非對稱多工位壓力機許用偏心載荷能力曲線分析
2023-11-22 03:50:56周勝德張長亮江崇民
鍛壓裝備與制造技術 2023年5期
關鍵詞:能力
周勝德,傅 巖,張長亮,江崇民
(通用技術齊齊哈爾二機床有限責任公司,黑龍江 齊齊哈爾 161005)
0 引言
多工位壓力機主要用于鈑金件的高速批量生產,具有大噸位、大行程、大臺面的多工位自動沖壓生產線特別適用于汽車行業(yè)鈑金件的多工序沖壓加工。多工位壓力機可在工作區(qū)域內同時放置多套模具,并且可以在第一、第二工位配備液壓墊或者氣墊,進行深拉延工序。由于第一、第二工位拉延成形所需的工藝力遠大于其他工位,造成多套模具的合力中心與多工位壓力機物理中心出現偏移,使多工位壓力機產生偏心載荷,引起滑塊變形及傾斜。如果偏載超出一定范圍,不但影響多工位壓力機滑塊運行精度、模具的使用壽命,也會影響沖壓件的成形質量。
本文對多工位壓力機許用偏心載荷能力曲線進行了理論分析,準確計算出偏心載荷大小及偏心距位置,并在此基礎上編制應用軟件,經過設備實際使用數據驗證了軟件的有效性。
1 偏心載荷的影響
多工位壓力機滑塊承受偏心載荷將產生力矩,使滑塊做傾斜運動,因而滑塊導路產生阻力。多工位壓力機經常處于偏心載荷運動狀態(tài)將會產生如下影響[1]:①影響壓力機的動態(tài)精度,如平行度和垂直度;②影響模具的壽命,刃口間隙較難保證;③加大滑塊和導軌的局部壓力,加快局部磨損;④加快柱塞導向銅套側向磨損,間隙加大造成漏油;⑤加速曲柄、齒輪、鍵等受力零件的疲勞。
2 偏心載荷曲線分析
2.1 非對稱多工位壓力機
因多工位壓力機工作時經常處于偏載狀態(tài),需要具有比常規(guī)壓力機更高的機身剛度。為適應更加廣泛的沖壓件工藝需求,在深拉延的第一、第二工位若需更大的成形力,則必須提高多工壓力機的總噸位來實現,但會因此造成生產設備的資源浪費。為解決這一問題,研制非對稱結構的多工位壓力機,使深拉延區(qū)域能夠提供更大的拉延力,后續(xù)工位減少拉延力的分配,可有效地降低因偏載引起的滑塊變形及傾斜,提高多工位壓力機滑塊運行精度。采用非對稱結構設計的多工位壓力機,上游側配備整機公稱力的60%、下游側配備40%,如圖1 所示。方案中,齒輪、壓力點、上橫梁、滑塊、立柱和底座均采用剛性不對稱設計,極大地提高了多工位壓力機對抗偏載保持精度穩(wěn)定的能力。如圖2 所示,非對稱多工位壓力機公稱能力偏心點位置越靠近上游側,其抗偏載能力越強,但綜合考慮結構、剛性和制造成本等因素,如何匹配偏心位置,是首先要解決的問題。
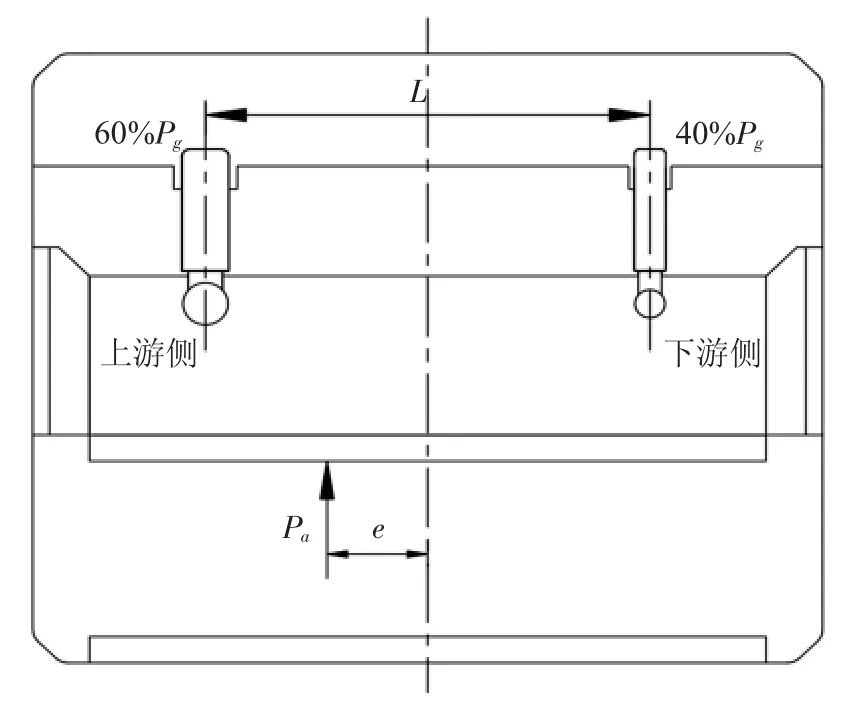
圖1 非對稱多工位壓力機示意圖

