泥水盾構(gòu)刀具狀態(tài)傳感器磨損特性研究
2023-11-08 06:21:00李學(xué)榮李夢(mèng)雨喬國(guó)華史清華周振建
建筑機(jī)械化 2023年10期
關(guān)鍵詞:不銹鋼
李學(xué)榮,李夢(mèng)雨,喬國(guó)華,史清華,周振建
(1.廣東珠三角城際軌道交通有限公司,廣東 廣州 510300;2.盾構(gòu)及掘進(jìn)技術(shù)國(guó)家重點(diǎn)實(shí)驗(yàn)室,河南 鄭州 450001)
隨著我國(guó)城市化建設(shè)速度日益加快,城市軌道交通和鐵路建設(shè)需求日益增長(zhǎng)。在復(fù)雜地質(zhì)條件下,超大埋深的超長(zhǎng)隧道的建設(shè)也日益增多。盾構(gòu)已經(jīng)成為道路交通建設(shè)和資源開發(fā)不可缺少的重要裝備。盾構(gòu)破巖的主要工具滾刀磨損快,造價(jià)昂貴,利用傳感器對(duì)其進(jìn)行實(shí)時(shí)準(zhǔn)確監(jiān)測(cè)是非常必要的[1]。
刀具狀態(tài)檢測(cè)傳感器的工作環(huán)境惡劣,需要在充滿泥水、高壓富水、渣土淤泥的工作環(huán)境中長(zhǎng)時(shí)間工作,一旦其磨損嚴(yán)重影響到內(nèi)部電子元件導(dǎo)致其監(jiān)測(cè)精度和準(zhǔn)確度,就需要對(duì)其及時(shí)更換,否則就可能造成刀轂和軸承的損壞,影響施工效率給工程帶來(lái)更大損失[2]。因此,提高刀具狀態(tài)檢測(cè)傳感器外殼的耐磨性和可靠性刻不容緩。
納米晶具有尺寸細(xì)小、界面密度高、晶界結(jié)構(gòu)與普通大角度晶界相似等特點(diǎn),可以顯著改善材料的硬度、屈服強(qiáng)度等性能[3-6]。激光粉末床熔融(Laser powder bed fusion,LPBF)通過(guò)激光選擇性地熔化預(yù)先鋪制的粉末逐層掃描的方式成形高質(zhì)量的零件[7]。LPBF 316L 不銹鋼具有良好的耐腐蝕性、耐高溫和抗蠕變性能,在航空航天、機(jī)器人、工程機(jī)械等領(lǐng)域得到廣泛的應(yīng)用[8]。
目前,在金屬材料上制備出納米結(jié)構(gòu)表層主要有三種基本方法,分別是表面涂層或沉積方法、表面自身納米化方法和混合表面納米化方法[9]。表面機(jī)械處理方法是表面自身納米化方法的一種,由表面機(jī)械處理方法實(shí)現(xiàn)的表面自身納米化更具有開發(fā)應(yīng)用的潛力和研究?jī)r(jià)值[10],噴丸方法是其中工程應(yīng)用最廣泛的方法之一。噴丸工藝參數(shù)有許多種,選用不同的工藝參數(shù)會(huì)造成成形零件微觀結(jié)構(gòu)的差異,進(jìn)一步影響成形零件的表面質(zhì)量和機(jī)械性能[11]。本研究研究了噴丸空氣壓力對(duì)LPBF 316L 不銹鋼塑性變形層磨損性能的影響。
1 試樣的制備與研究方案
1.1 試樣的材料、制備及處理
