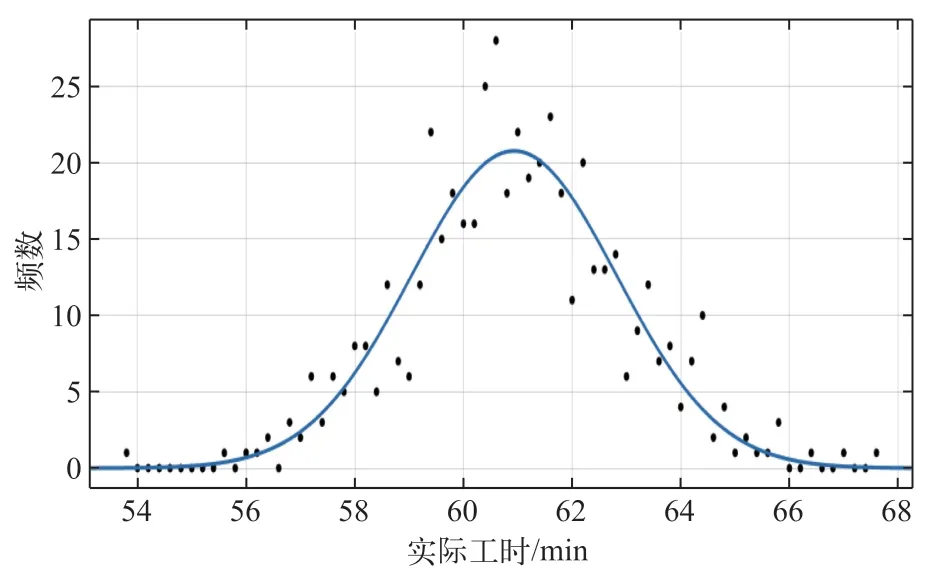
圖7 數據分布點與擬合函數圖
根據式(1),確定這些工序工時對應分布類型的參數。正態分布的參數為期望μ和方差σ2。所以上述工序實際工時分布的參數為(60.930,1.890)。
4.3 并行仿真試驗與輸出數據分析
將11道工序工時分布類型的參數按照Factory Simulation的要求格式導入到B7車間仿真模型中,設置生產目標為n=100個輪對,在仿真測試無誤后,對B7車間仿真模型進行1 000次并行仿真試驗,得到完工時間的1 000個仿真數據,并自動生成完工時間的分布直方圖及擬合曲線,如圖8所示。
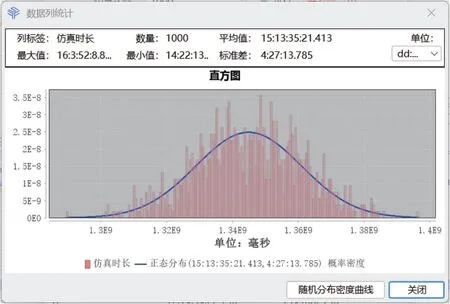
圖8 分布直方圖及相應擬合函數圖
根據對完工時間分布直方圖的觀察分析,1 000個完工時間仿真數據符合正態分布的特征。正態分布的兩大參數——期望μ和方差σ2,FS軟件的計算結果為μ=1.345×109,σ=1.603×107,單位為ms。由此,可計算B7車間生產輪對的平均產能為
為了達到輔助生產計劃制定的目標,根據該正態分布的函數表達式X~N(μ,σ2),先通過正態分布標準化的操作轉化成概率密度函數f(y),再求其累積分布函數Φ(y),通過查詢標準正態分布表,得到對應的Φ-y值用于評估產能。
正態分布函數表達式為
標準化后概率密度函數表達式為
累積分布函數表達式為
取5個常用Φ值,得到對應的y值。通過正態分布標準化轉換公式Y=(X-μ)/σ,將y值代入Y中,得到X值,再根據產能公式p=x/n,并轉換成單位為h的數值(保留3位小數),具體結果見表1。

