螺紋蓋板翻孔開裂缺陷的分析及工藝改進(jìn)
2023-10-29 14:50:32龐毅
模具工業(yè) 2023年10期
關(guān)鍵詞:變形
龐 毅
(廣西華原過濾系統(tǒng)股份有限公司, 廣西 玉林 537005)
0 引 言
隨著柴油發(fā)動機技術(shù)的發(fā)展以及排放法規(guī)的不斷升級,新技術(shù)對濾清器的耐壓能力要求越來越高。螺紋蓋板是濾清器中重要的連接及耐壓結(jié)構(gòu)件,通過調(diào)整螺紋蓋板的結(jié)構(gòu),將螺紋孔由內(nèi)向式改為外向式,能有效提升濾清器的耐壓能力。但這種調(diào)整方式會使螺紋蓋板的加工難度增大,其成形質(zhì)量難以保證,主要表現(xiàn)為翻孔口端面容易產(chǎn)生開裂缺陷[1-2]。開裂不僅影響產(chǎn)品的外觀,還不利于后續(xù)螺紋的加工,最終影響產(chǎn)品的安裝和使用。
研究如何在不增加制造成本的前提下,改進(jìn)螺紋蓋板的制造工藝、提升其質(zhì)量具有重要意義。現(xiàn)通過對螺紋蓋板翻孔口開裂的影響因素進(jìn)行分析,提出改善開裂問題的工藝方案和模具結(jié)構(gòu)的改進(jìn)措施,并進(jìn)行實際驗證。
1 螺紋蓋板的作用及質(zhì)量要求
螺紋蓋板為濾清器的關(guān)鍵零部件,與殼體封裝形成密封腔體,外部通過內(nèi)螺紋與基座連接,起到連接、固定以及潤滑油進(jìn)、出的作用。螺紋蓋板材料采用熱軋?zhí)妓劁摪澹穸葹?.5~6 mm。螺紋蓋板的結(jié)構(gòu)形式主要有2 種:螺紋孔內(nèi)向式和螺紋孔外向式。現(xiàn)主要研究外向式螺紋蓋板,如圖1所示,厚度為4 mm,翻孔高度為15 mm,是典型的深翻孔零件。

圖1 螺紋蓋板
螺紋蓋板的螺紋垂直度會影響濾清器的耐壓能力,如果出現(xiàn)問題會導(dǎo)致濾清器泄漏。外向式螺紋蓋板由于安裝螺紋在翻孔底部,如翻孔高度出現(xiàn)高低差偏大,會導(dǎo)致初始螺紋斷紋現(xiàn)象,造成濾清器無法安裝;如果螺紋端面開裂,除了造成濾清器安裝困難外,還會造成裂紋毛刺脫落進(jìn)入油道,導(dǎo)致發(fā)動機磨損。因此,外向式螺紋蓋板的垂直度、翻孔高度尺寸、翻孔端面裂紋是質(zhì)量控制關(guān)鍵點。