本研究實(shí)驗(yàn)用于打印高能噴丸試驗(yàn)樣品的粉體材料是316L 不銹鋼材料。316L 不銹鋼粉末是由氣體霧化形成的球形狀顆粒,粒度直徑在20~65μm 之間,平均直徑大約50μm。激光粉末床熔融設(shè)備為英國(guó)Renishaw 公司的AM 250 LPBF 系統(tǒng)。選取加工參數(shù)如表1 所示,采用“之”字形掃描策略,每打印一層316L 不銹鋼之后,旋轉(zhuǎn)67°繼續(xù)保持掃描路線,最終成形尺寸為70mm×19mm×4mm 的平板試樣。為了消除機(jī)械加工對(duì)試樣的影響,需對(duì)LPBF 316L 不銹鋼試樣去應(yīng)力退火處理,其去應(yīng)力的退火溫度為1280℃,保溫時(shí)間為1h,空冷。LPBF 316L 不銹鋼試樣退火處理后的晶粒形態(tài)和尺寸范圍保持不變。

表1 LPBF成形噴丸樣品的加工工藝參數(shù)
噴丸設(shè)備為MP6000PT 型氣動(dòng)式噴丸機(jī),噴丸參數(shù)如下:噴槍至試樣表面的距離為300mm、噴槍角度為90°、噴槍移動(dòng)速率為14mm/min、彈丸流量為10kg/min、彈丸尺寸為?0.6mm(ASH230 鑄鋼丸)。由前期噴丸試驗(yàn)可知,當(dāng)噴丸時(shí)間不超過(guò)45min 時(shí),可以保證噴丸處理后LPBF316L 不銹鋼試樣表面不會(huì)出現(xiàn)較大裂紋的同時(shí)達(dá)到較好的強(qiáng)化效果。不同噴丸空氣壓力參數(shù)如表2。

表2 噴丸空氣壓力對(duì)比試驗(yàn)方案
1.2 微觀組織與性能表征的實(shí)驗(yàn)方案設(shè)計(jì)
表面粗糙度的微觀幾何特征是由處理表面上具有較小間距的峰和谷所組成,它是表征材料表面幾何特征的主要參數(shù)之一和反映材料表面微觀幾個(gè)形狀誤差的一個(gè)重要指標(biāo)。表面粗糙度的大小直接影響著零部件的耐磨性、疲勞強(qiáng)度、抗腐蝕性等。因此,合理選擇零部件的表面粗糙度,對(duì)其使用性能和壽命均有著重要作用。
采用Keyence-VK-X100 共聚焦顯微鏡觀察LPBF 316L 不銹鋼試樣噴丸前后的表面形貌并測(cè)定其表面粗糙度。測(cè)定前,先用丙酮進(jìn)行超聲波清洗以去除表面污染。對(duì)LPBF 316L 不銹鋼試樣噴丸前后的中心區(qū)域任取十處測(cè)其表面粗糙度,并取其平均值。
采用靜態(tài)壓痕方法測(cè)量LPBF 316L 不銹鋼試樣噴丸后的顯微硬度,實(shí)驗(yàn)設(shè)備為200HV-5型小負(fù)荷維氏硬度計(jì),載荷為10g,加載時(shí)間為5s。測(cè)量顯微硬度的方法如下:①線切割切取LPBF 316L 不銹鋼噴丸試樣的兩個(gè)橫截面樣品;②為了保證靠近樣品噴丸表面的邊部平整,防止機(jī)械研磨和拋光過(guò)程中邊部凹陷,將兩個(gè)橫截面樣品的噴丸表面進(jìn)行對(duì)粘;③按照金相制樣標(biāo)準(zhǔn)流程,對(duì)橫截面樣品進(jìn)行研磨和拋光。
顯微硬度在測(cè)定時(shí),由樣品表層向內(nèi)部進(jìn)行逐步測(cè)量,直至LPBF 316L 不銹鋼試樣的基體為止。同時(shí),在厚度相對(duì)較小的變形層內(nèi)取點(diǎn)時(shí)使壓痕連線方向與噴丸表面近似呈15°夾角。