表1 正態分布各參數數值
即以3.773h為B7車間生產一個輪對的時間,去投產,則80%概率會在規定日期前完成輪對生產;以3.782h為B7車間生產一個輪對的時間,去投產,則85%概率會在規定日期前完成輪對生產;以3.793h為B7車間生產一個輪對的時間,去投產,則90%概率會在規定日期前完成輪對生產;以3.809h為B7車間生產一個輪對的時間,去投產,則95%概率會在規定日期前完成輪對生產;以3.840h為B7車間生產一個輪對的時間,去投產,則99%概率會在規定日期前完成輪對生產。A公司可根據需求選擇不同產能值作為生產計劃制定的參考依據。
4.4 產線變化的快速響應
對生產的優化可以體現在很多方面,其中,對產線內物流路線優化、部分工序的工藝改進是很常見且有效的方法。這些舉措勢必會對產能指標有一定的影響,生產計劃也需要調整。傳統的方法需要等待生產了一定批次的產品之后,才能粗略評估產能。而在此期間,生產計劃的安排容易出現不合理的問題。
對此,本文利用仿真的可快速修改和大量試驗的特性,對產線的變化立刻響應。首先,對產線的變化進行調研與分析,確定模型中變化的參數及參數值,修改仿真模型中需改變的參數,再對仿真模型進行上千次并行仿真試驗,分析試驗數據,對產能指標進行修正。
經過調研,A公司對車輪清洗工序改進了工藝,縮短了加工時間;對齒輪箱整備工序和輪盤組裝工序各加了一個平行工位。針對這些調整,記錄車輪清洗工序工時、齒輪箱整備工序平行工位總數和輪盤組裝工序平行工位總數共計三個參數。
在B7車間仿真模型中,將變化的參數的參數值一一修改,設置生產目標為n=100個輪對,在仿真測試無誤后,對B7車間仿真模型進行1 000次并行仿真試驗,得到完工時間的1 000個仿真數據,并自動生成完工時間的分布直方圖及擬合曲線,如圖9所示。

圖9 產線變化后的分布直方圖及相應擬合函數圖
對并行仿真試驗數據進行分析的原理,Factory Simulation軟件的計算結果為μ=1.285×109,σ=2.277×107,單位為ms。由此,可計算B7車間生產輪對的平均產能為
在改進之前,平均產能是p=3.736h。計算優化效果為
即相比于產線優化之前,B7車間生產輪對的耗時降低了4.47%。產線變化后的各參數值見表2。

表2 產線變化后的正態分布各參數數值
5 結束語
針對A公司轉向架生產車間在不確定工時條件下的產能評估問題,采用了Factory Simulation國產仿真軟件,對A公司轉向架生產車間進行現場調研和仿真建模,實現了仿真模型在邏輯上模擬現實的生產情況,并與現實車間的生產同步。利用Factory Simulation并行仿真的優勢,在對不確定工時的歷史數據進行分析并將參數導入仿真模型后,對A公司轉向架生產車間仿真模型進行1 000次并行仿真,實現了不確定工時條件下準確評估產能。利用仿真的可快速修改和大量試驗的特性,對產線布局、工藝等方面的變化實現敏捷響應,快速修正變化后的產能指標。本文所構建的仿真模型,不僅可以在產線出現改進后及時修正產能指標,還可在產線改進之前對改進方案進行仿真試驗和結果評估,起到輔助決策的作用。這將在今后的研究中進行探討。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
數學物理學報(2020年2期)2020-06-02 11:29:24
中國化肥信息(2020年7期)2020-03-19 01:54:02
制造技術與機床(2019年12期)2020-01-06 03:17:46
西南交通大學學報(2018年5期)2018-11-08 10:58:26
中國軍轉民(2017年6期)2018-01-31 02:22:28
光學精密工程(2016年6期)2016-11-07 09:07:19
