盾構滾刀刀圈在中硬巖地層中的針對性措施分析
2023-11-08 06:21:00孫盼盼
建筑機械化 2023年10期
劉 君,孫盼盼
(中交第一航務工程局有限公司,天津 300457)
盾構滾刀在中硬巖地層中掘進時,由于巖石強度較高、掌子面對滾刀的沖擊較大且頻繁,在該類地層中,刀圈的斷裂、崩刃和快速磨損在滾刀常見損壞形式中所占比例是最高的,滾刀更換頻次的增加會嚴重影響施工效率,從而增加施工成本。對此,采取必要措施增強刀圈的耐磨和抗沖擊能力,從一定程度上減少滾刀的更換數量和頻次就顯得尤為重要。
本文主要從刀圈輪廓尺寸的選擇和刀圈刃形的優化兩方面措施進行分析,可有效提高在中硬巖地層中刀圈的耐磨性能和抗沖擊性能,增強刀圈的可持續切削能力,從而達到延長刀圈使用壽命的目的。
1 滾刀常見損壞形式
滾刀在中硬巖地層中施工時,其損壞形式多種多樣,常見的損壞形式主要有以下幾種:刀圈正常磨損、刀圈崩刃或斷裂、滾刀密封失效和軸承損壞等。如圖1~圖4 所示。滾刀不同的損壞形式,其對應造成的原因也是不同的,大部分的損壞形式都是發生在刀圈上或由刀圈的磨損和斷裂導致的。對于盾構施工來說,滾刀損壞后如不能及時發現,會很快在刀盤上形成多米諾骨牌效應,造成相鄰區域刀具的連續性損壞,嚴重的話可能會造成刀盤的磨損。

圖1 刀圈磨損嚴重

圖2 刀圈斷裂

圖3 密封失效

圖4 軸承損壞
2 刀圈針對性措施分析
在盾構施工過程中,如何在提高刀圈耐磨性的同時,增強其抗沖擊能力,一直是一個矛盾的且必須解決的問題。從目前可采取的措施來看,改進刀圈材料和熱處理工藝已有院校或項目施工方做了大量的研究,本文以17 英寸滾刀為例,著重從刀圈尺寸和刃形選擇等方面進行分析。
2.1 采用更大的刀圈尺寸
為了減少上述損壞情況的發生,增加刀圈的掘進壽命,在保證滾刀在刀箱內順利安裝的前提下采用18 寸滾刀刀圈,其優點主要有以下兩點。
1)刀圈磨損儲量更大 對于17 英寸滾刀來說,刀圈的極限磨損量為25mm,但一般情況下,考慮到施工的連續性和換刀成本控制等不同層面的要求,當檢查其磨損量至20mm 時就必須要更換。但當刀圈尺寸增大為18 寸后,其理論磨損量可增大為32.7mm,并且在貫入度相同的情況下,刀圈接觸掌子面的弧長更長,同時刀圈的磨損儲量可提高1.85 倍,極大地提高了刀圈的耐磨性能,如圖5、圖6 所示。
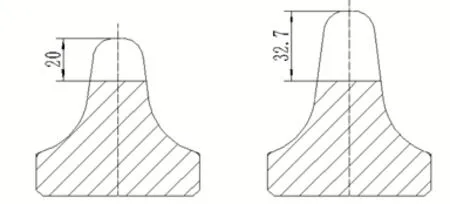
圖5 刀圈徑向磨損量對比
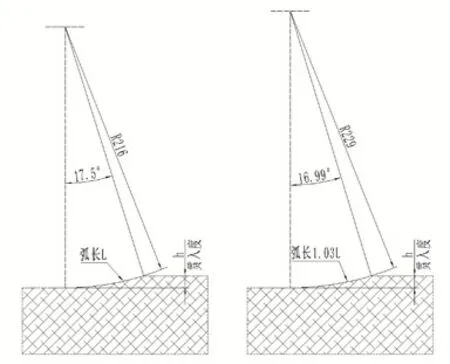
圖6 刀圈接觸掌子面弧長對比
2)刀圈的抗沖擊能力更強 由于滾刀在中硬巖地層中可能會受到頻繁的沖擊,刀圈斷裂的風險會更高,采用18 寸刀圈后,其截面積是17 英寸刀圈的1.14 倍,抗沖擊能力會更強,能有效減少或避免刀圈斷裂、崩刃等異常情況的發生。
2.2 選擇合適的刀圈刃形
由接觸力學理論可知,接觸面的幾何形狀對接觸行為存在決定性影響,因此刃形設計是提高滾刀性能的重要手段之一[1]。滾刀破巖的理想狀態是相鄰刀圈貫入掌子面后形成的裂紋是連通的,掌子面上的巖渣是形成體積破碎后而被剝落,這樣不僅可以提高掘進效率,還可以避免或減少滾刀的異常損壞。從滾刀破巖機理(圖7)可以看出,當刀盤結構形式確定之后,就確定了滾刀的刀間距S,當滾刀輪廓尺寸確定之后,就確定了圓錐滾子軸承的尺寸,進而決定了滾刀的承載力Ft,所以在滾刀輪廓尺寸確定后,要想達到體積破碎的目的,選擇合適的刀圈刃形是設計的關鍵所在。
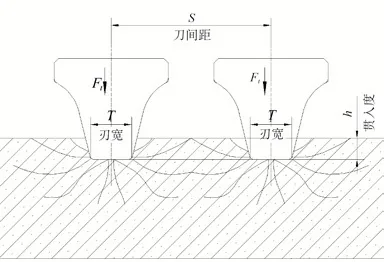
圖7 滾刀破巖機理
等截面形式的刀圈隨刀具的磨損能基本保持其恒定的截面尺寸,所以現在一般都采用這種截面形式的刀圈破碎巖石[2]。對于這種刀圈來說,刃口寬度T和夾角α決定了刀圈的持續貫入能力,刃口圓角r可有效避免刀圈刃口兩側在破巖過程中由于應力過大而出現微裂紋。
刀圈刃形如圖8 所示。