2 生產(chǎn)工藝流程及質(zhì)量問題
螺紋蓋板原采用級進(jìn)模生產(chǎn),設(shè)有7個工位,共集成6道工序,各工序流程:沖中孔→沖進(jìn)油孔→進(jìn)油孔壓倒角→成形→壓凸點→落料,如圖2 所示。以上述工藝生產(chǎn)的螺紋蓋板在翻孔圓口四周出現(xiàn)裂紋,如圖3所示。

圖2 螺紋蓋板工序分解

圖3 螺紋蓋板翻孔裂紋
3 裂紋產(chǎn)生的影響因素分析
在螺紋蓋板內(nèi)孔翻邊過程中,材料主要受切向和徑向應(yīng)力作用,越接近預(yù)沖孔邊緣,材料變形越大。因此,內(nèi)孔翻邊開裂取決于翻邊變形程度,而衡量內(nèi)孔翻邊變形程度的標(biāo)準(zhǔn)是翻邊系數(shù)[3-4]。翻孔時不開裂所能達(dá)到的最大變形程度稱為極限翻邊系數(shù),影響極限翻邊系數(shù)的因素包括力學(xué)過程、材料性能指標(biāo)、預(yù)沖孔斷面質(zhì)量、預(yù)沖孔直徑與料厚比值以及翻孔模設(shè)計等。
3.1 內(nèi)孔翻邊過程的力學(xué)分析
根據(jù)翻孔過程中的材料變形情況,對預(yù)沖孔邊緣內(nèi)外層材料進(jìn)行應(yīng)力分析。了解材料在翻孔時的受力變化,可以針對性采取措施避免孔口開裂缺陷的產(chǎn)生。
翻孔圓周存在彎曲變形區(qū),金屬材料在變形區(qū)的應(yīng)力狀態(tài)可分為內(nèi)、外兩層。外層材料徑向及環(huán)內(nèi)受拉應(yīng)力δ,厚度方向受壓應(yīng)力ε,變形以徑向伸長為主,環(huán)向及厚度方向為壓縮變形。內(nèi)層材料處于三向壓應(yīng)力狀態(tài),徑向為壓應(yīng)變,環(huán)向及厚度方向為拉應(yīng)變。隨著翻邊的進(jìn)行,中性層的位置及彎曲變形區(qū)域隨之變化。在翻邊孔口邊緣,環(huán)向為拉應(yīng)力,厚度方向為壓應(yīng)力,徑向存在應(yīng)力中性層。