本實(shí)驗(yàn)采用CFI-I 型多功能材料表面性能測(cè)試儀,使用往復(fù)運(yùn)動(dòng)模塊組件,研究LPBF 316L不銹鋼試樣的往復(fù)摩擦特性。
試樣尺寸為9mm×5mm×1mm,鑲嵌入樹脂制作成25mm×17mm×5mm的摩擦磨損試樣,設(shè)定的實(shí)驗(yàn)載荷為10N,往復(fù)長(zhǎng)度5mm。待摩擦磨損實(shí)驗(yàn)結(jié)束后,取出試樣超聲波清洗5min,將試樣置于Keyence-VK-X100 共聚焦顯微鏡下進(jìn)行三維形貌觀測(cè),并通過(guò)Origin 軟件繪制摩擦系數(shù)-時(shí)間變化,為減小實(shí)驗(yàn)誤差,每次都對(duì)磨痕5 個(gè)不同的部位進(jìn)行觀測(cè),并測(cè)量它的深度和寬度,最后求取均值。
2 噴丸空氣壓力對(duì)塑性變形層的影響
2.1 噴丸空氣壓力對(duì)塑性變形層的表面粗糙度影響
表面粗糙度是反映材料表面微觀幾何形狀誤差的一個(gè)重要指標(biāo),是金屬材料噴丸后最重要的表面特征,其直接影響金屬材料的后續(xù)應(yīng)用。表面粗糙度的微觀幾何特征是在加工表面上具有較小間距的峰和谷所組成。本文中采用輪廓算術(shù)平均偏差Ra,作為評(píng)定表面粗糙度的主要參數(shù)。
圖1 為未經(jīng)表面噴丸處理LPBF 316L 不銹鋼試樣的表面形貌。由圖中可以看出LPBF 316L不銹鋼試樣噴丸前,LPBF 316L 不銹鋼試樣表面凹凸不平,紅色的尖峰部分較多且主要分布方向與試樣的邊界平行,這與LPBF 316L 不銹鋼試樣的成形方式有關(guān),因?yàn)長(zhǎng)PBF 成形方式是“之”字形的路徑進(jìn)行激光掃描,所以,掃描策略會(huì)影響其尖峰的分布情況。LPBF 316L 不銹鋼試樣噴丸前尖峰較多,與此對(duì)應(yīng),表面粗糙度較大。

圖1 未噴丸處理的LPBF 316L不銹鋼試樣表面形貌
當(dāng)噴丸時(shí)間為30min 時(shí),不同噴丸空氣壓力對(duì)LPBF 316L 不銹鋼試樣表面形貌和表面粗糙度的影響如圖2、圖3 所示。相比于未噴丸時(shí),LPBF 316L 不銹鋼試樣表面的尖峰由于被大量的彈丸高速撞擊而減少,LPBF 316L 不銹鋼試樣表面表現(xiàn)出較少的凹凸不平現(xiàn)象,與此對(duì)應(yīng),噴丸后LPBF 316L 不銹鋼試樣表面粗糙度均有不同程度的減少。
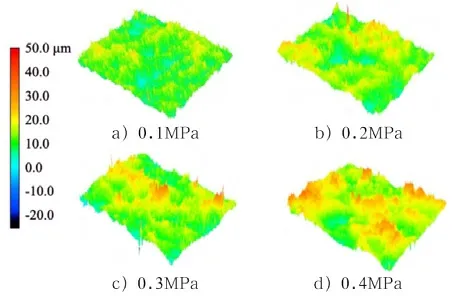
圖2 不同噴丸空氣壓力下LPBF 316L不銹鋼試樣表面形貌
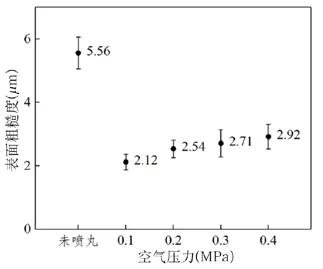
圖3 不同的噴丸空氣壓力下LPBF 316L不銹鋼的表面粗糙度
2.2 噴丸空氣壓力對(duì)塑性變形層的顯微硬度影響
在不同的噴丸空氣壓力下,LPBF 316L 不銹鋼試樣表層顯微硬度化如圖4,可以看出,未噴丸的LPBF 316L 不銹鋼試樣在距離噴丸表面不同深度下的顯微硬度保持在同一水平(260~300HV),這也是噴丸后的LPBF 316L 不銹鋼試樣的基體的顯微硬度。

