一種三維織物新型提綜機構綜述
2023-11-05 06:38:30斯黎明湯維卓
科技創新與應用 2023年30期
斯黎明,湯維卓
(武漢定達慧科技有限公司,武漢 430000)
在紡織領域中,提綜機構用于控制經紗的上升和下降運動,形成梭口,緯紗通過梭口,根據特定的運動周期完成織物的編織,其直接關系到織物織造效率,織物質量的好壞,通常有凸輪開口機構、提花開口機構和多臂開口機構3 類,具有結構簡單、適用領域廣等特點。
目前,國內現有的紡織設備仍然大量采用上述3 大類傳統開口機構,可以滿足經紗層數少,質量一般的織物的自動化編織,但由于采用單綜眼綜框織造,只能滿足單個運動行程形成單個開口,編織的效率要低許多,當需要織造三維織物時,經紗層數要更多,對開口質量的需求更高,容易造成開口質量差,對織物的結構、質量及效率造成影響,容易引起紗線毛羽的現象出現。
本文提出了一種新型三維織物織機提綜機構用于三維織物紡織領域,采用多綜眼綜絲,同時配合多級行程運動,可以有效提高紡織生產效率和質量,對紡織領域有著重要的影響和意義。
1 傳統機構
1.1 凸輪和連桿開口機構
凸輪開口機構是織機中常見的傳統開口機構之一,使用范圍廣,有梭織機、劍桿織機等。凸輪和連桿開口機構可以將平行運動準確地轉換為垂直運動,具有運動精度高、體積小、價格便宜的特點[1]。其主要由1 個凸輪、1 個連桿和1 個滑塊構成,連桿和滑塊的動力由凸輪上的凹槽提供,并在水平方向和垂直方向上進行運動。可以用于織造平紋、斜紋這樣工序簡單的織物,通常用于不超過8頁的綜框。
1.1.1 一般凸輪開口機構
一般凸輪開口機構通常用在織造平紋織物的織機上,這種機構的原理是通過凸輪的運動來降下綜框,通過吊綜轆轤的運動將綜框拉升回來。其特點是結構簡單,缺點是吊綜皮帶會伸長,影響梭口位置,會導致綜框抖動嚴重,經紗摩擦數量增加,運轉速度越快,越容易出現問題[2]。
1.1.2 彈簧回綜式凸輪開口機構
彈簧回綜式凸輪開口機構通過凸輪的運動來降下綜框,通過彈簧的彈力將綜框向上拉升,拉回初始位置。該機構的缺點在于綜框運動時不穩定,優點在于織機運行效率更高,通常用于織造輕薄或者中等厚度的織物。另外一個缺點是在織機運行一段時間后,彈簧可能會因長期使用而產生疲勞效益,彈力變小,進而造成開口不清,最終影響織物的質量。一種彈簧回綜式凸輪開口機構如圖1 所示。

圖1 彈簧回綜式凸輪開口機構
1.1.3 共軛凸輪開口機構
共軛凸輪開口機構的主要工作原理是通過雙凸輪向綜框施力,以使綜框下降或者回到初始位置。這種機構下的綜框運行相較其他方式會更加精準和穩定。
1.1.4 溝槽凸輪開口機構
溝槽凸輪開口機構的主要工作原理是通過溝槽凸輪向綜框施力,以使綜框下降或者回到初始位置。這種機構運行時,溝槽將會控制綜框的下降和拉升回位,并且整個運行過程中溝槽都會約束綜框在垂直方向上的位置,該種機構不需要使用吊綜裝置。