凸模過渡段為球形,在內(nèi)壓的作用下,與凸模接觸的孔口邊緣的外層,徑向為壓應(yīng)力,而內(nèi)層在凸模的下行作用下,徑向為拉應(yīng)力,但內(nèi)、外層均是環(huán)向拉應(yīng)力的最大絕對值,故應(yīng)變狀態(tài)均為環(huán)向拉應(yīng)變,徑向及厚度方向為壓應(yīng)變。翻邊階段的應(yīng)力應(yīng)變狀態(tài)如圖4所示。
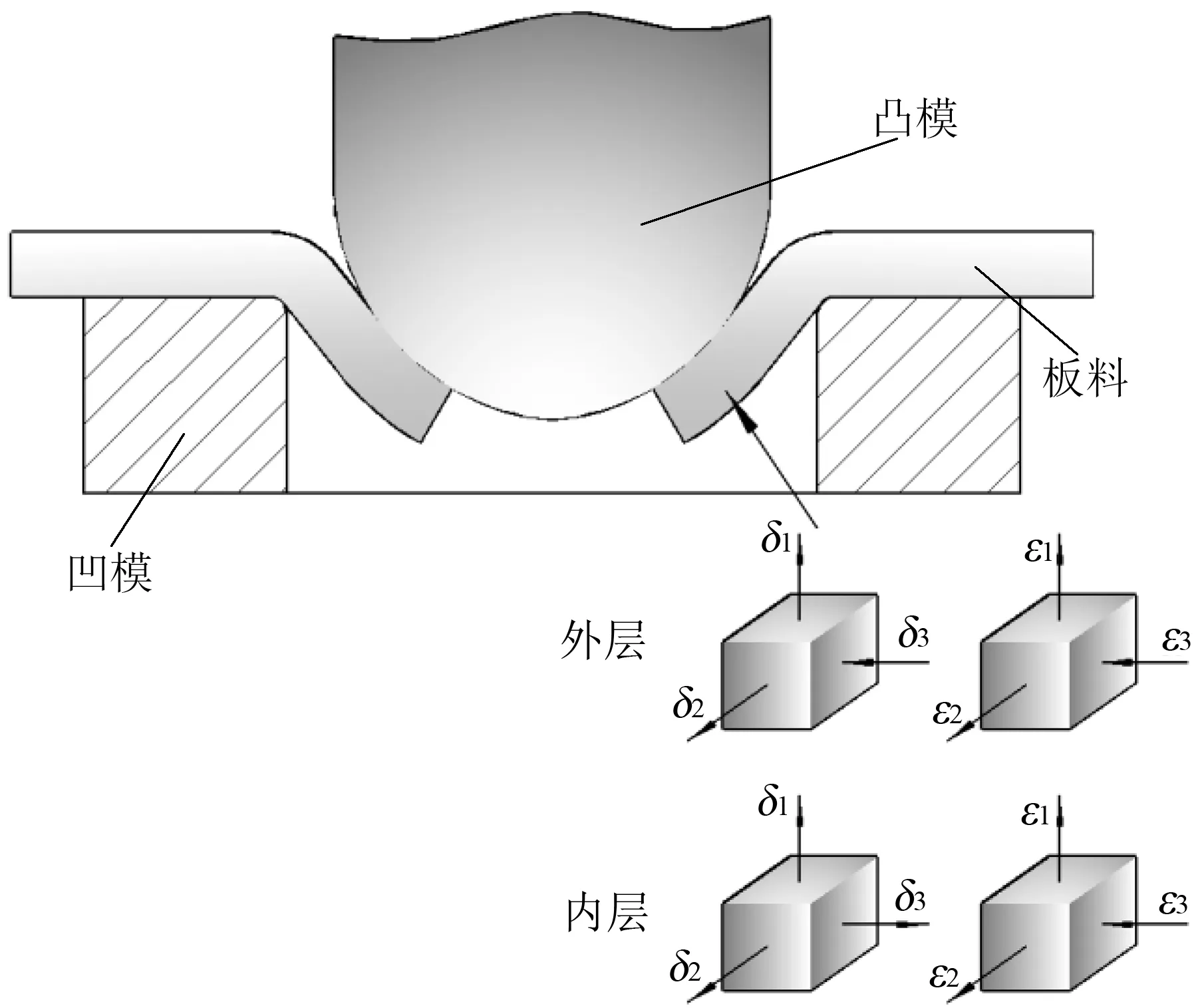
圖4 翻孔變形時材料受力應(yīng)力應(yīng)變狀態(tài)
翻孔成形時,金屬材料沿凸模表面流動,外層金屬的應(yīng)變速率和變形程度都大于內(nèi)層金屬。金屬材料的主應(yīng)變是切向變形,在主應(yīng)變方向受拉應(yīng)力,此時材料塑性最差,當(dāng)變形應(yīng)力大于材料強度極限時,會產(chǎn)生剪切破壞而出現(xiàn)開裂。如果材料塑性差,性能不穩(wěn)定,在工件預(yù)沖孔斷面質(zhì)量差的情況下(斷面質(zhì)量差主要指在材料沖裁過程中,由于撕裂而形成裂紋與毛刺),工件在翻孔塑性變形大時易受到應(yīng)力集中的影響,使微小毛刺及斷裂纖維受到剪切破壞而沿著纖維方向產(chǎn)生開裂現(xiàn)象。因此,在保證材料性能穩(wěn)定的前提下,盡可能提升預(yù)沖孔斷面質(zhì)量,同時采用小變形的工藝進(jìn)行翻孔,降低孔口開裂風(fēng)險。
3.2 材料性能指標(biāo)分析
螺紋蓋板為連接緊固件,需同時兼顧較高塑性及強度,其材料是熱軋?zhí)妓劁摚軡M足螺紋蓋板結(jié)構(gòu)變形大及耐壓強度高的要求。熱軋?zhí)妓劁摬牧仙扉L率較好,能增加翻孔處的變形程度,并且極限翻邊系數(shù)小,有利于減少翻孔開裂。為避免材料原因?qū)е路呴_裂,將有開裂缺陷的零件取樣進(jìn)行化學(xué)成分分析,如表1所示。
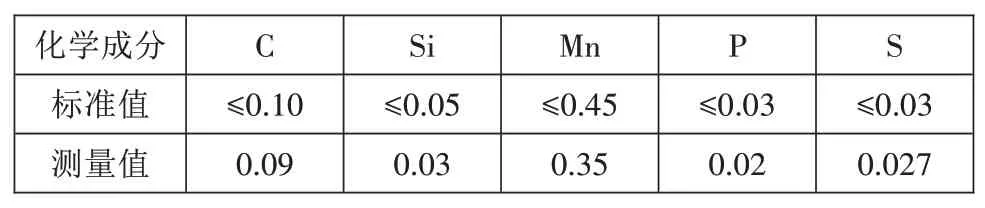
表1 濾清器螺紋蓋板材料的化學(xué)成分 質(zhì)量分?jǐn)?shù)
