3D打印金剛石復合片及其鉆頭的研究進展
2023-10-25 16:52:23吳晶晶張紹和曲飛龍蘇舟孔祥旺何燾
金剛石與磨料磨具工程 2023年1期
關鍵詞:工藝
吳晶晶 張紹和 曲飛龍 蘇舟 孔祥旺 何燾
關鍵詞 3D 打印;金剛石復合片;金剛石復合片鉆頭;模具成形;復雜結構
中圖分類號 TG74; TQ164 文獻標志碼 A
文章編號 1006-852X(2023)01-0014-09
DOI 碼 10.13394/j.cnki.jgszz.2022.3003
收稿日期 2022-07-03 修回日期 2022-08-13
聚晶金剛石復合片( polycrystalline diamond compact,PDC),是由聚晶金剛石與硬質合金基體在高溫高壓條件下燒結而成的一種復合超硬材料[1]。采用PDC 作為切削齒的PDC 鉆頭,由于其在軟到中硬地層中具有鉆速快、壽命長、可靠性高、綜合效益顯著等優點[2],因而在石油、天然氣、地熱開發等領域的鉆井工程中得到廣泛的應用。
目前,石油工業的發展十分迅速。隨著我國油氣開發的深入,油氣開采逐漸進入隱蔽油氣藏的開發階段[3],所鉆探的油井數目也在逐漸增加,未來鉆井將會鉆遇更多復雜地層[4],且國家“十四五”規劃和2035 年遠景目標綱要中強調將加強地球深部礦產資源、油氣勘探開發作為“深地深海”前沿領域優先突破方向,故此,對PDC 鉆頭的綜合性能尤其是鉆進效率提出了更高的要求和標準。為了應對多樣化地層的提速問題,各大石油公司對常規PDC 鉆頭進行了改進,其中鉆頭體、切削齒結構的改進和創新是PDC 鉆頭提速的主攻方向,主要體現為創新形狀和結構,實現切削齒多樣化。采用異形、薄壁、微型等復雜結構的鉆頭體、切削齒以實現高效鉆進,是PDC 鉆頭一個新的研究方向,但鉆頭結構的復雜程度越高,其生產加工的難度也會隨之增大。
常規PDC 鉆頭的制造工藝主要有2 種[5]:一種是銑削成形工藝,主要將圓鋼進行車削、三軸、五軸等加工鍛造成所需鉆頭體,再將切削齒鑲嵌在鉆頭體上;另一種是燒結成形工藝,即將粉末和鋼體在模具內經高溫燒結而成鉆頭體,再鑲焊PDC 切削齒。但這2 種制造工藝均存在工序復雜、制作周期長、成本較高等問題,且第2 種方法在加工鉆頭模型時精度較低,導致難以在制造過程中有效體現鉆頭的設計水平[6]。對于追求高質量要求的鉆頭行業來說,目前的制造工藝難以實現特殊復雜結構鉆頭的生產,因此,應用智能制造技術以縮短PDC 鉆頭制作周期,并提高其性能,成為了一個新的研究課題。