1.1.5 連桿開口機構
連桿開口機構的主要工作原理是通過連桿控制綜框的下降和上升。連桿的作用是改變力的方向,通過低副連接使綜框在垂直方向上進行運動。
1.2 多臂機開口機構
多臂開口機構主要由回綜裝置和提綜裝置組成,最高可以使用32 頁的綜框。其工作原理為拉刀由織機主軸上的連桿或凸輪傳動,做水平方向的往復運動。拉鉤通過提綜桿、吊綜帶同綜框相連。由紋板、重尾桿控制的豎針按照紋板圖所規定的順序上下運動,以決定拉鉤是否為拉刀所拉動,從而決定與該拉鉤連接的綜框是否被提起,對于多臂機開口機構,綜框運行到最高位置時無靜止時期,而運行到最低位置時有靜止時期,原因是拉刀與拉鉤有間隙。平綜時綜框運動速度快,有利于開清梭梭口,滿開時速度慢有利開梭子飛行,綜框開始運動時,加速度變化大,會引起沖擊和振動,原因是拉刀在鉤取拉鉤時,已經具有一定速度[3],一種多臂開口機構如圖2 所示。
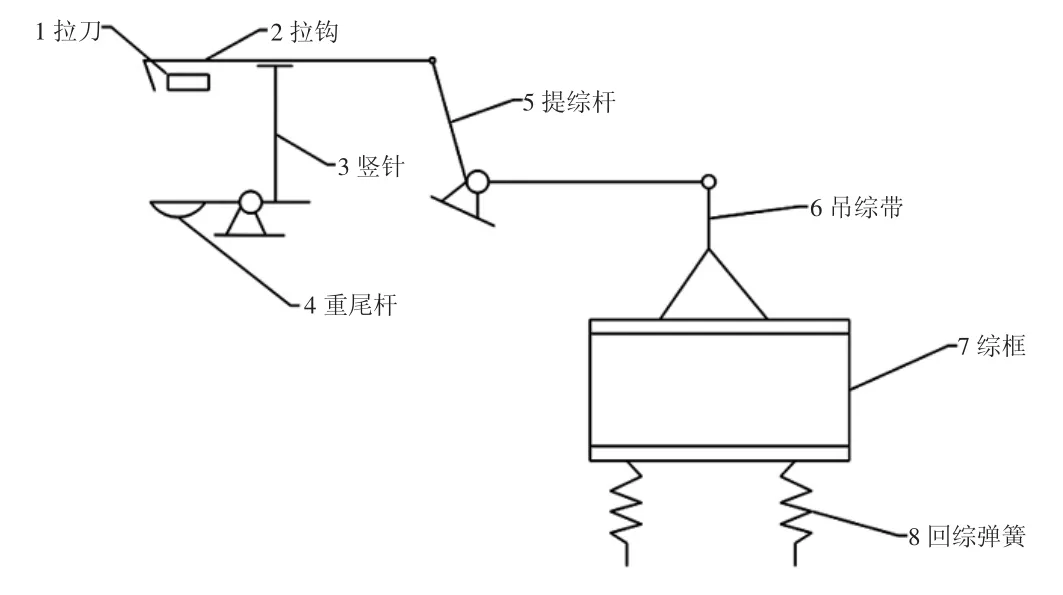
圖2 多臂開口機構
常見種類可以分為單動式和復動式2 種。
單動式多臂開口機構一般比較適合花紋較小和組織結構較復雜的織物,可以使用32 頁以內的綜框,其工作原理是1 個拉鉤連接1 個綜框,拉刀與拉鉤配合,當拉刀運動時,帶動拉鉤運動,實現綜框的提升和下降,傳動比為1∶1,即可以實現主軸旋轉一圈,拉刀往復運動1 次,綜框上下移動,形成1 個開口。
復動式多臂開口機構一般適合花紋比較大,組織結構復雜的織物,最高可以使用64 頁的綜框,其工作原理是2 個拉鉤上下連接1 個綜框,拉刀與拉鉤配合,當拉刀運動時,帶動拉鉤運動,實現綜框的提升和下降,傳動比為2∶1,主軸旋轉一圈,上下拉刀往復運動1 次,綜框上下移動,形成2 個開口[4]。
缺點:當織機速度提高時,拉刀與拉鉤無法完美配合,做非強迫運動,會導致綜框的運動不按照規定的順序升降,會出現幅性的跳花織疵。同時,綜框由于移動后靜止時間短,不適合較大面積的織物紡織。
1.3 提花開口機構
提花開口機構比較適合花紋大而且復雜的織物紡織,和其他開口機構不同,其每一根綜絲都是一個獨立的運動單元,經紗同樣將作為獨立的運動單元,經紗可以與緯紗形成更多組合,而且綜絲的靈活性更高,同樣不適合較大面積的織物紡織[5]。
工作原理:提花開口機構并沒有采用綜框的設計,經線都是由一根單獨的綜絲控制,這意味著每一根紗線都可以自由獨立運動,與緯線組成的交織規律更多、更靈活,一般每根經紗根據紋板上的孔位來決定,無孔下降,有孔提升,一種提花開口機構如圖3 所示。

圖3 多臂開口機構
常見種類按提刀往復一次所形成的梭口數,提花開口機構分為單動式、復動式和電子式3 種。