由表1 可知,濾清器螺紋蓋板材料成分符合標(biāo)準(zhǔn)要求。對開裂的零件取樣進(jìn)行力學(xué)性能測試分析,其材料力學(xué)變形曲線如圖5 所示,數(shù)據(jù)如表2所示。
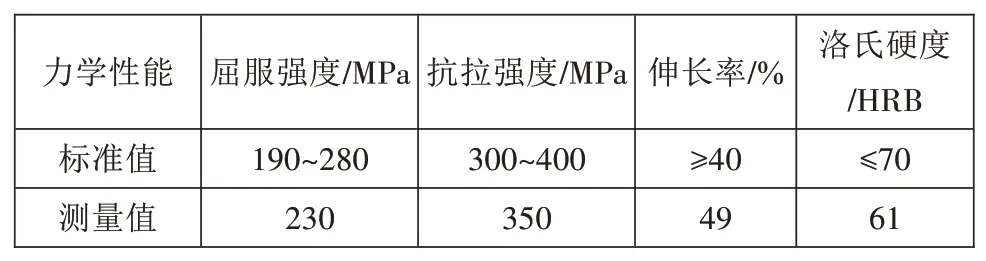
表2 濾清器螺紋蓋板材料的力學(xué)性能

圖5 濾清器螺紋蓋板材料力學(xué)變形曲線
由表2 可知,濾清器螺紋蓋板材料力學(xué)性能符合標(biāo)準(zhǔn)要求,從材料化學(xué)成分及力學(xué)性能試驗分析可排除材料原因造成翻孔開裂。
3.3 預(yù)沖孔斷面質(zhì)量分析
沖孔是通過凸、凹模的刃口將材料“剪斷”分離,凸、凹模刃口擠入材料一定深度后,刃口附近的材料產(chǎn)生剪裂紋而破壞并使材料分離,此時凸、凹模刃口尚未重疊,材料已完成分離。材料分離的斷面分為4 個區(qū)域,如圖6 所示,分別是圓角區(qū)a、光亮區(qū)b、斷裂區(qū)c、毛刺區(qū)d。圓角區(qū)a 是圓弧帶,由模具零件刃口剛壓入材料所形成;光亮區(qū)b 與圓角區(qū)相鄰,由凸、凹模剪切擠壓材料形成;斷裂區(qū)c 表面粗糙,主要由材料撕裂產(chǎn)生的微小裂紋擴展斷裂形成,該區(qū)域的材料有冷作硬化現(xiàn)象;毛刺區(qū)d是斷裂區(qū)周邊上形成的不規(guī)則撕裂毛邊。
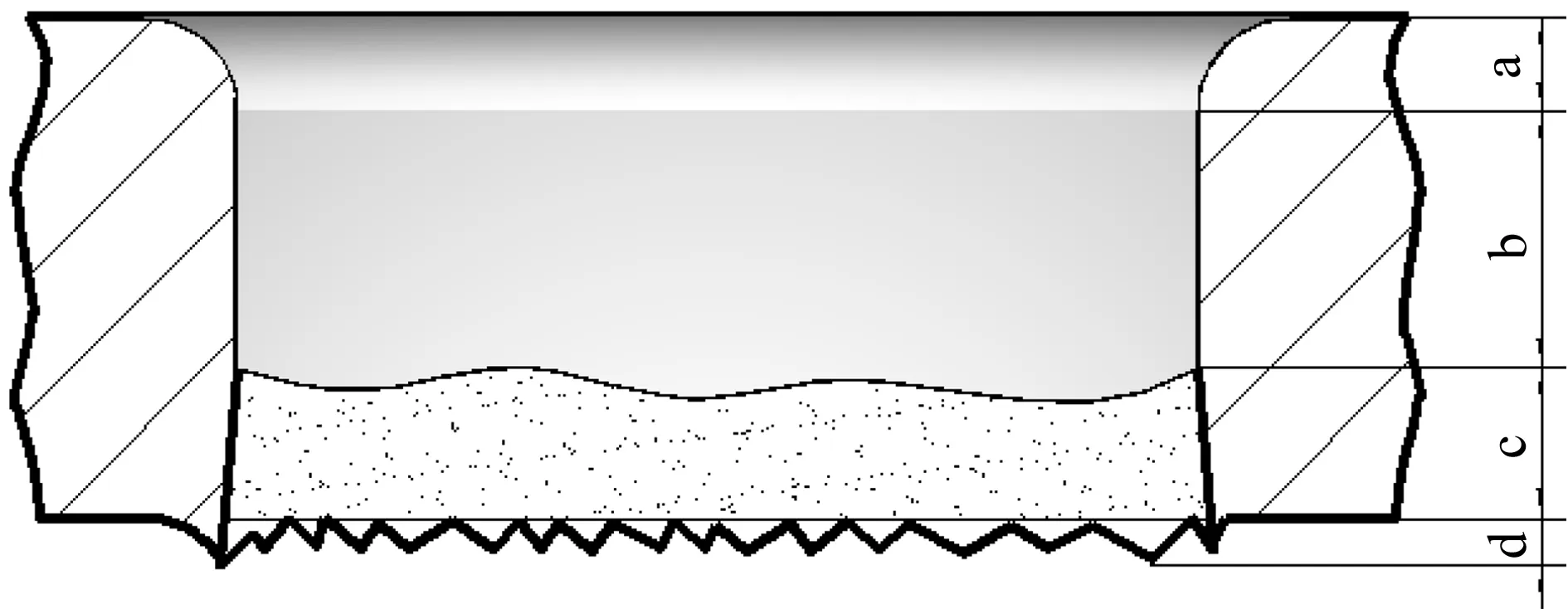
圖6 沖裁件剪切斷面區(qū)域特征
將零件翻邊前的預(yù)沖孔工序件進(jìn)行剖面顯微鏡觀察,分析其斷面狀態(tài),如圖7所示,其中DL0為零件總厚度,圓角區(qū)DL3約占比4.2%,光亮區(qū)DL1約占比48.9%,毛刺區(qū)DL2約占比24.9%,斷裂區(qū)約占比22%,斷裂區(qū)及毛刺區(qū)合并占比46.9%。4 個區(qū)域在沖裁件剪切斷面上的占比隨著材料的力學(xué)性能、料厚、凸模與凹模的刃口銳鈍程度及間隙等不同而變化。零件翻孔前的孔壁斷面質(zhì)量越好,越有利于翻邊成形,而斷面的斷裂區(qū)及毛刺區(qū)上有冷作硬化現(xiàn)象和微小裂紋,材料在翻孔變形時容易產(chǎn)生應(yīng)力集中而有微小裂紋。因此,減少斷裂區(qū)及毛刺區(qū)的占比面積,增加光亮帶占比面積能有效降低翻孔開裂缺陷。
