起落架外筒內(nèi)壁過腐蝕修復研究
2023-10-31 08:25:36劉吉飛王瓊巨敏周元彪大連長豐實業(yè)總公司
航空維修與工程 2023年10期
■ 劉吉飛 王瓊 巨敏 周元彪/大連長豐實業(yè)總公司
0 引言
某型飛機起落架修理過程中,發(fā)現(xiàn)起落架外筒內(nèi)壁上端存在過腐蝕。經(jīng)調(diào)查分析,原因是起落架外筒在使用過程中內(nèi)部充裝了壓縮空氣,飛機起降過程及環(huán)境溫度的變化均會使壓縮空氣受熱冷凝而形成水汽,導致大量的水珠凝結(jié)于起落架外筒內(nèi)壁上端,形成局部微電池,長期在該環(huán)境條件下使用而引起內(nèi)壁局部腐蝕(見圖1),腐蝕點深度約0.2 ~0.45mm,嚴重影響了產(chǎn)品的氣密性。如果直接進行鍍鉻修復,在腐蝕點部位無法沉積鉻層,形成“黑砂眼”反而會加速零件使用過程中的腐蝕;如果采用磨削排除腐蝕點后再鍍鉻修復,鉻層厚度不僅超出了表面技術(shù)條件要求0.2mm,且鉻層硬度高、內(nèi)應力大,隨著鉻層厚度的增加,疲勞強度會下降,當鍍鉻層厚度達到200μm 時,疲勞強度約降低30%[1]。

圖1 起落架外筒內(nèi)壁腐蝕狀態(tài)
1 修復工藝分析
氨基磺酸鎳鍍鎳層具有內(nèi)應力低、延展性好、生產(chǎn)效率高、分散能力和覆蓋能力優(yōu)良等特點,因此氨基磺酸鎳鍍鎳可作為鍍鉻中間層,鍍鎳后再進行鍍鉻可提高零件的耐磨性[2]。因此針對上述故障,先采用氨基磺酸鎳鍍鎳填平腐蝕部位,然后通過鏜磨除掉多余的鍍鎳層,最后進行鍍鉻、鏜磨恢復到原設計尺寸。
1.1 鍍層質(zhì)量控制分析
氨基磺酸鎳鍍鎳溶液對于溫度的要求較為嚴格,若溫度太低(≤20℃),會引起電流效率低、沉積緩慢、鍍層易燒焦等現(xiàn)象;若溫度太高(≥60℃),鍍鎳的主鹽氨基磺酸鎳會發(fā)生分解,產(chǎn)生大量的不容物Ni(OH)2,影響鍍鎳層的質(zhì)量,甚至鎳層不沉積[3]。為避免溫度過高或過低引起的鍍層質(zhì)量問題,電鍍時采用水浴加熱的方式進行槽液加溫,并嚴格控制水浴槽的溫度為(50±5)℃。