單動式提花開口機構是根據豎鉤的位置來控制經紗的提升和下降,從而形成梭口。當豎鉤的鉤端在提刀的水平位置時,其就會被提刀帶動上升,同時帶動經紗上升,形成梭口的上層。當豎鉤的鉤端不在提刀的水平位置時,其就不會被提刀帶動,而是隨著底板的下降而下降,同時帶動經紗下降,形成梭口的下層。
復動式提花開口機構是一種在織機主軸轉2 圈的同時,完成1 次開口循環,所以叫復動式。其工作原理都是根據紋板上的孔位來控制經紗的提升和下降。但是復動式提花開口機構要求每次提升經紗的最高點都要保持在同一水平線上,這樣才能和電磁閥協調工作。
電子式提花開口機構是一種用電磁鐵來控制經紗提升和下降的機構。電子式提花開口機構的優點是運動部件很少,可以適應高速織造,而且每根經紗都可以單獨控制。
1.4 總結
綜上所述,3 類提綜機構的優缺點如下。第一,凸輪和連桿開口機構利用凸輪和連桿來控制綜框上下運動,運動規律和順序都由凸輪的形狀決定。只適合織造循環較小、組織簡單的織物,一般只能有10 個綜框。第二,多臂開口機構利用拉刀和拉鉤來控制綜框上下運動,運動順序由閱讀機構來控制。適合織造循環較大、織物組織復雜的織物,一般可以有16 個或32 個綜框。第三,提花開口機構是一種利用綜絲來控制經紗上下運動的機構,其運動順序由花紋機構來控制,可以實現每根經紗單獨控制。適合織造循環大、組織復雜的大花紋織物。
2 新型三維織物提綜機構
2.1 新型三維織物提綜機構的研究意義
提綜機構直接影響著織物的質量和效率,在三維織物領域,傳統織物提綜機構缺點更加明顯,傳統的提綜機構結構由于采用單綜眼綜框的形式只能實現單層或雙層的經紗開口,三維織物的經紗層數多于普通織物,需要更清晰的開口和更少的摩擦。傳統提綜機構的運行效率過低,且無法滿足不同工況和不同需求下的運動,損傷紗線,導致織物質量的降低。因此為改善這些問題,設計了一種新型提綜機構,采用多綜眼綜框增加經紗開口數量,同時采用雙級氣缸和電機輪盤滿足不同工況和不同需求下的運動,提高編織效率和織物的質量。
2.2 新型三維織物提綜機構的結構及其工作原理
該新型三維織物織機提綜機構主要由傳動調節裝置、多綜眼綜框和動力裝置構成,如圖4 所示。該機構所使用的多綜眼綜框由多綜眼綜絲、綜框架和綜框吊環構成。其中,綜框架又由綜框固定板、綜框橫梁和綜框側板構成。綜框橫梁的作用是確定綜框在水平方向上的位置,而綜框側板的作用是確定綜框在鉛錘方向上的位置。該機構所使用的多綜眼綜框的每一根綜絲上都有2個或者更多的綜眼,也就是多綜眼綜絲。該機構所使用的每一個多綜眼綜框包含有若干根多綜眼綜絲,這些綜絲在空間上的關系是均位于同一個平面上且任意2 根綜絲都互相平行,并且每根綜絲上的綜眼都在同一水平高度上,該機構所使用多綜眼綜框與傳統綜框相比的優勢在于綜框體積更小,整個提綜機構的重量更輕,同時為了配合多綜眼綜絲,采用雙級行程氣缸和多級行程電機輪盤動力裝置,雙級行程氣缸由2 個氣缸反向連接固定在導軌上,多級行程電機輪盤由伺服電機控制,該機構可以實現行程切換,增加開口數量,并由此提高了織機的織造效率和織物質量[6]。
