基于CAD/CAE技術(shù)的復(fù)雜面板注塑模具設(shè)計(jì)研究
2023-11-22 08:35:34王媛楊晶孫然
科技資訊 2023年21期
關(guān)鍵詞:設(shè)計(jì)
王媛 楊晶 孫然
(六安職業(yè)技術(shù)學(xué)院 安徽 六安 237158)
傳統(tǒng)注塑模具設(shè)計(jì)以人工估算為主,在模具設(shè)計(jì)周期、耗費(fèi)成本與制造質(zhì)量方面,通常存在著一系列的開發(fā)效率與成本問題。依托CAD/CAE 軟件技術(shù)的現(xiàn)代注塑模具設(shè)計(jì),主要利用CAD 制圖軟件,對(duì)模具的三維結(jié)構(gòu)、零部件等作出全面設(shè)計(jì),包括UG模塊建模、Mold Wizard模具三維設(shè)計(jì),再使用CAE模擬流動(dòng)分析軟件,進(jìn)行注塑模具系統(tǒng)澆筑的模擬仿真,確定模具結(jié)構(gòu)成型的工藝參數(shù),并結(jié)合模具結(jié)構(gòu)冷卻系統(tǒng),從而實(shí)現(xiàn)復(fù)雜面板的注塑模具設(shè)計(jì)。
1 基于CAD/CAE 技術(shù)注塑模具的系統(tǒng)化設(shè)計(jì)流程
CAD/CAE作為計(jì)算機(jī)輔助設(shè)計(jì)與制造軟件,其被應(yīng)用到塑料模具的注塑設(shè)計(jì)過程中,主要依據(jù)客戶提供的模件資料信息,包括不同模具平面、曲面及截面的圖紙資料,展開不同復(fù)雜面板模具的三維結(jié)構(gòu)設(shè)計(jì),同時(shí)進(jìn)行模具零部件成型、熔體流動(dòng)行為的模擬分析,在計(jì)算機(jī)控制面板中顯示其外觀,具體設(shè)計(jì)執(zhí)行流程如圖1所示。
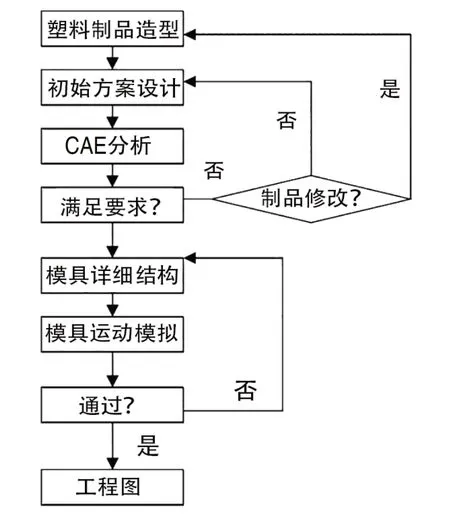
圖1 CAD/CAE技術(shù)注塑模具的設(shè)計(jì)執(zhí)行流程
首先,使用CAD繪圖軟件導(dǎo)入模具制件的平面數(shù)據(jù),設(shè)計(jì)注塑模具制品的整體造型,隨后確定不同復(fù)雜面板模具設(shè)計(jì)的初始方案,包括型腔數(shù)目、澆注口位置、澆口數(shù)量、冷卻管道等結(jié)構(gòu)的設(shè)計(jì)。其次,利用CAE 輔助制造軟件對(duì)已建構(gòu)完成的注塑模具三維結(jié)構(gòu),做出塑料流動(dòng)、模具保壓、冷卻翹曲的可行性評(píng)估分析,判定成型模具結(jié)構(gòu)是否符合制件生產(chǎn)的要求,再?zèng)Q定是否修改與完善相應(yīng)的注塑澆注系統(tǒng)、模具冷卻系統(tǒng)。最后,針對(duì)CAE軟件的評(píng)估分析結(jié)果,采取CAD軟件進(jìn)行模具幾何造型、力學(xué)性能等的結(jié)構(gòu)設(shè)計(jì),對(duì)注塑模具開模、推件與合模流程進(jìn)行模擬,包括模具溫度、塑料流動(dòng)狀態(tài)、制件強(qiáng)度的模擬測試,并將三維結(jié)構(gòu)圖轉(zhuǎn)換為二維工程圖。