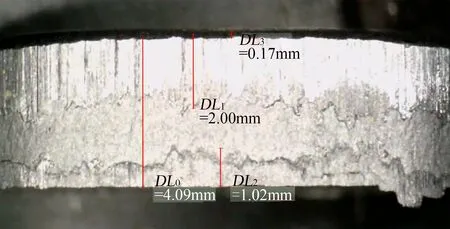
圖7 濾清器螺紋蓋板預(yù)沖孔斷面特征
3.4 成形凸模對翻孔邊緣質(zhì)量的影響
凸模結(jié)構(gòu)主要有3種,分別是錐形凸模、球形凸模和橢球形凸模,3 種成形凸模的成形直壁段尺寸相同,不同之處是成形凸模過渡區(qū)形狀,如圖8所示。
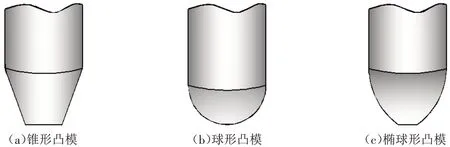
圖8 不同結(jié)構(gòu)類型的翻孔凸模
在材料性能不變的情況下,采用不同形狀的成形凸模,翻孔后的效果也不同。在翻孔過程中,隨著凸模下行,預(yù)沖孔材料首先與成形凸模過渡區(qū)接觸,因為過渡區(qū)的形狀不一樣,材料與成形凸模接觸角度、面積不同,接觸區(qū)域及其周圍材料受到的應(yīng)力及應(yīng)變均不相同,不同形狀凸模翻孔過程中的徑向應(yīng)力分布如圖9所示。
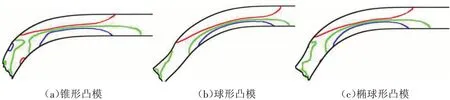
圖9 不同形狀凸模翻孔過程中的徑向應(yīng)力分布
在錐形凸模的下行過程中,預(yù)沖孔材料上表面孔口邊緣最先與沖孔過渡區(qū)接觸,由于錐形凸模過渡區(qū)為直線,接觸方式為圓周線接觸,在凸模下行作用下孔口邊緣容易產(chǎn)生應(yīng)力集中,使材料變形嚴(yán)重;當(dāng)孔周邊材料繼續(xù)經(jīng)過凸模錐度拐角時,孔口邊緣局部應(yīng)力集中增大,導(dǎo)致材料損傷,孔口邊緣出現(xiàn)開裂。球形凸模下行時孔口材料與其過渡區(qū)貼靠,呈圓弧形,凸模與孔周邊材料為相切接觸,接觸面積相較于錐形凸模更多,材料應(yīng)力分布也較為均勻。橢球形凸模過渡區(qū)弧度為拋物線狀,相對球形更平滑,在凸模下行等距離的情況下,材料外擴變形幅度及角度最小,變形硬化及應(yīng)力集中在3 種凸模中最小,材料應(yīng)力分布最為均勻。不同形狀的凸模在翻孔過程中的2個階段翻孔變形趨勢如圖10所示。