3D 打印技術,又稱為增材制造(additive manufacturing,AM)技術,是一種“自下而上”通過材料逐層累加的制造方法[7],實現工件從無到近凈成形。它被美國“America Makes” 、歐盟“ Horizon 2020” 、德國“ 工業4.0”、“中國制造2025”等戰略計劃列為提升國家競爭力、應對未來挑戰亟需發展的先進制造技術[8]。與傳統的機械加工模式不同,3D 打印從原理上突破了傳統構件的結構設計和制造模式,不需要模具、刀具等工具,免除了傳統工藝需要多道加工程序的煩瑣過程,可將復雜的三維加工轉變為簡單的二維加工,使成形精密和具有復雜結構的零部件制造更加便捷[9-11]。因此,3D 打印技術可為具有復雜結構的PDC 鉆頭制造提供全新的思路。
本文將總結目前3D 打印技術在PDC 鉆頭制造行業的應用現狀,主要包括3D 打印金剛石復合片、金剛石復合片鉆頭模具及金剛石復合片鉆頭的制造工藝流程及實際應用,并對3D 打印PDC 及其鉆頭未來的發展前景進行展望,以期為PDC 鉆頭制備的發展方向提供參考。
1 3D 打印技術的分類與特點
3D 打印技術是制造業領域正在迅速發展的一項新興智能制造技術,被稱為“具有工業革命意義的制造技術”[12-13]。它是一種以數字模型文件為基礎,采用離散材料液體和粉末等,通過逐層累加的方式來制造任意復雜形狀物體的技術。近年來,3D 打印技術作為一項前沿性的先進制造技術迅猛發展,并且正迅速改變著人們的生產生活方式,在工業制造、生物醫學、建筑制造、文化藝術等領域逐步發揮了重要的作用[11, 14]。
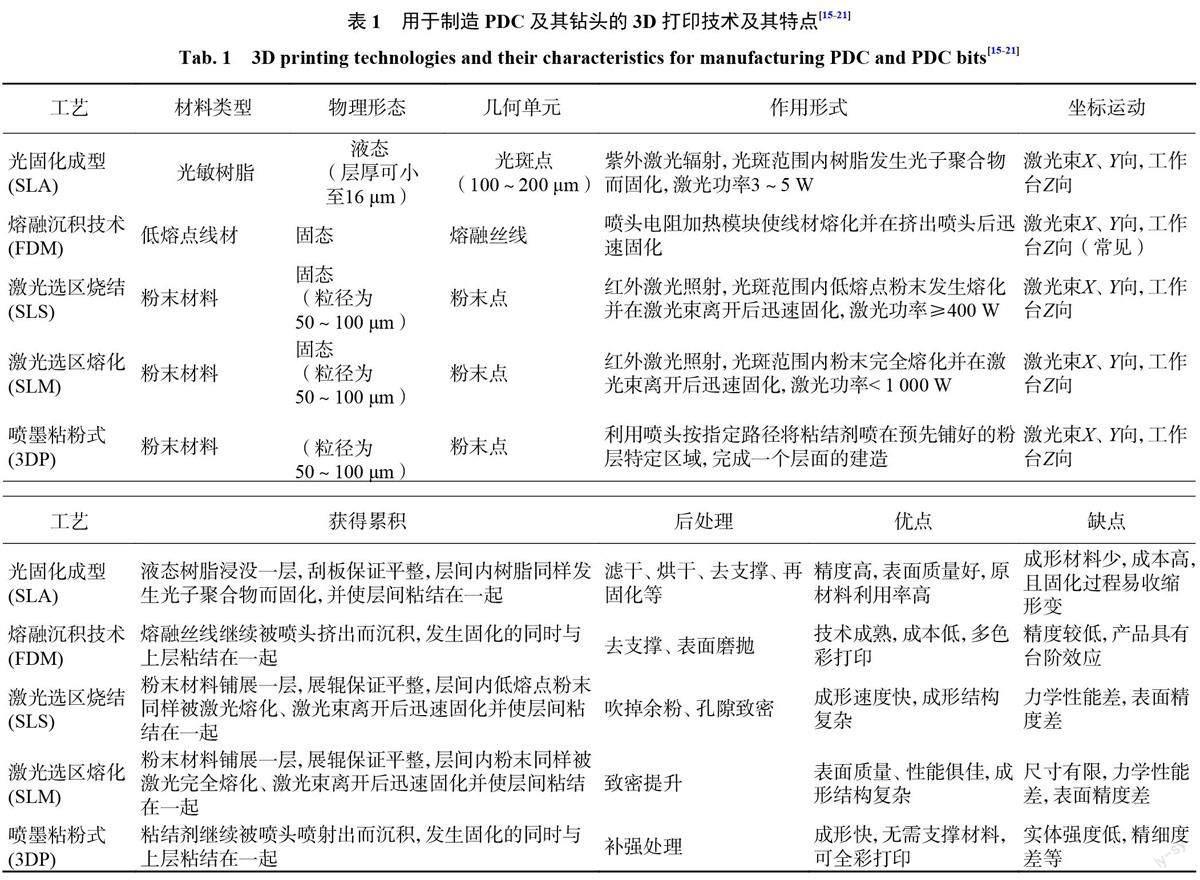
目前,3D 打印技術已有十余種成形工藝,不同的成形工藝有不同的特色。根據目前已有的報道,可用于制造PDC 及其鉆頭的3D 打印工藝方法主要有光固化成形技術(stereo lithography apparatus, SLA)、熔融沉積技術( fused deposition modeling, FDM) 、激光選區燒結技術(selected laser sintering, SLS)、激光選區熔化技術(selective laser melting, SLM)、噴墨粘粉式制造技術(three dimensional printing, 3DP)等,而采用其它3D 打印技術來制造PDC 及其鉆頭的研究較少。所列舉的主要成形工藝的原理及特點如表1 所示[15-21],均通過工作臺沿Z 向逐層向下而實現分層。
2 3D 打印金剛石復合片
2.1 電子束選區熔化3D 打印硬質合金?金剛石復合材料
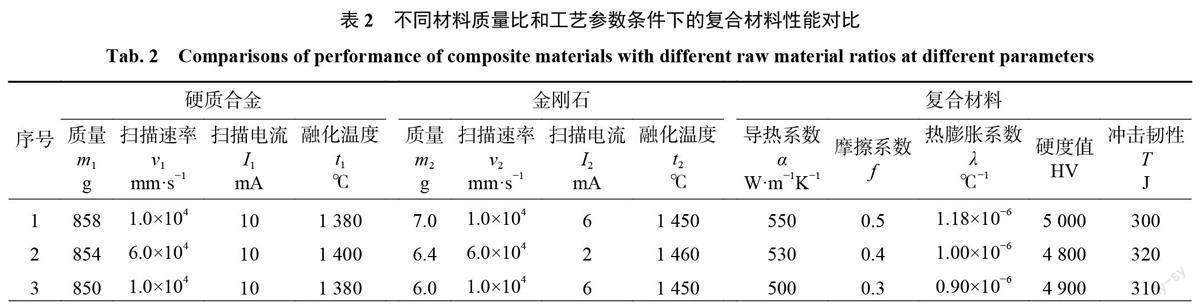