2 注塑模具成型零部件、冷卻系統(tǒng)設(shè)計(jì)的主要內(nèi)容
2.1 注塑模具型腔、成型零部件結(jié)構(gòu)設(shè)計(jì)
型腔包括凹模、凸模、成型桿、成型環(huán)、嵌件等組成部分,通常要針對(duì)不同塑件的形狀、用途、結(jié)構(gòu)性能要求,進(jìn)行型腔分型面、進(jìn)膠、排氣位置的設(shè)置,然后組合不同尺寸的塑件型腔為合模。先根據(jù)多個(gè)分開模具的分型面,確定型腔放置角度、進(jìn)膠位置,一般將塑件分型面與注塑機(jī)開模運(yùn)動(dòng)方向互相垂直,或者將分型面制作為具有一定傾斜度的側(cè)凹平面,通常一個(gè)模具分有若干個(gè)分型面,包括水平、垂直和復(fù)合分型面等[1]。
為保證注塑制品能順利地從型腔脫出,會(huì)選擇制品最大輪廓的斷面位置,進(jìn)行制件分型面型腔、型芯的進(jìn)膠與注塑,將型芯放置于動(dòng)模邊、凹模放置于定模邊,從制件同心部分出發(fā)來完成合模操作。特別對(duì)存在側(cè)孔或側(cè)凹零件的分型處理,采用側(cè)向分型抽芯方式進(jìn)行零件注塑時(shí),要將分型距離長的一邊放于分型面開模處,短的一邊設(shè)置在分型面另一側(cè),來提高制件定位、合模的中心對(duì)準(zhǔn)性。
成型零部件包含與塑料直接接觸的型腔凹模、凸模,以及型芯、鑲塊、成型桿、成型環(huán)等構(gòu)成零件。其中,凹模、凸模作為成型塑件的表面包裹結(jié)構(gòu),需要有足夠的硬度、強(qiáng)度、剛度及精度,而且選用整體嵌入式、大面積鑲拼式、四壁拼合式等方案,對(duì)大尺寸的注塑制件進(jìn)行設(shè)計(jì)。型芯作為成型塑件的內(nèi)表面零件,也分為整體、組合等的拼接方式,通常組合式型芯被用于注塑熱處理、生產(chǎn)制造之中,可大大地減少模具加工的工作量。
2.2 注塑模具型腔、型芯尺寸設(shè)計(jì)
模具成型過程中型腔、型芯的徑向尺寸,對(duì)生產(chǎn)塑件形狀、尺寸精度具有重要影響,這也就是成型零件在制造中存在的公差問題。模具設(shè)計(jì)時(shí)的收縮、使用過程中的磨損,都會(huì)帶來型腔、型芯深度或高度的尺寸誤差。
例如:某模具塑件型為按照δ=δs+δm+δw+δq的方式計(jì)算。
其中:δ為成型塑件的總誤差,δs為塑件收縮率變化引起的尺寸變化,δm為零件制造誤差,δw為模具型腔使用的磨損量,δq為固定、可移動(dòng)成型塑件的配合間隙誤差、安裝誤差[2]。
雖然在利用型腔制作的成型制件,在各項(xiàng)誤差均達(dá)到最大值的幾率較小,但多種累計(jì)誤差會(huì)使塑料制品的模具制造、加工工藝精度大大降低。因而為統(tǒng)一模具塑件型腔、型芯尺寸,設(shè)定型腔的最小尺寸為LM、最大尺寸為Lp,偏差正值(負(fù)值)分別為δm、Δ,則型腔、型芯平均尺寸可表示為