圖2 非對稱多工位壓力機偏載工況示意圖
2.2 常規(guī)多工位壓力機偏心載荷曲線分析
常規(guī)多工位壓力機公稱力通常是以多工位壓力機的中心作為載荷中心的假設條件進行設計的。因此,當出現偏心載荷時,多工位壓力機的沖壓加工能力會下降。圖3 是常規(guī)雙點(四點)多工位壓力機偏心載荷的計算方法。

圖3 雙點(四點)壓力機承受偏心載荷示意圖
設定偏心載荷為Pa,公稱力為Pg,壓力點間距為L,偏心載荷偏心量為e,安全系數為K(1.0~1.2),則Pa計算公式為:
2.3 非對稱多工位壓力機偏心載荷曲線分析
以非對稱多工位壓力機為研究對象,由于上下游側能力不同(上游側60%+下游側40%),因此無法用公式(1)進行計算。圖4 是非對稱多工位壓力機偏心載荷的計算方法,根據多工位壓力機上下游側能力、工作臺面、壓力點間距、各工位力、工位距、第一工位偏心距等參數,可分析計算出偏心載荷的大小和偏心距。

圖4 非對稱多工位壓力機承受偏心載荷示意圖
圖5 非對稱多工位壓力機許用偏心載荷能力曲線(五工位)
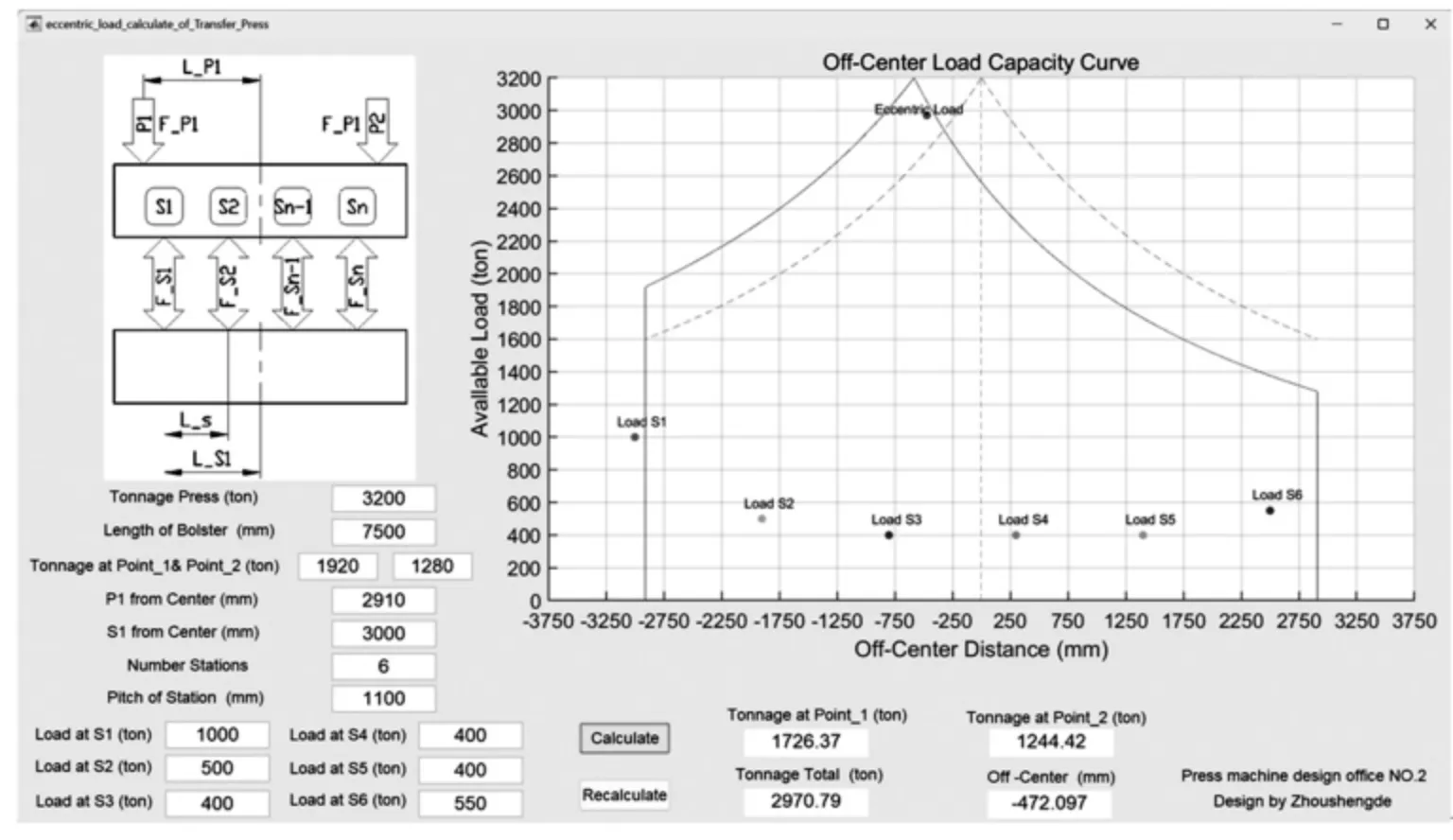
圖6 非對稱多工位壓力機許用偏心載荷能力曲線(六工位)
設定多工位壓機公稱力為Pg,上游側能力為P1,下游側能力為P2,壓力點間距為L,可以計算出公稱能力點偏心載荷偏心量e 計算公式為:
設實際偏心量位置為Xe,則上游側允許偏心載荷P1a計算公式為:
下游側允許偏心載荷P2a計算公式為:

