不同工藝參數(shù)對(duì)PDC復(fù)合片與45鋼基體釬焊性能的影響
2023-11-20 01:25:34王德川
西部探礦工程 2023年11期
關(guān)鍵詞:工藝
王德川,劉 歡
(中煤科工西安研究院〈集團(tuán)〉有限公司,陜西 西安 710054)
近年來,煤礦已普遍采用金剛石PDC鉆頭,其性能較佳,具有強(qiáng)度高、速度快、壽命長等優(yōu)點(diǎn)。金剛石PDC 復(fù)合片是鉆頭最主要的組成部分,也是鉆頭切削主要受力部分,其與鉆頭鋼體連接主要是通過火焰釬焊或高頻感應(yīng)釬焊。PDC復(fù)合片與鋼體釬焊過程中兩種材料的釬焊面往往出現(xiàn)氣孔、夾渣和未焊透的缺陷,從而影響釬焊連接效果,造成其連接強(qiáng)度低,影響使用效果[1]。產(chǎn)生這些缺陷的原因很多,本文主要從釬料、釬劑、釬焊方法等因素分析PDC復(fù)合片與普通45鋼的釬焊工藝。
1 釬料、釬劑影響因素因素
PDC 主要由金剛石微粉與金屬粉末組成,通過(粘結(jié)劑)聚合而成,未經(jīng)處理的金剛石極難被釬料潤濕,PDC的釬焊主要依靠潤濕其中的金屬粉或硬質(zhì)合金基體實(shí)現(xiàn)。由于PDC 允許的加熱溫度受限制(一般不允許超過760℃~800℃),釬焊材料必須選用銀基釬料,而常規(guī)銀基釬料的耐熱溫度較低、對(duì)金剛石和碳化物的潤濕性差,PDC 工具在使用過程中的脫焊成為主要失效形式之一[2]。通過提升釬料高溫強(qiáng)度或疲勞性能,并在合理的釬焊工藝情況下,是可以防止脫焊的。因此可以看出,提高PDC 釬焊穩(wěn)定性的關(guān)鍵是獲得高性能的銀釬料。
1.1 釬料的研制
根據(jù)PDC的釬焊的主要特點(diǎn)所用釬料應(yīng)該滿足熔點(diǎn)溫度低于800℃,耐400℃以上高溫,適宜通用的高頻感應(yīng)釬焊或火焰釬焊,流鋪性適宜,對(duì)PDC、合金鋼和硬質(zhì)合金潤濕性好,性能穩(wěn)定可靠性高[3]。針對(duì)上述特點(diǎn),對(duì)常用的銀釬料進(jìn)行分析和選擇,確定在含銀量50%~65%的銀基釬料基礎(chǔ)上添加其他元素,以改善釬料性能。經(jīng)過綜合比較合金的熔化溫度、釬料抗拉強(qiáng)度、接頭抗剪強(qiáng)度和釬焊工藝性,最后確定了六種綜合性能較好的合金作為研制的釬料。釬料的基本特性如表1所示。