對(duì)于注塑模具型芯高度的計(jì)算,也與以上情況類似。若對(duì)注塑動(dòng)模的型芯固定進(jìn)行余量修模,則容易磨去端面形狀使型芯增長,而整體式型芯徑向尺寸又過短,因而要合理控制塑件材料的收縮率、型芯磨損狀況,來保證固定板上型芯高度的適中。
2.3 注塑模具冷卻系統(tǒng)設(shè)計(jì)
冷卻系統(tǒng)決定著注塑模具成型的好壞,也會(huì)對(duì)塑件生產(chǎn)效率、生產(chǎn)質(zhì)量等產(chǎn)生關(guān)鍵作用。模具注塑成型執(zhí)行的流程中,型腔冷卻就占到整個(gè)成型周期時(shí)長的80%,那么如何合理控制冷卻介質(zhì)、冷卻流量、冷卻溫度、冷卻水路等,是保證冷卻速率、冷卻均勻性的重中之重。通過將傳統(tǒng)冷卻系統(tǒng),與CAE輔助分析軟件結(jié)合,進(jìn)行動(dòng)模、定模、型腔四周的冷卻水通道設(shè)置,可以最大程度實(shí)現(xiàn)塑件的均勻冷卻,避免制品冷卻不均勻的翹曲變形問題[3]。
(1)冷卻水道設(shè)置。在注塑動(dòng)態(tài)模型、定量模型和型腔四周,均勻設(shè)置多個(gè)冷卻水通道。
(2)冷卻水孔設(shè)置。冷卻水孔選取8 mm以上的直徑,不同水孔直徑越大、孔間距越小,對(duì)塑件成型的冷卻均勻性就越好,水管壁離型腔表面的距離以12~15 mm為最佳。
(3)水孔采取并流流向,降低出入水口溫度差。在型腔澆口處熔體的冷卻充模過程中,澆口附近溫度高、末端溫度低,為控制入水口、出水口均勻冷卻的溫度差,主要通過設(shè)置豎向排列的冷卻水路水道(如圖2所示),使冷卻水迅速從澆口流至末端,保持型腔模具各個(gè)位置的溫度差控制在2~3 ℃。

圖2 注塑模具澆筑的冷卻水道設(shè)置
3 基于CAD與UG/Mold Wizard軟件技術(shù)的汽車保險(xiǎn)杠注塑模具設(shè)計(jì)執(zhí)行流程
依托于CAD 與UG/Mold Wizard 軟件技術(shù)的復(fù)雜注塑模具設(shè)計(jì),是利用CAD軟件、UG/Mold Wizard插件工具的功能命令,輔助設(shè)計(jì)人員進(jìn)行一系列工業(yè)模具設(shè)計(jì),提高注塑模具制作的生產(chǎn)效率、質(zhì)量水平,主要設(shè)計(jì)執(zhí)行流程如下。
3.1 制件三維造型的設(shè)計(jì)
根據(jù)導(dǎo)入的注塑制品平面數(shù)據(jù),在CAD軟件中生成注塑模具的三維結(jié)構(gòu)造型。
3.2 成型零部件設(shè)計(jì)
注塑模具通常包含型腔、型芯等成型零部件,利用CAD 軟件的整體一致性收縮率,進(jìn)行模具制品外表面型腔、內(nèi)表面型芯的縮放操作,可以對(duì)注塑材料冷卻成型的收縮率、模具磨損作出有效控制。
3.3 模架設(shè)計(jì)
借助于CAD建模軟件的標(biāo)準(zhǔn)模架設(shè)計(jì),可以通過相應(yīng)的建模模塊,自行建構(gòu)企業(yè)產(chǎn)品的標(biāo)準(zhǔn)模架,并選出自身所需要的模架類型、模具制件數(shù)據(jù)。