針對傳統WC-Co 硬質合金的硬度與強韌性之間存在的相互制約問題,湖南伊澍智能制造有限公司[22]提出采用電子束選區熔化3D 打印工藝制備硬質合金-金剛石復合材料,以期提高材料的斷裂韌性、硬度和耐腐蝕性。該復合材料主要包含粒徑為45~105 μm的WC-Co 硬質合金和粒徑為45~105μm 的金剛石,且這2 種材料的質量比為(420~430):(3~4)。3D 打印成形過程中,先對WC-Co 硬質合金進行電子束熔化掃描,然后對金剛石進行電子束熔化掃描,如此反復逐層疊加,最終形成厚度≤3 mm 的硬質合金-金剛石復合材料。其中,WC-Co 硬質合金電子束熔化掃描過程中的工藝參數為:掃描速率為1.0 × 104~6.0 × 104 mm/s,掃描電流為0.5~10 mA,熔化溫度為1 380~1 460 ℃;而對金剛石進行電子束熔化掃描的掃描速率為1.0 × 104~1.0 ×105mm/s, 掃描電流為6~ 20 mA, 熔化溫度為1 400~1 450 ℃。
同時,湖南伊澍智能制造有限公司對不同材料質量比和工藝參數條件下的硬質合金-金剛石復合材料的導熱系數、摩擦系數、熱膨脹系數和沖擊韌性值進行了測試,如表2 所示。測試結果顯示,采用電子束選區熔化3D 打印工藝制備的硬質合金-金剛石復合材料具有較好的硬度和斷裂韌性,且使用過程中能夠較好地避免涂層剝落。
2.2 3D 打印金剛石復合片
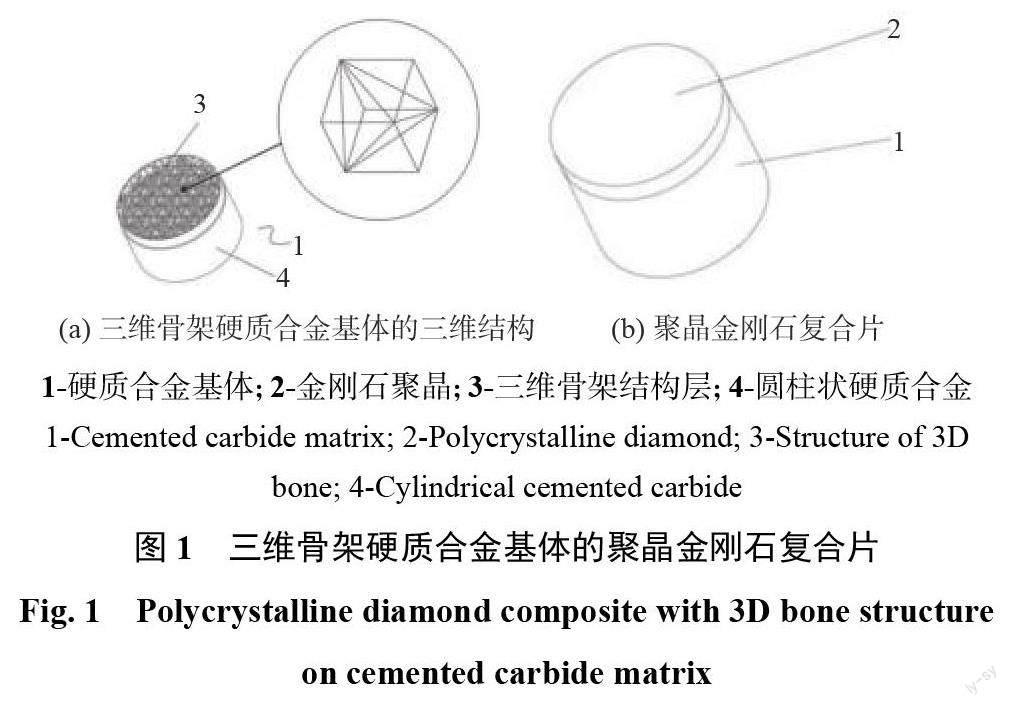
針對金剛石復合片存在的結構單一、成形依賴成本高且制作周期長的模具等問題,研發機構和單位嘗試在金剛石復合片的制造中引入3D 打印技術。倪培燊等[23] 以WC-Co 硬質合金與金屬合金為材料,采用SLM及3DP 方法制備帶有三維骨架硬質合金基體,然后將金剛石微粉填入硬質合金基體的三維結構空隙中,結合六面頂壓機高溫高壓燒結工藝得到三維骨架硬質合金基體的聚晶金剛石復合片,如圖1 所示。同時,研究者對不同骨架材料和不同工藝條件下的聚晶金剛石復合片的平均落球沖擊次數進行了測試,如表3 所示。測試結果表明,具備三維骨架硬質合金基體的聚晶金剛石復合片,其抗沖擊性能明顯提高。
另一方面,在制造金剛石復合片時,目前大多采用Co 作為黏合劑,但因其比金剛石具有更大的熱膨脹系數,會對最終制備的金剛石復合片的耐磨性、抗沖擊韌性和壽命產生較大的影響。為此,梁家昌等[24-25]提出了2 種無需添加Co 作為粘結相的高品質金剛石復合片的制備方法。第一種為漸變層結構的金剛石復合片,包括由下而上依次設置的基體、基體-金剛石漸變過渡層、金剛石層、金剛石-鎳漸變過渡層、鎳層,不含鈷類粘合劑(如圖2)。該結構的復合片采用雙束3D 打印設備實現,即采用熱加工的大功率連續激光束與冷加工的超快脈沖激光束交替加工的雙束3D 打印設備制得,這樣可使得漸變層結構各界面上無熱學與力學性質的突變,最終形成一種高品質金剛石復合片。第二種則以鉻鉬合金作為金剛石復合片的基體材料,加工金剛石復合片基體;同時采用冷熱交替的3D 打印工藝完成金剛石復合片層的制備,最終按照預先的設計將金剛石粉末打印在金剛石復合片基體上,得到金剛石復合片,該工藝流程如圖3 所示。采用此工藝獲得的金剛石復合片具有高耐磨、高耐熱、高抗沖、高壽命的優良特性。