Cl-影響陽極的活性及鍍層的內(nèi)應力,電解液中加入Cl-能有效防止陽極鈍化,增加溶液的電導率和電流密度的使用范圍,從而加快陰極上鎳層的沉積速率。但是Cl-對鍍層內(nèi)應力的影響也很大,Cl-影響沉積層的內(nèi)部結(jié)構(gòu),隨著Cl-含量的增加,鍍層的拉應力增大。嚴格控制Cl-的含量是獲得優(yōu)良鍍鎳鍍層的前提條件[4]。為防止由于Cl-含量引起的鍍層應力過大或陽極鈍化現(xiàn)象,溶液配置時應嚴格控制NiCl2的加入量(5 ~10g/L),并應定期化驗NiCl2的含量。
電鍍鎳的過程中,鎳陽極消耗量較大,產(chǎn)生的沉渣落在外筒表面會引起鍍鎳層粗糙、起皮等結(jié)合力問題。為避免陽極溶解沉渣帶來的鍍層質(zhì)量問題,電鍍時陽極用尼龍布套保護,并在槽液循環(huán)入口處安裝過濾網(wǎng),電鍍后應及時清理陽極套、過濾網(wǎng)。
起落架外筒吹砂,在裝夾過程中基體會發(fā)生鈍化。為獲得結(jié)合力良好的鍍層,裝夾完后將電鍍活化用的稀鹽酸通過槽液循環(huán)泵灌入起落架外筒內(nèi)部進行活化處理,再用純水循環(huán)清洗干凈后,先進行反向小電流(1 ~2A/dm2)活化20 ~60s,然后立即轉(zhuǎn)為正向電鍍。
鍍鎳后鎳層還要經(jīng)過除氫→磨削→消除應力等過程,鎳層會鈍化。鍍鉻前采用180 目金剛玉進行吹砂處理,鍍鉻時先通小電流(10 ~20A/dm2)進行陰極活化處理40 ~90s,再升至正常電流進行電鍍鉻。
1.2 難點分析
1.2.1 象形陽極設計
根據(jù)電鍍象形陽極設計原理,結(jié)合氨基磺酸鎳鍍鎳陽極消耗量大的特點,設計一套能可持續(xù)利用的象形陽極。先將鈦管(φ30mm)鉆孔后制作成鈦網(wǎng),在鈦網(wǎng)內(nèi)填滿鎳球(φ5mm ~φ10mm)制成象形陽極,用于保證電鍍鎳的分散能力和覆蓋能力。