3.4 典型零部件結(jié)構(gòu)設(shè)計(jì)
具體包括模具頂出結(jié)構(gòu)、側(cè)抽結(jié)構(gòu)、冷卻系統(tǒng)等的設(shè)計(jì)。
3.5 模具零件圖生成
在CAD模具設(shè)計(jì)軟件的平面設(shè)計(jì)窗口,進(jìn)行模具零件形態(tài)、尺寸等的繪圖標(biāo)注[4]。
4 汽車保險(xiǎn)杠注塑模具的CAD技術(shù)設(shè)計(jì)方案
4.1 汽車保險(xiǎn)杠之間的三維結(jié)構(gòu)設(shè)計(jì)
汽車保險(xiǎn)杠制件結(jié)構(gòu)非常復(fù)雜,存在著多種長度、厚度、切面、圓角和孔徑等組成部分,需要使用CAD模具設(shè)計(jì)軟件,以及UG/Mold Wizard 工具創(chuàng)建模具的整體框架,進(jìn)行圓角、壁厚、斜度、孔徑等的組成設(shè)計(jì)。
4.1.1 圓角
汽車保險(xiǎn)杠兩側(cè)內(nèi)外部的轉(zhuǎn)角處,通常應(yīng)采取機(jī)械強(qiáng)度高的圓角設(shè)計(jì),在UG插件中運(yùn)行檢查幾何體,設(shè)置對(duì)象的片體邊界、面面相交數(shù)據(jù)結(jié)構(gòu),使塑料能夠在型腔夾角處正常流動(dòng),成型冷卻時(shí)不產(chǎn)生內(nèi)應(yīng)力和裂紋。
4.1.2 壁厚
保險(xiǎn)杠壁厚一般為其長度的1/30,平均厚度為3~3.5 mm,在注塑成型執(zhí)行的過程中,要通過CAD 設(shè)計(jì)軟件,合理控制模具成型的收縮率、冷卻硬化速度,來得到厚薄均勻、適當(dāng)?shù)臒崴苄运芰现破贰?/p>
4.1.3 斜度
對(duì)于產(chǎn)品模型斜度的設(shè)置,通常利用CAD軟件的MPV 部件驗(yàn)證功能,定義不同面拔模角的檢查界限,確定產(chǎn)品模型的底切區(qū)域、實(shí)體邊界,列出型腔或型芯的正面、負(fù)面,搜索多條分型線并設(shè)置顏色,通常型腔、型芯區(qū)域特定組面有著不同的顏色,具體塑模部件驗(yàn)證操作見圖3。
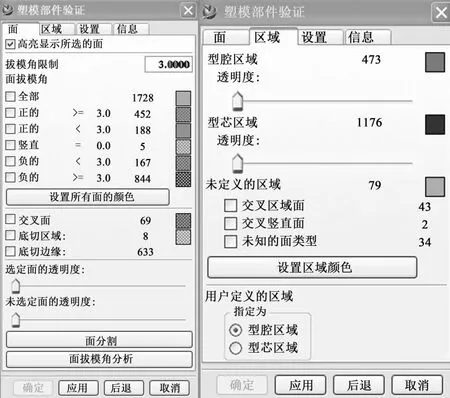
圖3 CAD軟件的MPV部件驗(yàn)證操作
從圖3 中的操作對(duì)話框可以看出:當(dāng)前“頁”對(duì)汽車保險(xiǎn)杠產(chǎn)品模型的成型分析,主要包括拔模角、底切兩部分內(nèi)容,針對(duì)模型型腔、型芯可設(shè)定不同的顏色,同時(shí)用不同顏色設(shè)置產(chǎn)品模型的分型線。圖3的型腔區(qū)域包含473個(gè)、型芯區(qū)域包含1 176個(gè),交叉區(qū)域面、豎直面或未知面的類型有79 個(gè),單擊“應(yīng)用”按鈕后,可得到汽車保險(xiǎn)杠產(chǎn)品型腔、型芯區(qū)域的顏色圖[5]。