3 3D 打印金剛石復合片鉆頭
將3D 打印技術引入PDC 鉆頭的生產制造中,一方面可以實現復雜結構PDC 鉆頭的成形,提高鉆頭的加工精度;另外,可以大大縮短PDC 鉆頭的制作周期,加快鉆頭制造商對市場的反應。目前,3D 打印技術在PDC 鉆頭中的應用主要體現在PDC 鉆頭的模具制造,再結合軟膜成形工藝或熔模鑄造法等完成PDC 鉆頭的制造,即間接3D 打印PDC 鉆頭;也有部分鉆頭公司和研究者已經開始著手采用3D 打印技術實現PDC 鉆頭的一體化成形方面的研究。
3.1 3D 打印金剛石復合片鉆頭模具
模具成形是燒結式PDC 鉆頭制造中的一個重要環節,也是準確實施鉆頭設計的關鍵,模具成形精度及質量直接影響成品PDC 鉆頭的性能[26]。傳統PDC 鉆頭制造過程中大多采用手工刻模,存在成形精度較低、生產效率低、產品開發周期長等問題,且難于形成復雜的模具結構。因此,將3D 打印技術引入PDC 鉆頭的模具制造中是3D 打印技術在石油井下工具產品制造過程中模具方面的典型應用。
為了提高鉆頭母模的制作精度與效率,史密斯國際公司的Southland[27] 最早提出通過三維鉆頭幾何形狀的計算機輔助設計,將設計的幾何數據傳輸到分層設備,而分層逐次使用蠟或其他材料構建鉆頭模具。模具成形后,將鋼或碳化鎢粉末倒入模具中,并通過壓磨成形或用粘合劑滲透固化成形鉆頭體。國內學者們也相繼提出采用SLA 技術制造PDC 鉆頭模具,其打印流程通常是先采用SLA 技術制作PDC 鉆頭的陰模及模襯(或稱母模),并將其裝配在一起翻制出橡膠公模(圖4a)[28],再利用該公模制造出加工鉆頭的陶瓷燒結模具(圖4b)。周龍昌等[29-30] 將采用SLA 技術加工的燒結模具與傳統壓模成形與銑模成形加工的模具進行加工誤差和周期對比,發現新工藝加工的模具精度大幅度提高,且開發周期和批量生產周期均大大縮短。現場使用證明,利用該新工藝生產的PDC 鉆頭比壓模工藝生產的鉆頭平均進尺和平均機械鉆速分別提高16.85% 和11.66%。李鎖智等[26] 采用SLA 工藝制造了Φ113 燒結式PDC 鉆頭基礎模具(圖5a),打印模型與設計模型尺寸誤差≤0.1 mm,同時按照軟模成形工藝試制了2 只鉆頭,且在現場試驗中,試制鉆頭的使用壽命與鉆進效率均較高。