起落架外筒腐蝕、損傷嚴重,需要較厚的鎳層來填補缺欠部位。如果以鎳棒制成陽極,會出現(xiàn)陽極溶解較快,難以實現(xiàn)加厚鍍鎳,同時還會出現(xiàn)陽極溶解不均勻,導致鍍層厚度不均勻的情況。因此設計填裝鎳球的鈦網(wǎng)作為陽極,在鍍鎳過程中可以根據(jù)陽極的消耗情況隨時補充鎳球。
1.2.2 槽液循環(huán)體系設計
采用密封內(nèi)腔、在內(nèi)腔內(nèi)部循環(huán)電鍍的技術(shù)進行氨基磺酸鎳鍍鎳,將電磁泵、膠管、起落架外筒內(nèi)腔設計成為一個槽液循環(huán)體系,用于實現(xiàn)槽液的循環(huán)。即上下各設計制作一個密封堵蓋,將起落架外筒內(nèi)腔密封,在上堵蓋上開孔接入橡膠管,用泵將槽液從起落架外筒下部小孔打入,由連接膠管的上堵蓋孔循環(huán)到槽中,從而代替陰極移動技術(shù),防止因氣泡在起落架外筒內(nèi)壁的滯留而引起鍍層針孔問題的發(fā)生。
2 起落架外筒修復及檢驗
起落架外筒修復工藝流程為:除油→吹砂→裝夾→活化→鍍鎳→除氫→磨削→消除應力→吹砂→裝夾→活化→鍍鉻→除氫→磨削→除油→消除應力→檢驗。
1)除油
采用丙酮、汽油等有機溶劑或超聲波除油方法去除起落架外筒內(nèi)表面的油污、金屬屑等,并在流動冷水中漂洗后用壓縮空氣將外筒吹干。
2)吹砂
采用180 目剛玉砂、壓力0.2 ~0.6MPa 進行吹砂,去除起落架外筒內(nèi)壁表面的銹蝕、氧化皮,吹砂后用壓縮空氣吹凈零件表面殘留的砂粒。
3)裝夾
設計制作內(nèi)孔循環(huán)電鍍裝置(見圖2),解決內(nèi)孔鍍鎳過程中氣泡附著于外筒內(nèi)表面引起鍍層針孔的問題,同時解決起落架外表面防護問題。用設計制作的密封夾具將起落架外筒內(nèi)腔密封,同時安裝固定陽極。陽極通過上下堵蓋的中心孔進行定位,避免電鍍鎳時陽極與起落架外筒接觸而出現(xiàn)短路燒蝕問題。
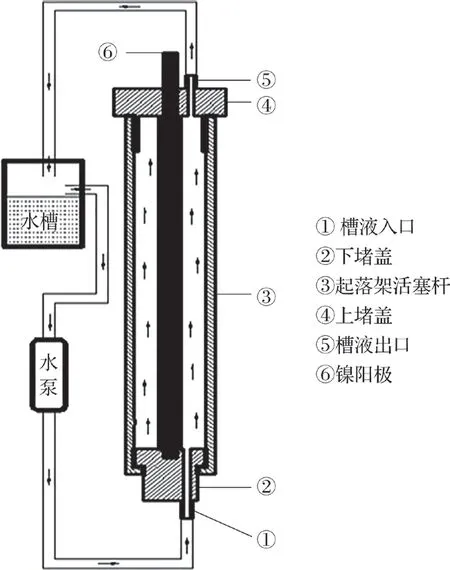
圖2 起落架內(nèi)孔循環(huán)電鍍裝置示意圖
4)活化