圖4 不同空氣壓力下LPBF 316L不銹鋼的硬度
噴丸處理引起LPBF 316L 不銹鋼試樣的顯微硬度呈梯度變化。隨著距離噴丸表面的深度的減小而增大的主要原因可歸結(jié)于材料的加工硬化效應(yīng)和晶粒細(xì)化效應(yīng)。由圖4 可以看出,經(jīng)過(guò)表面噴丸處理后的LPBF 316L 不銹鋼試樣的表面顯微硬度顯著高于未經(jīng)噴丸處理的試樣,具有明顯的梯度分布,這與噴丸后形成梯度的表面微觀結(jié)構(gòu)相一致。同時(shí),在不同的空氣壓力下,LPBF 316L 不銹鋼試樣表面顯微硬度隨距噴丸表面深度的變化趨勢(shì)基本一致,都是由噴丸表面至基體逐漸減小直至接近基體顯微硬度,這與距離噴丸表面不同深度的應(yīng)變和應(yīng)變速率有關(guān),越靠近基體部分的應(yīng)變和應(yīng)變速率越小,對(duì)顯微硬度的影響越低。同時(shí)在不同的空氣壓力下,LPBF 316L不銹鋼試樣的表面都具有最高的顯微硬度,在464.6 HV 左右。這是由于接近噴丸表面的變形層內(nèi),LPBF 316L 不銹鋼試樣的硬度受晶粒細(xì)化主導(dǎo),根據(jù)Hall-Petch 公式,材料的顯微硬度隨晶粒尺寸的減小而增大。隨著距離噴丸表面距離的增加,晶粒細(xì)化的作用逐漸減弱,加工硬化作用成為影響試樣硬度的主要因素。因?yàn)榫Я<?xì)化與加工硬化對(duì)硬度的影響程度不同,所以LPBF 316L 不銹鋼試樣的變形層硬度變化存在差異。
2.3 噴丸空氣壓力對(duì)塑性變形層的摩擦磨損影響
2.3.1 噴丸參數(shù)對(duì)LPBF 316L鋼表層摩擦系數(shù)的影響
在不同噴丸空氣壓力條件下,LPBF 316L不銹鋼的摩擦系數(shù)如圖5 所示。由圖可以看出,LPBF 316L 不銹鋼試樣未噴丸時(shí),摩擦系數(shù)保持在0.5 左右,噴丸后的LPBF 316L 不銹鋼試樣基體與其保持一致。噴丸后LPBF 316L 不銹鋼表面的摩擦系數(shù)均小于未噴丸LPBF 316L 不銹鋼表面的摩擦系數(shù),說(shuō)明噴丸可以降低LPBF 316L不銹鋼表面的摩擦系數(shù),增加LPBF 316L 不銹鋼表面的耐磨性。隨著噴丸的空氣壓力的增大,LPBF 316L 不銹鋼表層的摩擦系數(shù)越小,表明隨著噴丸的空氣壓力的增大,LPBF 316L 不銹鋼耐磨性越好。隨著實(shí)驗(yàn)時(shí)間的增加,LPBF 316L 不銹鋼的摩擦系數(shù)逐漸增大,直至與基體的摩擦系數(shù)穩(wěn)定在同一水平。

圖5 不同噴丸空氣壓力下LPBF 316L不銹鋼的摩擦系數(shù)
噴丸時(shí)間為30min 時(shí),在不同的噴丸空氣壓力下,摩擦?xí)r間為2min 時(shí),LPBF 316L 不銹鋼橫截面的磨痕深度如圖6 所示。可以看出,未噴丸的LPBF 316L 不銹鋼的磨痕深度最低,對(duì)應(yīng)最大的磨損量,這是由于未噴丸的LPBF 316L 不銹鋼試樣具有較低的摩擦系數(shù),耐磨性較差。噴丸后的LPBF 316L 不銹鋼試樣的磨痕深度均比未噴丸的試樣高,并且隨著空氣壓力的增大,磨痕的深度越來(lái)越淺,這與噴丸條件即噴丸的空氣壓力導(dǎo)致LPBF 316L 不銹鋼試樣的內(nèi)部微觀組織結(jié)構(gòu)發(fā)生的細(xì)化程度有關(guān)。