4.1.4 孔
汽車保險(xiǎn)杠有著各種各樣形狀的孔,通常存在于不減弱塑料制品機(jī)械強(qiáng)度的位置,其形狀也與模具制造工藝相貼合。在對(duì)汽車后保險(xiǎn)杠制件孔進(jìn)行設(shè)計(jì)時(shí),利用UG插件的建模模塊,建立與汽車保險(xiǎn)杠曲面、孔特征相符的三維模型,表示其內(nèi)外部的組成結(jié)構(gòu),具體如圖4所示。

圖4 汽車保險(xiǎn)杠內(nèi)外部孔徑的組成結(jié)構(gòu)
4.2 模具分型線、分型面的設(shè)計(jì)
汽車保險(xiǎn)杠注塑模具的分型線設(shè)計(jì),要根據(jù)塑件與模具相接觸的邊界線,確定分型線、脫模方向等組成部分。利用UG/Mold Wizard 插件工具的“分型線”功能,選擇“編輯分型線”并點(diǎn)擊確定,具體如圖5所示。
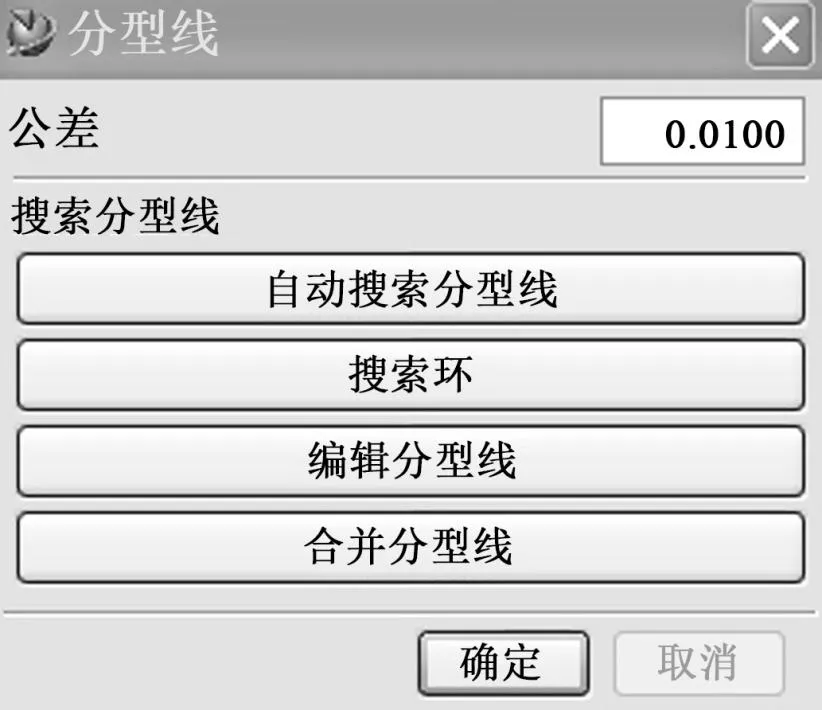
圖5 UG/Mold Wizard插件的模具分型線設(shè)計(jì)
從以上操作對(duì)話框可以看出:型芯、型腔相交區(qū)域的分型線編輯與確定,應(yīng)先利用引導(dǎo)區(qū)域的“搜索環(huán)”功能,查找塑件產(chǎn)品模型相鄰的分型線,檢索到候選的曲線、分型線邊界,并將其添加至分型線環(huán)之中。若發(fā)現(xiàn)型芯、型腔相交區(qū)域有間隙,則會(huì)根據(jù)選擇取向提示,按不同顏色的面進(jìn)行分型曲線搜索,這就用到MPV塑模部件驗(yàn)證的顏色,根據(jù)以上顏色設(shè)置準(zhǔn)確找出分型線的位置。
而對(duì)于汽車保險(xiǎn)杠注塑模具分型面的設(shè)計(jì),要單擊分型管理器的“區(qū)域和直線”功能面板,如圖6所示。根據(jù)上步已經(jīng)完成MPV塑模部件驗(yàn)證的分型線,設(shè)置型腔、型芯顏色,編輯型腔或型芯的區(qū)域邊界,然后借助UG/Mold Wizard 插件的補(bǔ)面工具,修補(bǔ)模具成型腔面的孔徑。
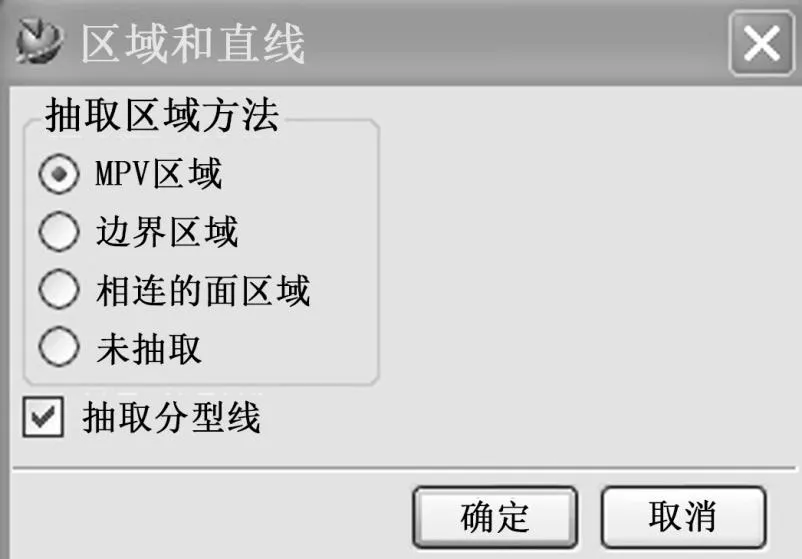
圖6 注塑模具分型面的MPV塑模部件驗(yàn)證工具
5 汽車保險(xiǎn)杠注塑模具的CAE技術(shù)分析研究
5.1 制件材料與成型工藝選擇
CAE/CFD Software制造平臺(tái)的Moldflow軟件,主要用于注塑模具設(shè)計(jì)的模擬分析。在汽車保險(xiǎn)杠注塑模具設(shè)計(jì)過程中,先根據(jù)Moldflow提供的材料庫,選擇注塑材料的品牌供應(yīng)商、材質(zhì)。如常見的制件材料荷蘭DSM 公司,開發(fā)的三元乙丙橡膠改性PP 合金(PP/EPDM),該材料熔體密度為0.778 3 g/cm3、熔體溫度為220 ℃、脫模溫度為65 ℃、模具溫度為40~60 ℃。
根據(jù)選定的制件材料,利用Moldflow 軟件的選擇分析類型(Set Analysis Sequence)命令如圖7所示,將多個(gè)制件成型工藝的類型疊加在一起,確定汽車保險(xiǎn)杠注塑模具對(duì)象的最佳澆口位置[6]。