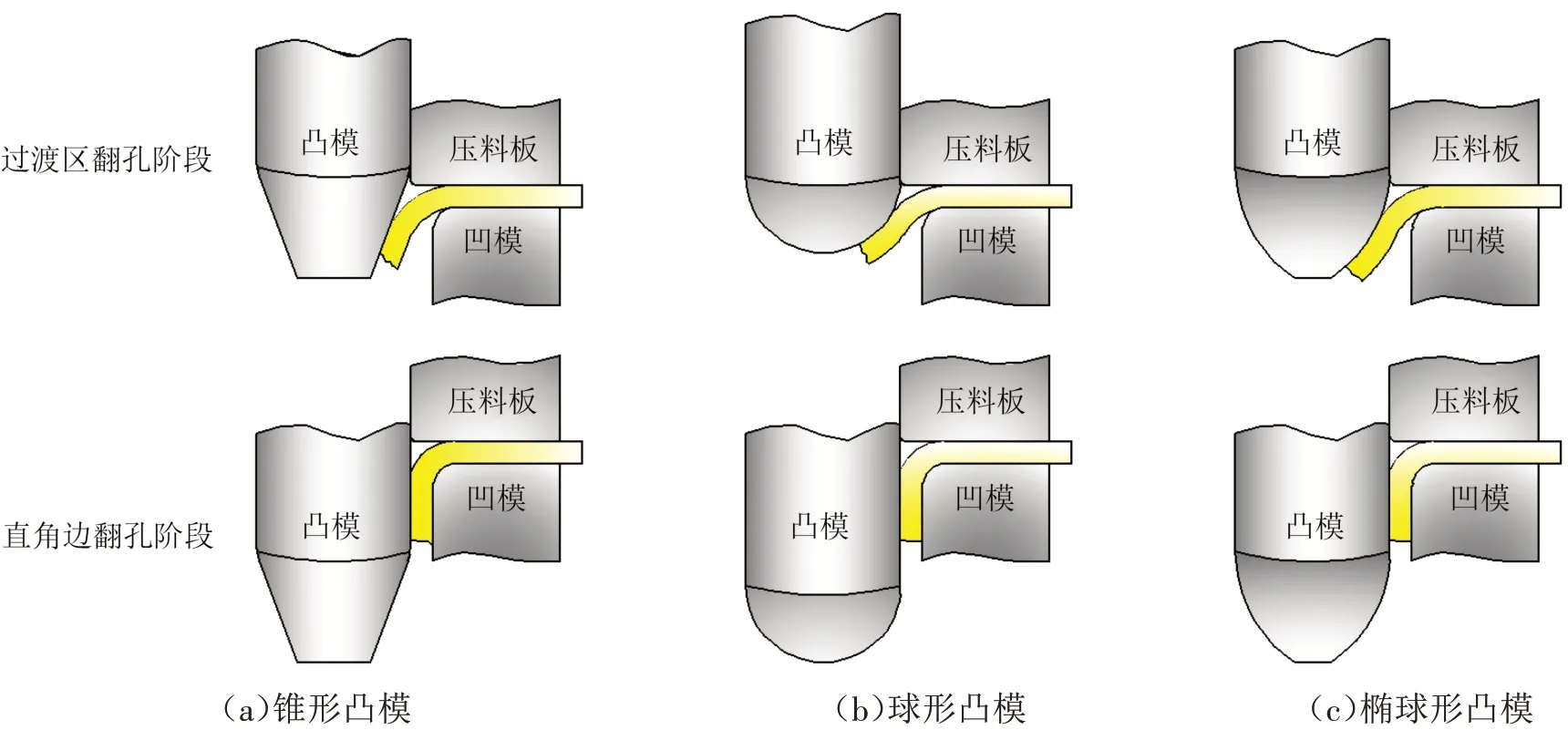
圖10 不同形狀凸模翻孔過程中的翻孔變形趨勢
根據(jù)以上分析可知,成形凸模形狀對翻孔孔口邊緣質(zhì)量有影響,橢球形凸模翻孔質(zhì)量最好,球形凸模次之,錐形凸模翻孔質(zhì)量最差。
4 工藝改進(jìn)措施
根據(jù)裂紋產(chǎn)生的影響因素分析,在材料性能符合標(biāo)準(zhǔn)要求的情況下,通過工藝對螺紋蓋板的翻孔成形質(zhì)量進(jìn)行優(yōu)化,可采取的措施包括改善預(yù)沖孔斷面質(zhì)量及優(yōu)化翻孔模結(jié)構(gòu)設(shè)計2個方面。
4.1 改善預(yù)沖孔斷面質(zhì)量
提升沖孔斷裂面質(zhì)量方法較多,常用方法主要有:①鉆孔或整修加工翻邊的圓孔,可消除毛刺、斷裂帶及硬化層;②將沖孔后帶毛刺的一側(cè)放在翻孔里層,可減少孔口裂紋的產(chǎn)生;③將孔口退火,消除孔口邊緣表面的冷作硬化現(xiàn)象,恢復(fù)材料的塑性,得到與鉆孔相近的翻孔效果;④采用小間隙沖裁及擠壓工藝,可減少斷裂區(qū)占比面積,提升預(yù)沖孔斷面質(zhì)量。
由于濾清器螺紋蓋板為批量生產(chǎn)的零件,優(yōu)化方法必須兼顧成本及生產(chǎn)效率,采用小間隙沖裁及擠壓工藝來提升沖孔斷面的質(zhì)量。
4.1.1 減少斷裂區(qū)及毛刺區(qū)占比面積
在沖裁過程中,刃口切入材料后,依次使材料產(chǎn)生圓角區(qū)及光亮區(qū)。由于存在凸、凹模刃口間隙,其刃口對材料產(chǎn)生的沖裁力方向相反但不重合。在凸、凹模間隙過大情況下,材料并不會由刃口剪切斷裂分離而是發(fā)生快速撕裂分離,撕裂過程中會形成斷裂紋及毛刺,如圖11所示。沖壓所產(chǎn)生不同程度的斷裂紋及毛刺不可避免,但若改善沖壓條件,則可以減少斷裂紋及毛刺產(chǎn)生。
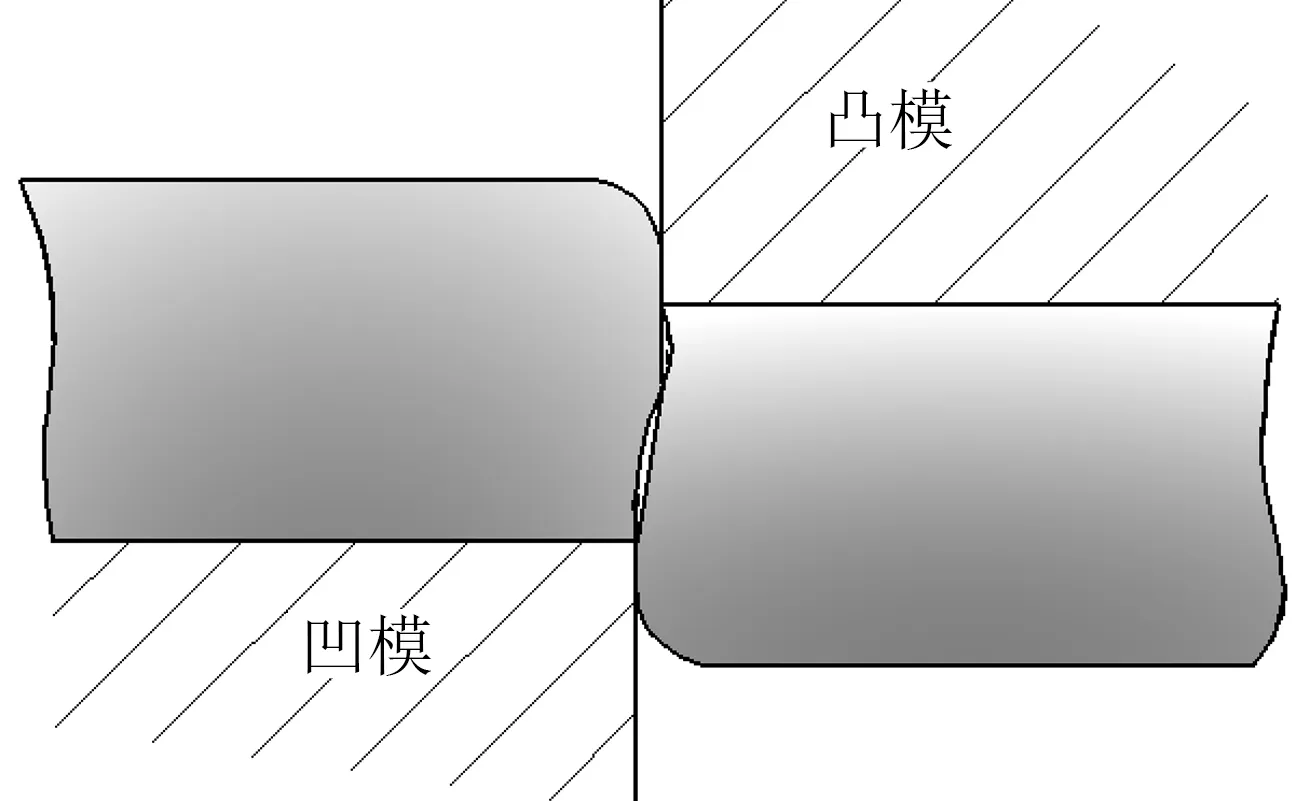
圖11 沖裁過程毛刺與間隙關(guān)系