圖6 不同噴丸空氣壓力下LPBF 316L不銹鋼的磨痕深度
對(duì)于空氣壓力組,當(dāng)噴丸時(shí)間為30min,噴丸空氣壓力逐漸從0.1MPa 增加到0.4MPa 時(shí),LPBF 316L 不銹鋼試樣磨痕深度逐漸減小,從69.1μm 減小到40.3μm。這是由于在相同的摩擦磨損條件下,不同噴丸空氣壓力對(duì)LPBF 316L不銹鋼產(chǎn)生不同的微觀組織細(xì)化,進(jìn)而導(dǎo)致摩擦系數(shù)的改變。隨著噴丸空氣壓力的不斷增大,距離LPBF 316L 不銹鋼試樣相同深度的摩擦系數(shù)越小,即耐磨性更好,故而在相同摩擦磨損實(shí)驗(yàn)時(shí)間時(shí),空氣壓力為0.4MPa 時(shí)LPBF316L 不銹鋼的磨痕深度最淺,如圖7 所示。

圖7 不同噴丸空氣壓力下LPBF 316L不銹鋼橫截面的磨痕深度
綜合上述分析可知,噴丸加工參數(shù)中,空氣壓力增大會(huì)使LPBF 316L 不銹鋼在干摩擦實(shí)驗(yàn)中呈現(xiàn)出較小的摩擦系數(shù),從微觀組織角度分析,這是由于空氣壓力增大或者噴丸時(shí)間延長(zhǎng)的高強(qiáng)度噴丸導(dǎo)致晶粒細(xì)化程度越大。
當(dāng)噴丸時(shí)間為30min 時(shí),在磨痕底部觀察LPBF 316L 不銹鋼試樣的微觀組織晶粒,如圖8所示。對(duì)比不同空氣壓力下的LPBF 316L 不銹鋼的組織晶粒大小,當(dāng)空氣壓力從0.1MPa 增加到0.4 MPa 時(shí),LPBF 316L 不銹鋼同一深度處的晶粒尺寸明顯降低,在相同的微觀組織視野中,可以看到密度更大的晶界,晶界可以阻礙晶粒內(nèi)部位錯(cuò)的滑移,導(dǎo)致空氣壓力為0.1MPa 時(shí),LPBF 316L 不銹鋼的硬度在第一組中最小,摩擦系數(shù)最高。當(dāng)空氣壓力為0.4MPa 時(shí),LPBF 316L 不銹鋼的硬度在第一組中最大,具有最低的摩擦系數(shù)。

圖8 不同空氣壓力下LPBF 316L不銹鋼晶粒大小
2.3.2 噴丸參數(shù)對(duì)LPBF 316L鋼表層磨損影響
為了探究噴丸LPBF 316L 不銹鋼的摩擦磨損機(jī)理,對(duì)摩擦磨損實(shí)驗(yàn)時(shí)間為2min 時(shí),不同噴丸參數(shù)下的試樣劃痕形貌進(jìn)行研究。
未噴丸的試樣LPBF 316L 不銹鋼的磨痕形貌如圖9 所示。由圖中可以看出明顯的粘著坑和犁溝,且犁溝較寬,有明顯的表面破壞。這是由于未噴丸的LPBF 316L 不銹鋼在與Si3N4 陶瓷球的對(duì)磨中,磨損的晶粒是未細(xì)化的原始基體晶粒,尺寸較大,在加載力的作用下,LPBF 316L不銹鋼表面受到法向載荷同時(shí)又有切向運(yùn)動(dòng),表面發(fā)生塑性變形,形成面積較大的粘著坑。此時(shí),磨損機(jī)理主要是粘著磨損和磨粒磨損。