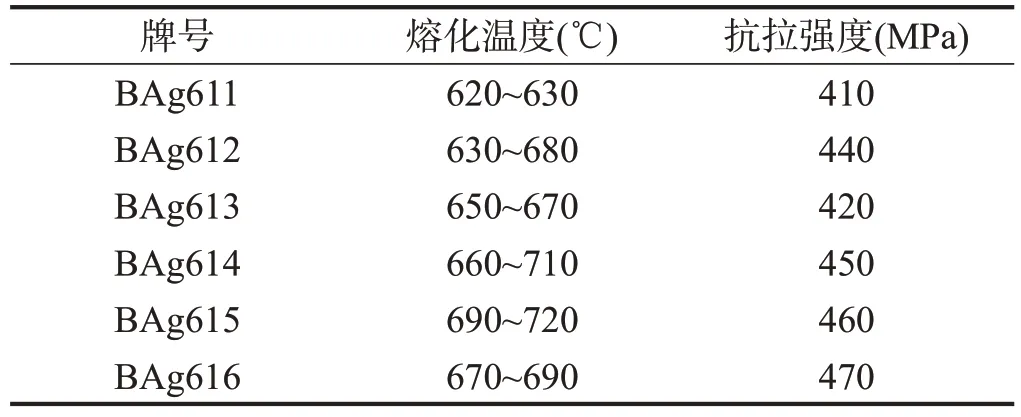
表1 釬料的基本特性
1.2 釬料性能對(duì)比
上述六種釬料中,具體性能如表2所示。
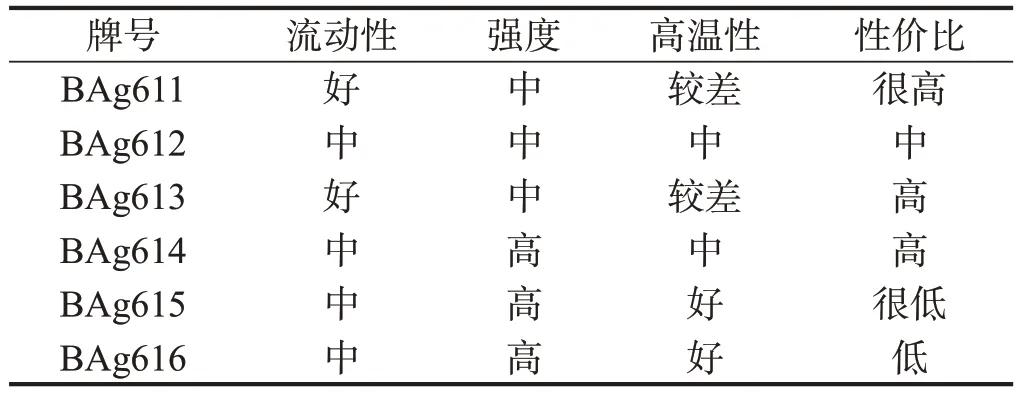
表2 不同釬料性能
根據(jù)表2 中內(nèi)容可知,高溫性能較差的主要有BAg611、BAg613,不宜用在釬焊中,BAg614、BAg616含有較多的親氧性元素不宜用火焰釬焊,可以使用感應(yīng)加熱,雖然BAg615、BAg616的高溫性能最好,但其性價(jià)比較低,通常情況下不選用。
1.3 釬料選擇
焊縫強(qiáng)度取決于釬焊材料、釬焊過程和刀片與基體等三個(gè)方面。BAgxx系列釬料具有熔化溫度適宜、抗剪強(qiáng)度高、釬焊工藝性優(yōu)良的特點(diǎn)[4]。BAg611、BAg612、BAg613流動(dòng)性好熔化溫度低,適宜于工作溫度不高的刀具的焊接;BAg14、BAg615、BAg616熔化溫度適中,適宜于工作條件惡劣的刀具的焊接。BAg614、BAg616最適宜感應(yīng)釬焊工藝,用火焰釬焊時(shí)需要快速加熱。
1.4 釬劑的選擇
在釬焊釬劑的選擇過程中,目前國內(nèi)外廠家最常用的是HJ102。在焊接工藝中,首先將釬劑用去離子水調(diào)成糊狀,然后使用,特別注意如果釬劑已經(jīng)吸水結(jié)塊可以用去離子水煮成糊狀。
2 釬焊工藝試驗(yàn)
2.1 焊料強(qiáng)度檢驗(yàn)
測試釬料的剪切強(qiáng)度在實(shí)驗(yàn)室采用10t 萬能材料試驗(yàn)機(jī)剪切試驗(yàn)。其剪切試驗(yàn)原理如圖1所示。
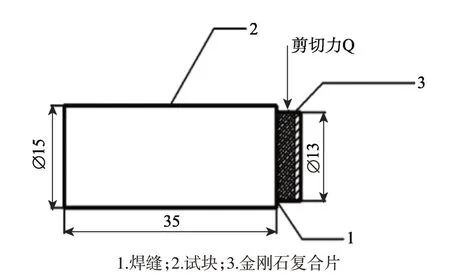
圖1 釬焊試樣剪切試驗(yàn)原理圖(單位:mm)
通過剪切試驗(yàn)驗(yàn)證釬焊的焊接強(qiáng)度,以選擇綜合性能好的釬料。具體計(jì)算方法為:通過剪切力Q(kN)與復(fù)合片硬質(zhì)合金焊接面的面積A(mm)之間的比值,來求出釬料的抗剪強(qiáng)度τ(MPa),即為:
2.2 火焰釬焊工藝
2.2.1 火焰釬焊工藝