表1 第一組模具參數

表2 第二組模具參數
3 設計軟件的實現
多工位壓力機具有多工位、連續(xù)生產的特點,一次沖壓同時完成多道工序,為了讓客戶能夠根據偏心載荷曲線來合理布置模具位置,需進行模具放置位置、沖壓載荷、工序的校驗。結合我公司設計制造的TDL-4 3200 型3200t 多工位壓力機,應用開發(fā)的設計軟件實現多工位壓力機許用偏心載荷能力曲線的繪制。
多工位壓力機的相關參數如下:公稱壓力Pg=3200t,工作臺面7500mm,上游側能力P1=1920t,下游側能力P2=1280t,上游側壓力點距壓機中心距離2910mm。
在筆者編制的應用軟件界面中輸入多工位壓力機參數、模具參數,程序自動生成“多工位壓力機許用偏心載荷能力曲線”。通過調整不同的模具載荷、工位數、工位距等參數,本軟件可準確計算出偏心載荷的大小(Tonnage Total)和偏心距(Off-Center),并在界面直觀顯示,可作為依據判斷多工位壓力機的公稱能力是否可行,避免了壓力機的超載使用,保證了多工位壓力機精度。有效地指導使用單位模具工藝人員、操作工人和設備維護等,實現了模具與壓力機的配合最優(yōu)化[2,3]。
4 結論
通過對非對稱多工位壓力機偏心載荷能力曲線的理論分析、研究,利用筆者編制的應用軟件,準確地計算出非對稱多工位壓力機許用偏心載荷范圍,偏心載荷得到了有效控制、提高設備安全性、確定合理使用范圍。在提升壓力機能力的同時,也達到了模具使用合理化的目的。為客戶在使用多工位壓力機時提供重要參考依據。
猜你喜歡
發(fā)明與創(chuàng)新(2022年30期)2022-10-03 08:40:56
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:58
意林(兒童繪本)(2020年2期)2021-01-07 02:12:04
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
作文成功之路·小學版(2020年5期)2020-06-11 12:48:46
意林(兒童繪本)(2019年9期)2019-10-15 08:51:46
中國生殖健康(2019年10期)2019-01-07 01:21:14
人大建設(2018年6期)2018-08-16 07:23:10
新高考(英語進階)(2018年1期)2018-04-18 14:00:11
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