圖9 未噴丸的試樣LPBF 316L不銹鋼的磨痕形貌圖
不同空氣壓力下的磨痕形貌圖如圖10 所示。可以看出噴丸后LPBF 316L 不銹鋼的磨損現(xiàn)象均有明顯的犁溝,但是,隨著空氣壓力的增大,犁溝逐漸變得又窄又淺。在干摩擦條件下,LPBF 316L 不銹鋼發(fā)生磨粒磨損。隨著空氣壓力的增大,犁溝的寬度越來(lái)越細(xì),這是由于噴丸可以細(xì)化晶粒,隨著空氣壓力的增大,噴丸后LPBF 316L 不銹鋼的細(xì)化程度增大。晶粒細(xì)化提高了LPBF 316L 不銹鋼的硬度,由于LPBF 316L 不銹鋼的硬度越高,抵抗變形的能力越強(qiáng),摩擦副之間嚙合與粘著程度越差,摩擦系數(shù)越低,因此磨損深度越小,磨損到距離噴丸表面深度較小的位置,隨著空氣壓力的增大,相同摩擦磨損條件下,對(duì)應(yīng)的晶粒的尺寸逐漸減小,所以,產(chǎn)生的犁溝越來(lái)越窄。同時(shí),在空氣壓力最大為0.4 MPa 時(shí),可以明顯看到粘著坑減少,這說(shuō)明在摩擦磨損的擠壓和相對(duì)運(yùn)動(dòng)過(guò)程中,發(fā)生的材料轉(zhuǎn)移越來(lái)越少,在距離噴丸表面深度較小處的LPBF 316L 不銹鋼發(fā)生加工硬化,摩擦系數(shù)減小,耐磨性增大。
與未噴丸的LPBF 316L 不銹鋼試樣相比,在噴丸空氣壓力不斷增大過(guò)程中,噴丸后的LPBF 316L 不銹鋼的磨損形式為磨粒磨損與粘著磨損。當(dāng)空氣壓力大于0.3MPa 時(shí),磨損機(jī)理轉(zhuǎn)變?yōu)橐阅チDp為主伴隨少量粘著磨損。
3 結(jié)論
在不同噴丸空氣壓力下,LPBF 316L 不銹鋼試樣的表面粗糙度較噴丸前均大幅減少約47.4%,且表面粗糙度隨著空氣壓力的增大而增大,隨著噴丸時(shí)間增大的變化趨勢(shì)不明顯。
經(jīng)過(guò)表面噴丸處理后的LPBF 316L 不銹鋼試樣的表面顯微硬度接近450HV,比原始未噴丸試樣提高70.9%,噴丸的空氣壓力與試樣表面的顯微硬度成正比,試樣表面顯微硬度隨噴丸表面深度的增加而減小,期間的硬度值均大于基體。
經(jīng)過(guò)表面噴丸處理后的LPBF 316L 不銹鋼試樣的摩擦系數(shù)可以達(dá)到0.35,比原始未噴丸試樣降低30%。對(duì)于空氣壓力組,當(dāng)噴丸時(shí)間為30min,噴丸空氣壓力逐漸從0.1MPa 增加到0.4MPa 時(shí),LPBF 316L 不銹鋼試樣磨痕深度逐漸減小,從69.1μm 減小到40.3μm。噴丸LPBF 316L 不銹鋼在干摩擦條件下的磨損機(jī)理是磨粒磨損和粘著磨損,當(dāng)噴丸的空氣壓力大于0.3MPa時(shí),磨損機(jī)理轉(zhuǎn)變?yōu)橐阅チDp為主伴隨少量粘著磨損。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國(guó)特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