火焰釬焊工藝中關(guān)鍵是釬焊溫度和保溫時(shí)間工藝參數(shù),參數(shù)的設(shè)定直接影響釬焊的焊接質(zhì)量。釬料的熔點(diǎn)是設(shè)定釬焊溫度的主要依據(jù),高于釬料的熔點(diǎn),可以減少液態(tài)釬料的表面張力,改善潤濕和填縫,并使釬料與母材能充分相互作用,有利于提高焊接強(qiáng)度。目前設(shè)定釬焊溫度一般為高于釬料熔點(diǎn)溫度20℃~60℃之間[5]。火焰焊接時(shí)要保證焊接保溫在合理的范圍內(nèi),加熱要均勻同時(shí)等焊縫成型后焊料凝固后要進(jìn)行適當(dāng)?shù)拟F縫保溫。
釬焊后可能發(fā)生釬焊裂紋,而冷卻速度是影響裂紋產(chǎn)生的主要因素之一,因此必須設(shè)計(jì)焊接工藝中,須將焊接好的鉆頭放入200℃~250℃的爐中進(jìn)行保溫6~8h,消除焊接的內(nèi)應(yīng)力,減少裂紋,提高焊接強(qiáng)度。
2.2.2 試驗(yàn)效果(見表3)

表3 試驗(yàn)效果
2.3 高頻感應(yīng)釬焊
高頻感應(yīng)釬焊的原理是利用頻率600kHz、功率10~100kW 之間的高頻感應(yīng)加熱電源,產(chǎn)生高頻電流。高頻感應(yīng)加熱的特點(diǎn)是速度快,短時(shí)間內(nèi)加熱到很高的溫度,且操作簡單[6]。見圖2。

圖2 高頻感應(yīng)釬焊
2.3.1 高頻感應(yīng)釬焊的釬料與釬劑的選擇
釬料與釬劑的選擇是由兩種母材的性質(zhì)決定,所選材料要符合生產(chǎn)的可操控性與經(jīng)濟(jì)性要求。由于硬質(zhì)合金與45鋼熱膨脹系數(shù)差距很大,同是硬質(zhì)合金層上的金剛石復(fù)合層有受溫度限制,必須將溫度控制在復(fù)合層不會(huì)失效的有效溫度內(nèi)。
因此,目前采用的釬料熔點(diǎn)不超過750℃,起重主要有銀基HL903 以及銅基釬料等。釬料選擇范圍,受復(fù)合片金剛石的物理性能限制,將釬焊溫度必須控制在720℃以下,因此在HL905、HL312、HL322 和HL315四種銀釬料之間選擇,其性能如表4所示;釬劑選擇在QJ102 和QJ104 之間通過比較選擇使用廣泛的QJ102,成分與性能如表5所示。
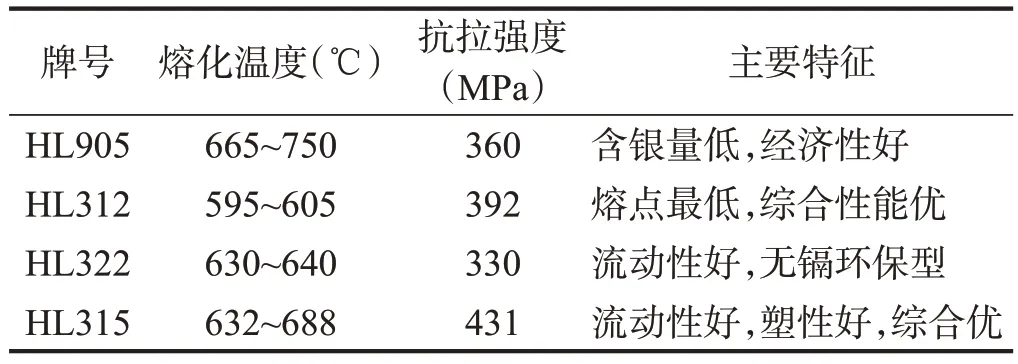
表4 釬料的強(qiáng)度

表5 釬劑的成分及溫度范圍
2.3.2 高頻感應(yīng)釬焊效果(見表6)

表6 高頻感應(yīng)釬焊的剪切強(qiáng)度(MPa)
2.4 效果比較