為保證鍍鎳層的結(jié)合力,使基體處于活化狀態(tài),鍍鎳前應進行活化處理,工藝參數(shù)見表1。活化后循環(huán)清洗去除殘留的酸液。
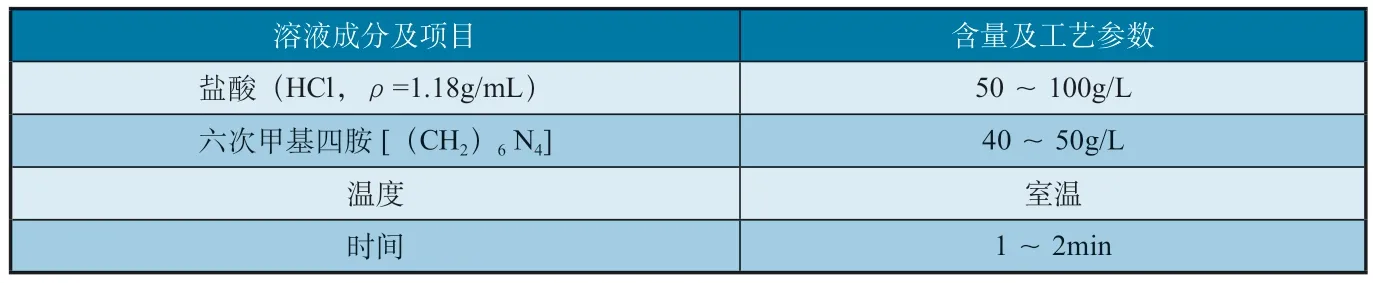
表1 活化處理工藝參數(shù)
5)鍍鎳
經(jīng)檢測,腐蝕點最大深度約為200μm,為保證腐蝕點被填平,鍍層厚度至少是腐蝕點深度的1.5 倍,約為300μm。將配制好的氨基磺酸鎳鍍鎳溶液通過循環(huán)泵注入起落架外筒內(nèi),槽液在內(nèi)部循環(huán)進行鍍鎳。經(jīng)試驗驗證,電流密度為8A/dm2,鎳層的沉積速率約為60μm/h,因此電鍍時間6h 即可達到所需的厚度。鍍后拆卸夾具并清洗吹干。氨基磺酸鎳鍍鎳工藝參數(shù)見表2。
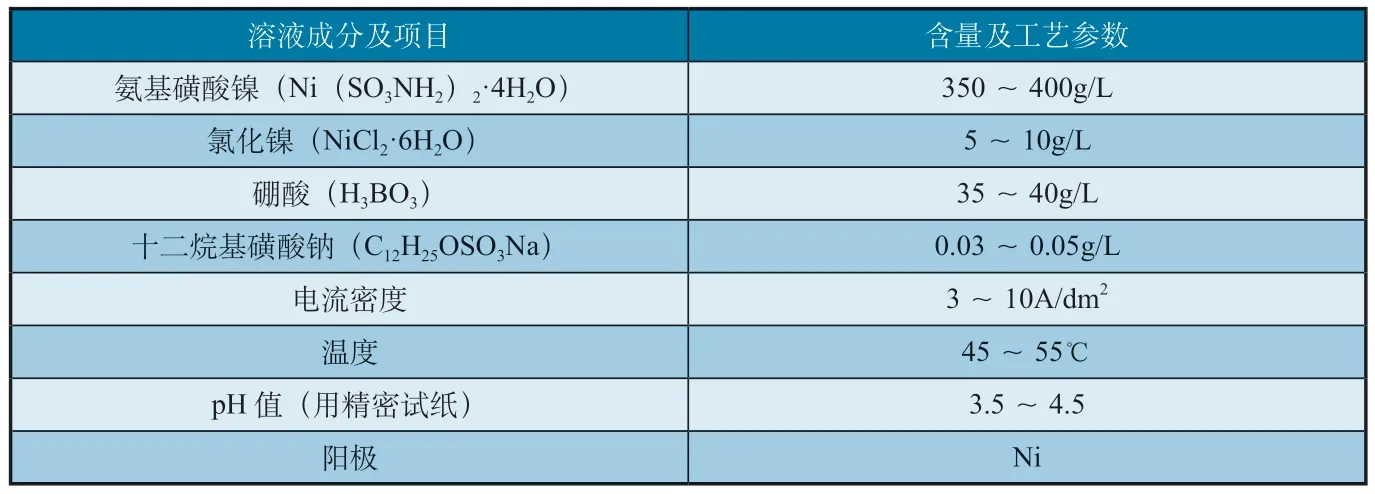
表2 氨基磺酸鎳鍍鎳工藝參數(shù)
6) 除氫
按照HB/Z 318《鍍覆前消除應力和鍍覆后除氫處理規(guī)范》要求,起落架外筒材料為30CrMnSiNiA,抗拉強度1050 ≤σb<1300,為避免出現(xiàn)氫脆,需要在電熱恒溫箱中加熱至190℃±10℃進行加溫除氫,時間t≥4h。
7)磨削
采用研磨的方式去除多余的鎳層,磨削過程中應仔細觀察有無鎳層脫落及其他結(jié)合力不良現(xiàn)象。磨削至基體后采用內(nèi)窺鏡檢查是否存在未填平的腐蝕點。若存在未填平的腐蝕點,則按工藝流程再次進行鍍鎳、磨削處理。
8)消除應力
按照HB/Z 318《鍍覆前消除應力和鍍覆后除氫處理規(guī)范》要求,起落架外筒材料為30CrMnSiNiA,抗拉強度1050 ≤σb<1300,為避免磨削應力對鍍鉻質(zhì)量的影響,需要在電熱恒溫箱中加熱至190℃±10℃進行加溫消除應力處理,時間t≥4h。
9)吹砂
鍍鎳磨削后,零件經(jīng)過除氫、磨削、消除應力等工序后,鎳層及基體均發(fā)生了氧化、鈍化,需要進行吹啥處理除去表面的鈍化層。選擇剛玉砂的顆粒度180 目,壓 力 為0.2 ~0.6MPa,吹砂后用壓縮空氣吹凈零件表面殘留的砂粒。
10)裝夾