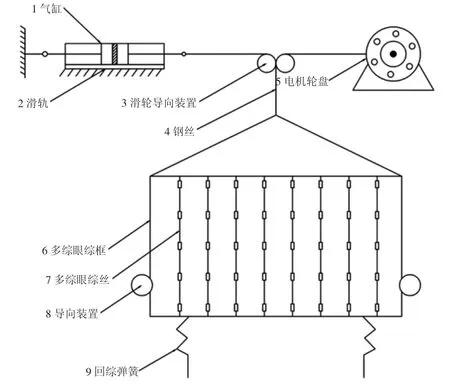
圖4 新型三維織物織機提綜機構
該機構實際運行時,動力裝置無法直接向多綜眼綜框提供向上或者向下的動力,只能通過傳動調節裝置將動力傳遞至多綜眼綜框。該種設計可以讓該機構各個元件聯動性更佳,并極大增強各個元件的配合性,使得織機運行更加迅速流暢。傳動調節裝置還可以讓多綜眼綜框在上下運動過程中受力大小更加穩定。
添加綜框導向裝置確保若干個多綜眼綜框組合使用時相互間隔一定距離,互不干擾,該機構所使用的綜框導向裝置由固定座、導向隔環和導向軸與軸承套件組成。而固定座則由用于導向的連接座、固定塊和連接桿組成,導向連接桿的作用是增強整體構件的穩定性。若干個軸承和隔環間隔開來套在導向軸上,分別放置2 塊固定塊于導向軸兩端以固定導向軸的位置。導向連接座上的導向軸可以根據實際工作情況改變具體放置的位置,導向隔環的作用是調整相鄰每2 個多綜眼綜框之間的距離,使其既不會相互碰撞也不會相距太遠,導向軸承的作用是在機構運行時改變綜框的導向,以此減少運行過程中綜框間的摩擦。
每一個綜框在提綜結束后都需要回退到運行之前的位置以準備下一個提綜周期,可以通過彈簧裝置給綜框的在提綜時的上下運動提供初始位置的力,使得綜框在一個提綜周期結束后更加容易回到初始位置,以此增強機構整體的自動化程度[7]。
3 實驗結果
3.1 提綜機構實物
如圖5 所示,該新型三維織物織機提綜機構主要的特點就是將傳統單綜眼綜框改進為多綜眼綜框,提升了織造過程中提綜流程的效率并以此提升整個織造過程的效率。并且可以通過選擇不同的動力裝置進行多級行程運動,比較適合三維織物的織造,提高了織造效率的同時,減少了紗線在織造三維織物過程中的相互摩擦。

圖5 提綜機構實物
3.2 織物小樣品
如圖6 所示,該新型三維織物織機提綜機構編織出來的織物樣品采用碳纖維長絲進行織造。表面分布均勻且光滑,未出現經紗堆積及經紗毛羽過多的現象。

圖6 織物小樣品
4 結束語
該三維織物提綜機構,特點在于采用多綜眼綜框織造,增加了紗線的開口數量,動力裝置選擇雙級行程運動的氣缸加多級行程運動的電機輪盤動力裝置,一次形成的開口數量比以往更多,織造效率得到極大提升,減少了紗線在運動周期當中的摩擦次數,能夠更好地控制紡織產品質量,該三維織物提綜機構可以實現全過程的自動化,與傳統紡織裝備相比節省更多人力,提高紡織的效率,精確度更高,紡織成品的質量更好。