此外,梅筱琴等[31-32] 還對FDM 工藝在PDC 鉆頭基礎模具制作過程中的應用進行了研究。該工藝過程與采用SLA 技術加工PDC 鉆頭模具的工藝過程類似,主要利用FDM 技術制造PDC 鉆頭基礎母模,再將其經過翻制得到可燒制的鉆頭模具。圖6 為采用FDM 3D 打印技術制造的鉆頭基礎模具及其硅膠模。CHOU 等[33]則嘗試利用熱力噴射實體打印機打印蠟模具,再結合熔模鑄造法完成PDC 鉆頭的制造。圖7 為熔模鑄造工藝流程圖,其中圖7a 為采用3D 打印技術制作的蠟模具。
采用上述3D 打印技術制作的PDC 鉆頭模具,一方面需要經過2 次翻制或熔模鑄造才能得到用于燒結的模具,工藝相對煩瑣,且翻制過程中存在的人為不確定因素會對最終的成形模具質量產生影響;另一方面,軟膜成形工藝轉化模具的過程中,采用的橡膠有彈性收縮性,對模具精度有較大影響。針對上述問題,姚建林等[34] 采用3D 打印技術直接打印用于胎體鉆頭生產的燒結模具。3D 打印的材料為覆膜砂,成形的模具可以直接燒結鉆頭成形,鉆頭制作精度高且制造周期短。然而,覆膜砂的導熱系數低且熱膨脹系數大,以其為原料的成形模具在1 000 ℃~1 300 ℃ 高溫下進行長時間燒結,容易出現開裂甚至潰散等問題,導致最終制備的PDC 鉆頭質量和精度降低。為此, 王秋濤等[35] 將15~ 30 份耐火材料和5~ 10 份粘結劑加入60~ 80 份石墨粉末中制備3D 打印用石墨復合材料,采用粘結劑噴射成形或選區激光燒結成形等3D 打印工藝制備PDC 鉆頭石墨模具,同時結合瀝青浸漬后處理方法,不僅有效解決了以覆膜砂為原料的模具在燒結過程中易開裂、易氧化等問題,且3D 打印模具的致密度和機械強度也大幅度提高。另外,游娜等[28] 提出使用SLS 技術以樹脂砂為材料燒結成形的模具,經二次固化后可以直接裝入石墨殼體中用于PDC 鉆頭的燒結,如圖8所示。賀波等[36] 利用陶瓷砂或樹脂砂作為燒結材料,通過激光快速成形打印PDC 鉆頭模具,成形過程中的工藝參數:激光功率為40~60 W,預熱溫度為40~85 ℃,鋪砂厚度0.15~0.35 mm,掃描速度2 500~3 500 mm/s。采用該方法制造的PDC 鉆頭的精度大大提高,工期也大大縮短。
3.2 3D 打印金剛石復合片鉆頭
隨著3D 打印技術的快速發展,為了進一步優化PDC 鉆頭的設計與制造,多家單位開始嘗試應用3D 打印技術直接實現PDC 鉆頭一體化成形。石一先[37] 提供了一種采用3D 打印技術直接打印PDC 鉆頭體的方法,即利用高能激光或電子束按照掃描路徑直接打印金屬材質的PDC 鉆頭體。但該方法所制造的鉆頭體強度無法滿足井下復雜的環境狀況,不能應用于實際的石油天然氣鉆井。美國BlueFire Equipment 公司[38-40]嘗試采用3D 打印技術制造PDC 鉆頭,利用Solid Works軟件開發設計出高度復雜的鉆頭,將其交給得克薩斯的3D 打印公司進行制造。