為減少斷裂紋及毛刺產(chǎn)生,采用以下3種方案:①將凸、凹模間隙調(diào)整為0.03~0.032 mm(單邊間隙),使其與零件更匹配;②使用DC53 材料的凸、凹模,以保證刃口鋒利,延長刃口使用壽命;③在壓料板上增加壓緊橡膠的數(shù)量及長度,通過增加壓緊力避免材料在凸模切入時因壓力不足導(dǎo)致的材料起皺、沖壓失穩(wěn)現(xiàn)象。將采用上述優(yōu)化方案的模具進(jìn)行預(yù)沖孔,用顯微鏡觀察分析零件斷裂面狀態(tài),如圖12所示。
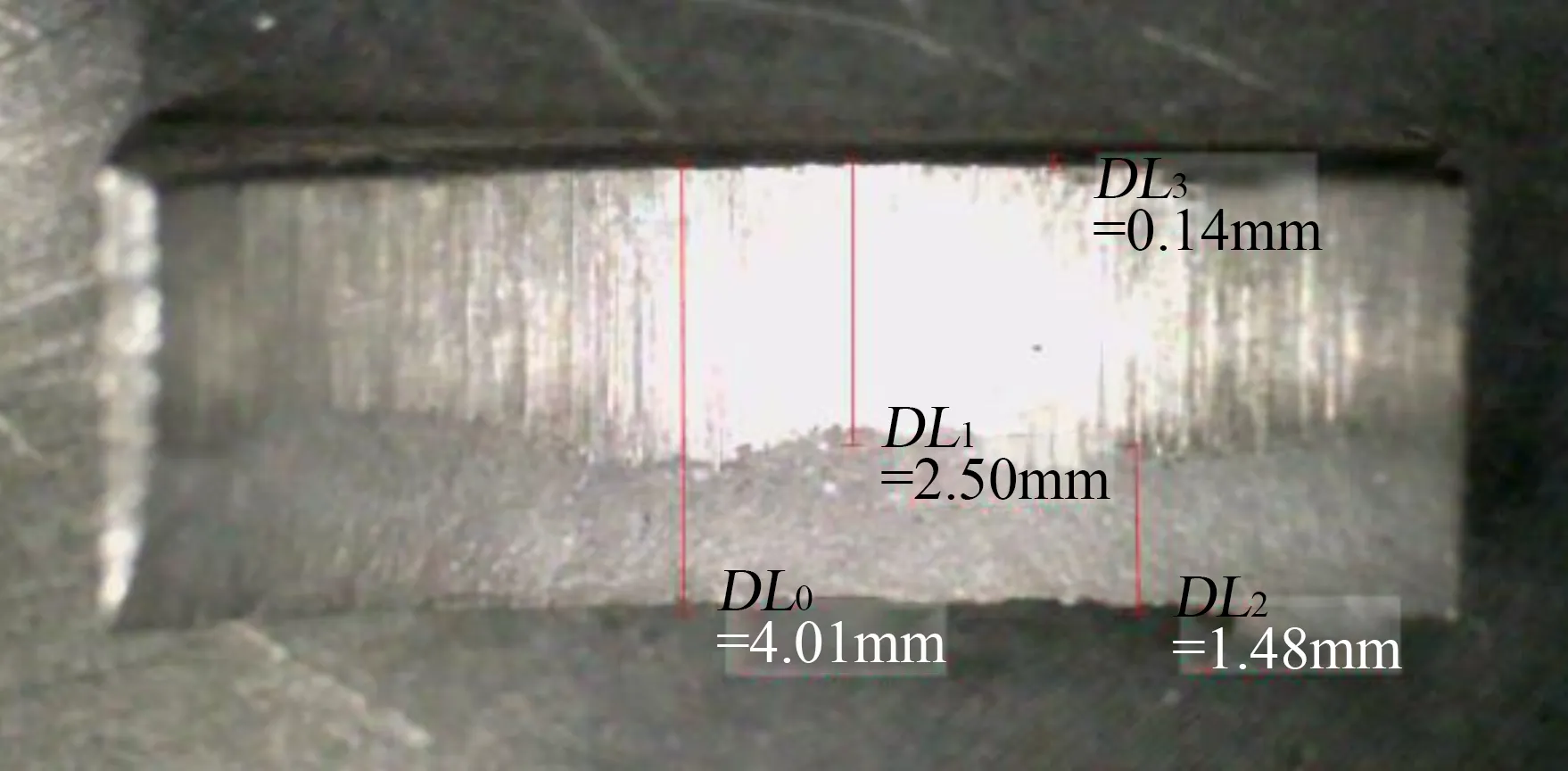
圖12 優(yōu)化后濾清器螺紋蓋板預(yù)沖孔斷面特征
由圖12可觀察到零件斷面各區(qū)域,斷裂區(qū)及毛刺區(qū)占比為36.9%,較之前46.9%減少了10%,同時,明顯的毛刺已基本清除,沖裁斷面質(zhì)量得到提升。
4.1.2 增加擠壓工藝
沖裁間隙的調(diào)整只能減少斷裂區(qū)及毛刺區(qū)的占比面積,為進(jìn)一步改善沖裁斷面質(zhì)量,對預(yù)沖孔的斷裂區(qū)及毛刺區(qū)進(jìn)行了處理:采用圓角壓除的沖壓工藝,即采用與預(yù)沖孔直徑匹配的圓角凸模進(jìn)行斷裂區(qū)及毛刺區(qū)的擠壓清除。凸模材料采用Cr12,并進(jìn)行表面處理,在降低凸模表面粗糙度的同時,也能避免脫落的毛刺粘附,延長凸模的使用壽命。這種方式能有效消除毛刺,減少斷裂帶。通過顯微鏡觀察圓倒角擠壓的沖孔斷裂面狀態(tài)如圖13所示,擠壓區(qū)占截斷面的34.7%,擠壓工藝已將斷裂區(qū)及毛刺區(qū)大幅減少,沖裁斷面質(zhì)量得到了進(jìn)一步提升。
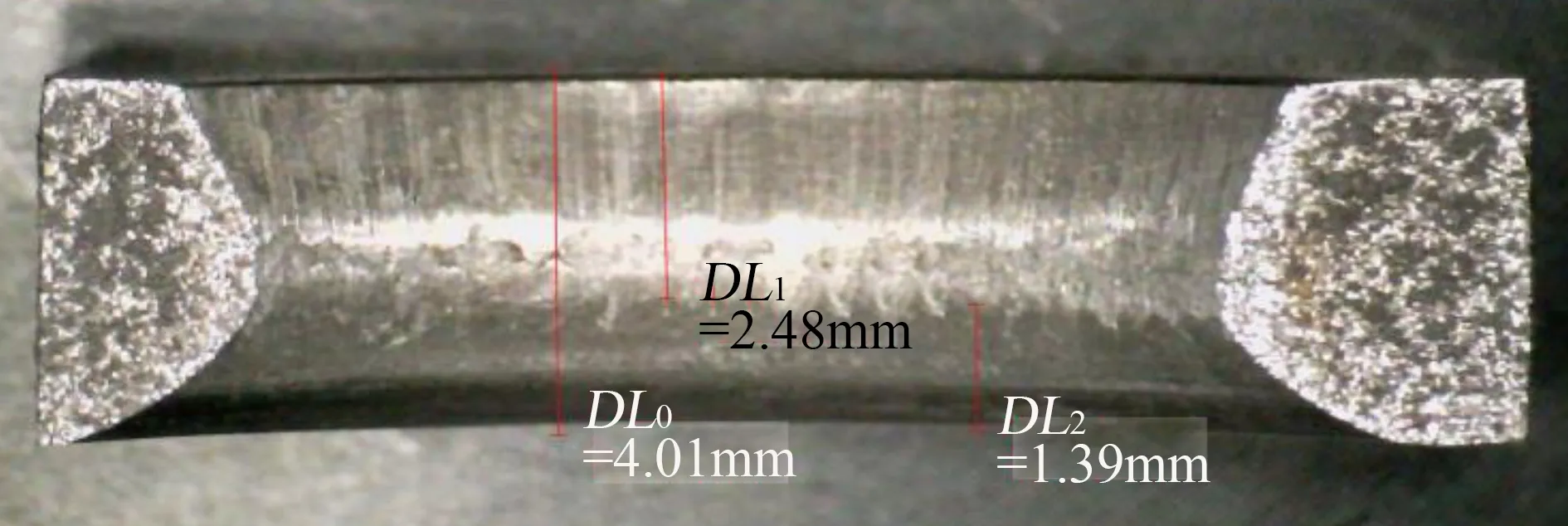
圖13 圓倒角擠壓的沖孔斷面
4.2 調(diào)整翻孔成形凸模結(jié)構(gòu)
成形凸模形狀對翻孔效果有影響,在提升沖裁斷面質(zhì)量的前提下,采用球形凸模及橢球形凸模分別進(jìn)行翻孔,通過對比翻孔質(zhì)量選擇合適的翻孔凸模。