(1)火焰釬焊的優(yōu)缺點(diǎn):設(shè)備較為簡單,使用起來靈活,操作方便,相對(duì)成本較低;有較好的適應(yīng)性,尤其對(duì)鑄鐵及某些有色金屬的焊接;焊接過程可使得釬料熔化而焊件不熔化;應(yīng)用比較廣泛;接頭表面光潔,氣密性好,形狀和尺寸穩(wěn)定,焊件的組織和性能變化不大,可連接相同的或不相同的金屬及部分非金屬。從試驗(yàn)效果(表3)中可以看出,焊接強(qiáng)度不穩(wěn)定;溫度高低不易控制;加熱分散、焊件變形大且過熱嚴(yán)重。
(2)高頻感應(yīng)焊接的優(yōu)點(diǎn):試驗(yàn)高頻感應(yīng)焊接質(zhì)量更穩(wěn)定、其釬縫剪切強(qiáng)度高、生產(chǎn)效率也比較高、工作環(huán)境好,操作同時(shí)也比較簡單;焊接試驗(yàn)檢測疲勞極限和沖擊韌性較好,檢測硬度也比普通淬火高出HRC2-3。高頻感應(yīng)焊接的缺點(diǎn):目前國內(nèi)外高頻感應(yīng)焊接設(shè)備都比較貴,而且復(fù)雜,維護(hù)費(fèi)用較高,移動(dòng)也不方便;對(duì)于生產(chǎn)過程中的較大工件或者復(fù)雜的工件焊接比較困難。
(3)考慮到復(fù)合片金剛石的物理性能,釬焊材料的選擇溫度應(yīng)該是越低越好,這樣能有效地保護(hù)金剛石復(fù)合層不受損害。同時(shí)經(jīng)過考察市場上的售價(jià)HL322也比較便宜。因此經(jīng)過實(shí)驗(yàn)分析得出,釬料HL322 剪切強(qiáng)度以及經(jīng)濟(jì)性能較好,適用于作為PDC 復(fù)合片與45鋼的釬焊釬料。
3 結(jié)論
本文通過試驗(yàn)論述了焊接金剛石PDC復(fù)合片與45鋼時(shí)釬料、釬劑因素的選擇,驗(yàn)證了釬焊工藝制定的合理性。在傳統(tǒng)火焰釬焊方法下與高頻感應(yīng)釬焊方法的區(qū)別及工藝方面的改進(jìn)得出以下結(jié)論:釬焊PDC 復(fù)合片與45鋼時(shí),小型錨桿鉆頭高頻感應(yīng)釬焊加熱速度快生產(chǎn)效率得到提高、焊接質(zhì)量更穩(wěn)定、釬縫強(qiáng)度高、降低了勞動(dòng)強(qiáng)度;高頻感應(yīng)釬焊節(jié)省能源,降低了生產(chǎn)成本,綠色環(huán)保。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52