為了使鉆頭在多種巖層中都具有較高的破巖效率,設計了較大的PDC 切削面,并在鉆頭體上設計橫向水眼,以提高鉆頭的清潔和冷卻效率。試驗證實,這些設計使切削結構表面的溫度降低30% 以上,大大減少了切削片的熱磨損,延長了鉆頭壽命。另外,譚小紅[5] 公開了一種SLM 3D 打印制備PDC 鉆頭工藝。該工藝涉及的成形材料按其重量份包括碳化鎢粉100 份、鈷粉4.8 份、鎳粉1.8 份和預處理炭粉1.2 份。與傳統工藝制造的PDC 鉆頭進行對比,3D 打印工藝制備PDC 鉆頭的工期縮短了64%,PDC 胎體價格降低40% 以上,且PDC 鉆頭的強度增強了50%,抗侵蝕性增長400%。
此外,西迪技術股份有限公司[40-42] 采用具有自主知識產權的金屬3D 打印技術,創造性地實現了PDC鉆頭接頭結構和胎體的快速成形以及材料性能的改進,同時為了規范和引導3D 打印PDC 鉆頭的生產與研發,制定了3D 打印PDC 鉆頭企業標準。雖然該企業標準是基于西迪公司自主研發的3D 打印PDC 鉆頭工藝為前提提出,適用范圍有限,但該企標的提出可為未來3D 打印PDC 鉆頭的企標和國標的統一提供借鑒。
4 結語及展望
3D 打印技術代表了一種不同于傳統加工技術的加工方式,國內外學者將其引入PDC 及其鉆頭的制造中。文中介紹了目前用于制造PDC 及其鉆頭的3D 打印技術的基本原理及其在PDC 及其鉆頭制備方面的研究進展。雖然近年來開展了相關研究,但在工業生產中,使用遠不如研究所進行的狀況,主要體現在:
(1)PDC 鉆頭的高性能要求,使得目前3D 打印技術在PDC 鉆頭制造中的應用主要集中在PDC 鉆頭基礎模具制造領域。根據目標地層,開發適用于PDC鉆頭的高性能材料,實現個性化定制的PDC 鉆頭一體化成形是未來發展的重要方向。
(2)采用高能激光或電子束進行掃描熔化過程中,金剛石容易產生石墨化現象,繼而影響鉆頭的質量,未來應重點面向高能激光打印技術研發適溫的結合劑以及金剛石熱防護技術,提高金剛石熱穩定性,同時優化激光參數,提高金剛石與金屬間的界面結合強度。
(3)3D 打印制造過程中的高冷卻速率和高溫等條件,不可避免地會在材料中形成殘余應力,需要通過優化工藝和材料梯度結構設計來緩解殘余應力,提高材料和鉆頭的服役性能。
(4)雖已有相應的3D 打印PDC 鉆頭企業標準,但針對3D 打印過程中涉及的儀器設備、材料及制造的PDC 鉆頭性能評價等缺乏相應的標準,為了保證規范性,對其相應設備、材料、性能評價、安全等多個方面進行規范也是未來需要重點關注的問題之一。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52