球形凸模過渡區(qū)為球形圓弧,如圖14所示。橢球形凸模過渡區(qū)弧度為拋物線狀,如圖15所示。將預(yù)沖孔經(jīng)過改善的零件進(jìn)行2種不同形狀的凸模成形,觀察其翻孔狀態(tài),翻孔內(nèi)壁特征如圖16所示。

圖14 球形凸模

圖15 橢球形凸模
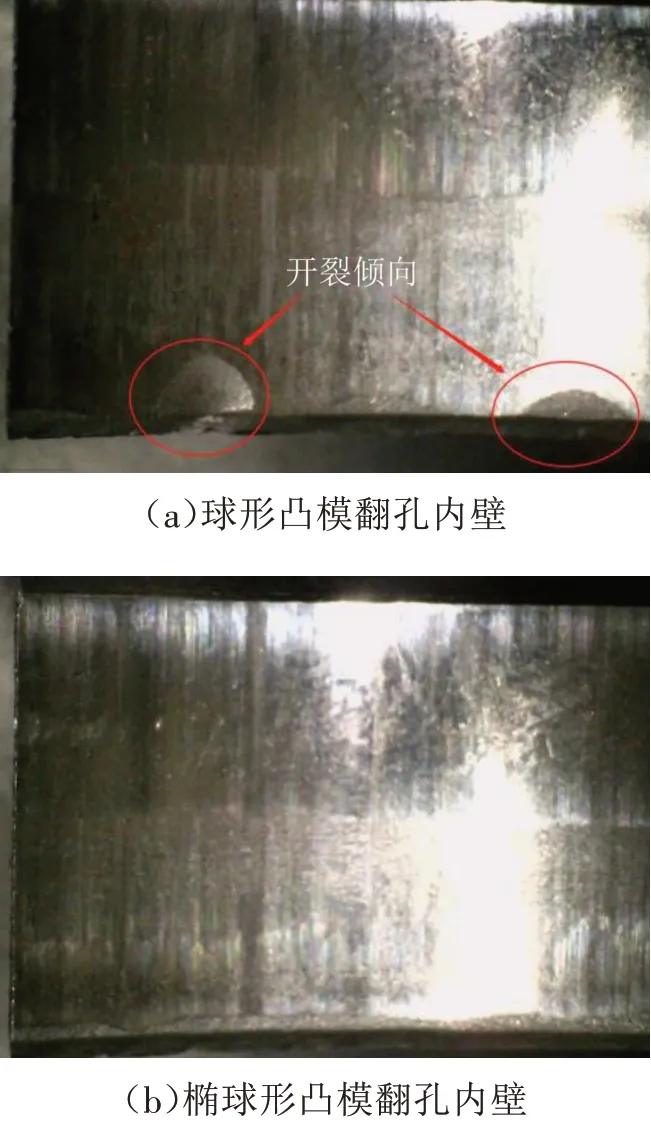
圖16 球形凸模及橢球形凸模翻孔內(nèi)壁特征
由圖16(a)可知,經(jīng)過改善的預(yù)沖孔零件采用球形凸模翻孔,孔口沒有出現(xiàn)開裂現(xiàn)象,但卻存在明顯的材料緊縮,有開裂傾向。圖16(b)所示為采用橢球形凸模翻孔,翻孔內(nèi)壁光亮,孔口均勻,沒有開裂傾向。這說明球形凸模翻邊過程材料更易產(chǎn)生硬化及應(yīng)力集中,而橢球形凸模為拋物線過渡圓弧,成形過程緩慢變形,材料硬化程度低,更有利于翻孔變形。
綜上所述,考慮到翻孔質(zhì)量的提升,選擇橢球形凸模翻孔效果更佳。
5 改進(jìn)效果
對螺紋蓋板模具按照上述的優(yōu)化措施進(jìn)行改進(jìn),并進(jìn)行了批量生產(chǎn),生產(chǎn)的零件如圖17所示,零件翻孔孔口無開裂現(xiàn)象,零件成形質(zhì)量提升明顯,這表明優(yōu)化方案有效,解決了零件孔口開裂的質(zhì)量問題,達(dá)到了預(yù)期效果。

圖17 改進(jìn)后成形的螺紋蓋板
6 結(jié)束語
研究了螺紋蓋板翻孔開裂的主要影響因素,結(jié)合產(chǎn)量需求、成本投入因素對其沖壓工藝進(jìn)行了優(yōu)化,避免了螺紋蓋板的翻孔開裂現(xiàn)象,采用的優(yōu)化方法:①調(diào)整合理的凸、凹模間隙,通過較小的沖壓間隙提升沖孔斷面質(zhì)量;②采用擠壓工藝,基本消除斷裂紋及毛刺,進(jìn)一步提升沖孔斷面質(zhì)量;③采用橢球形成形凸模可減少翻孔開裂質(zhì)量缺陷。
上述工藝改進(jìn)方法在兼顧成本及生產(chǎn)效率前提下,解決了濾清器螺紋蓋板翻孔開裂問題,為同類型結(jié)構(gòu)零件的工藝方案提供了設(shè)計依據(jù)。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