圖7 Moldflow軟件的制件澆筑成型工藝選擇
5.2 最佳澆口位置與數(shù)量分析
汽車保險(xiǎn)杠塑料制品在注塑成型后,往往會(huì)存在制件氣穴、熔接痕或翹曲等的諸多問題,這主要由于模具內(nèi)塑料的流動(dòng)不均勻、不合理造成的。因而利用CAE 平臺(tái)的Moldflow 軟件,進(jìn)行模具中MPI 流動(dòng)填充的分析,可以發(fā)現(xiàn)不同填充方式,對(duì)模具內(nèi)溫度、壓力帶來的變化,以及產(chǎn)生制件氣穴、熔接痕等缺陷問題的主要原因。
由于汽車保險(xiǎn)杠屬于外飾件,需要采取更低的注塑壓力、鎖模力,以及冷熱流道相結(jié)合的澆注方式,進(jìn)行主流道、1 分流道、2 分流道和3 分流道的澆筑作業(yè),其中塑料、金屬與分型面冷流道相接觸,溫度介于冷熱之間。因此,將分型面設(shè)置為冷流道,分模時(shí)在Moldflow 軟件內(nèi)進(jìn)行預(yù)分析,再結(jié)合實(shí)際確定的最佳澆口位置。
5.3 注塑填充模擬結(jié)果與分析
利用CAE 平臺(tái)的Moldflow/Fill 功能模塊,對(duì)汽車保險(xiǎn)杠模具注塑填充的過程,進(jìn)行填充時(shí)間、填充壓力,熔體流動(dòng)數(shù)據(jù)等的模擬,可以得出制件在長度、厚度方向上的流動(dòng)平衡狀況,具體有關(guān)熔體流動(dòng)速度、分子趨向、剪切應(yīng)力,以及氣穴、熔接痕模擬結(jié)果如表1所示。
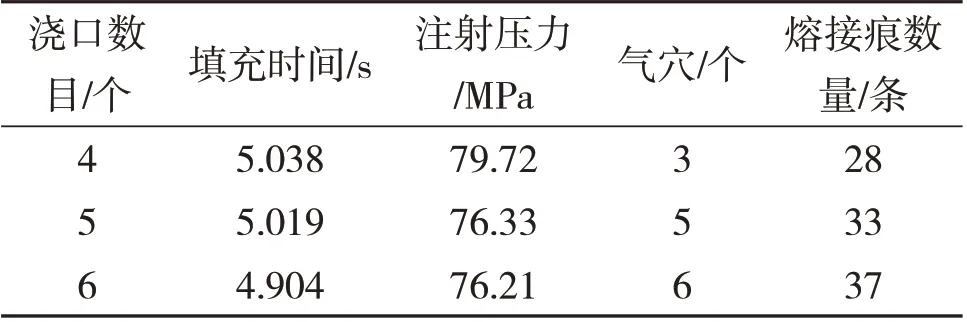
表1 汽車保險(xiǎn)杠注塑填充的模擬結(jié)果
根據(jù)以上填充分析結(jié)果可以得出:在汽車保險(xiǎn)杠模具澆口數(shù)量增多情況下,模具填充時(shí)間、注射壓力等指標(biāo)呈現(xiàn)下降的趨勢(shì),但氣穴、熔接痕數(shù)量卻有著明顯的增長。特別產(chǎn)品中部、左右兩側(cè)的熔體匯合處存在大量氣穴,嚴(yán)重影響充模質(zhì)量,因此要采取合適的澆口數(shù)量、澆口角度,加大澆口橫截面來得到更加良好的注塑效果。
6 結(jié)語
大型復(fù)雜面板注塑產(chǎn)品的結(jié)構(gòu)設(shè)計(jì),要利用CAD工業(yè)繪圖軟件、CAE計(jì)算機(jī)模具仿真軟件,對(duì)需要注塑的模型制件,在澆口數(shù)量、澆口位置確定的基礎(chǔ)上,進(jìn)行填充、冷卻和保壓等的流程操作,對(duì)翹曲變形位置與原因作出分析,進(jìn)而重新設(shè)置注塑模具的澆口位置、冷卻系統(tǒng),對(duì)存在的模具精度不達(dá)標(biāo)、翹曲變形問題作出解決,以生產(chǎn)出更加優(yōu)質(zhì)的復(fù)雜面板模具。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