圖8 刀圈刃形
刀圈在施工過程中的理想應用狀態是在磨損量0~20mm 的范圍內,要一直保有持續貫入的能力,即持續性切削,同時要保證滾刀破碎掌子面巖石所需的壓力小于滾刀的額定承載。為此,我們在確定刀圈刃形的選擇是否完全適應于隧道洞身所經地層時,只要計算出在貫入度一定的情況下,刀圈磨損量達到20mm,刃口寬度達到T(20)時,滾刀能夠繼續破碎巖石所需的合力,以該合力和17 英寸滾刀額定承載力250kN 對比,若計算所得刀圈磨損后破巖所需的合力<250kN,則說明設計的刀圈刃形適應于地層掘進,能夠達到持續性切削的目的。若計算所得刀圈磨損后破巖所需的合力>250kN,則說明設計的刀圈刃形不適應于地層掘進,需要進一步優化,優化措施主要在于減小刀圈刃口寬度尺寸T和刃口夾角α。
關于刀圈磨損后能繼續破巖所需的合力,我們可通過張厚美[3]簡化后的CSM 切削力模型進行驗證。
式中Ft——滾刀所受合力(kN);
R——滾刀半徑(mm);
T——滾刀刀尖寬度(mm);
ψ——刀尖壓力分布系數,隨刀尖寬度增加而減小,ψ=-0.2~0.2;
h——貫入度(mm);
σt——巖石單軸抗拉強度;
σc——巖石單軸抗壓強度;
S——刀間距;
C——無量綱系數。
3 結論
滾刀刀圈作為直接破碎巖石的零部件,其使用壽命直接決定了盾構機的掘進效率和施工成本。文中提出的針對性措施可有效提高在中硬巖地層中刀圈的耐磨性能和抗沖擊性能,增強刀圈的可持續切削能力。但刀圈可采取的措施除了文中提到的幾點外,還有優化刀圈的熱處理工藝和選用不同的金屬材料等,后續將著重于在刀盤不同區域內滾刀刀圈損壞規律的研究,從實際應用方面對滾刀刀圈可采取的措施進行分析,以期從綜合方面提高刀圈的性能。