將設計制作好的鍍鉻工裝及陽極進行裝夾。
11)活化
為防止裝夾過程中吹砂后的鎳層及基體發(fā)生鈍化,影響鍍層結(jié)合力,在鍍鉻前需要進行活化處理。但不再采用常規(guī)的反鍍陽極活化處理方式,而是利用鍍鉻電流效率低,在小電流條件下不沉積鉻層,只是發(fā)生還原反應析氫的特點,采用小電流(10 ~20A/dm2)陰極活處理1 ~2min,使鎳層及基體均被活化,保證鍍鉻層的結(jié)合強度。
12)鍍硬鉻
活化后立即將電流密度提升至正常電流進行鍍硬鉻處理。鍍硬鉻厚度為80 ~150μm,鉻層沉積速度25 ~30μm/h,鍍鉻時間為5h,鍍后清洗吹干零件。鍍硬鉻工藝參數(shù)如表3 所示。
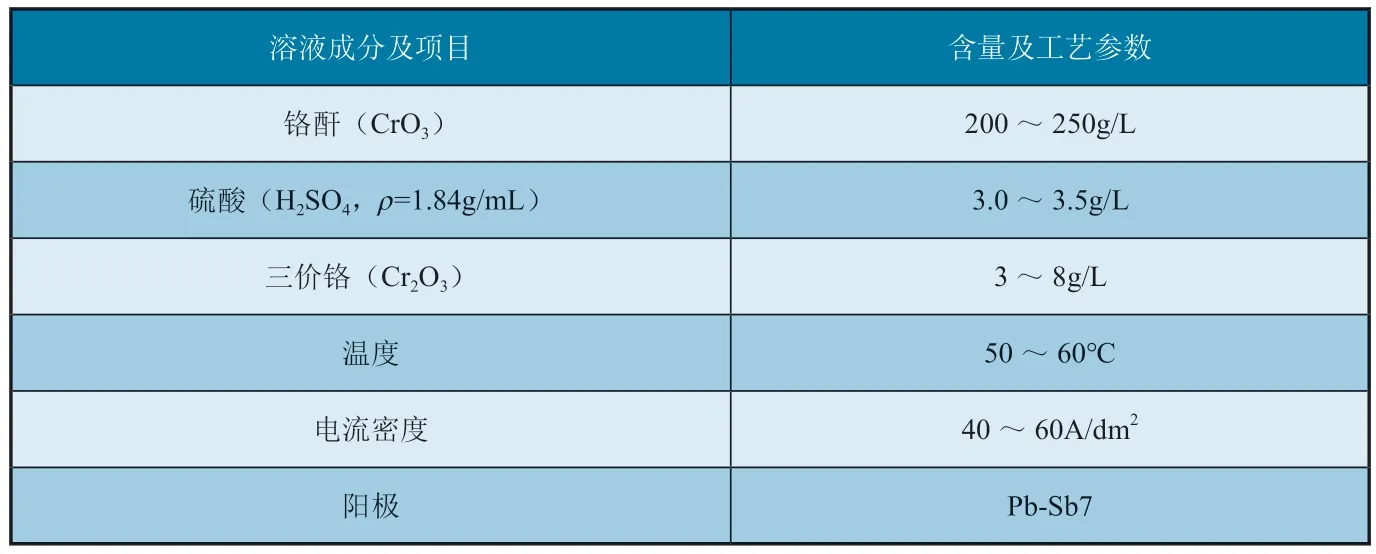
表3 鍍硬鉻工藝參數(shù)
13) 除氫
按照HB/Z 318《鍍覆前消除應力和鍍覆后除氫處理規(guī)范》要求,起落架外筒材料為30CrMnSiNiA,抗拉強度1050 ≤σb<1300,為避免出現(xiàn)氫脆,需要在電熱恒溫箱中加熱至190℃±10℃進行加溫除氫,時間t≥4h。
14)磨削
采用研磨的方式磨削鉻層至成品尺寸,磨削過程中應仔細觀察有無鉻層脫落及其他結(jié)合力不良現(xiàn)象。
15) 消除應力
按照HB/Z318《鍍覆前消除應力和鍍覆后除氫處理規(guī)范》要求,起落架外筒材料為30CrMnSiNiA,抗拉強度1050 ≤σb<1300,為避免磨削應力對產(chǎn)品性能的影響,在電熱恒溫箱中加熱至190℃±10℃進行加溫消除應力處理,時間t≥4h。
16)檢驗
磨削過程中應無鍍層掉塊、脫皮等結(jié)合力不良問題;采用精度等級為0.01mm 的內(nèi)徑千分尺測量起落架外筒尺寸,應符合圖樣要求。
3 總結(jié)
按上述工藝及修理程序修復后的起落架外筒在鎳層、鉻層磨削過程中均無鍍層脫落、掉塊等結(jié)合力不良問題,修復后的起落架外筒尺寸、氣密性經(jīng)試驗驗證均滿足要求。證明該工藝方法可用于修復起落架外筒內(nèi)表面的腐蝕點。