超塑成形液壓機加熱平臺測溫系統的結構及原理分析
2023-11-22 03:51:00周凌華
鍛壓裝備與制造技術 2023年5期
周凌華
(湖州機床廠有限公司,浙江 湖州 313000)
0 引言
超塑成形技術[1]已開始廣泛應用于航空航天的零件制造領域,作為一種先進的近凈成形技術,對傳統液壓機在實現超塑成形的工藝環境提出了苛刻的要求。該項技術對于常規狀態下成形塑性差的材料,在特定的成形環境中,提高其塑性及延展性,從而成形出高強度、高剛度的整體性零件。超塑成形材料在成形過程中的溫度范圍極窄,因此對其溫度的均勻性要求提出了極為苛刻的要求。超塑成形液壓機的關鍵技術在于為材料的超塑成形提供良好的環境。而加熱室[2]作為超塑成形的關鍵部件,其溫度控制、升(降)溫曲線的可控性至關重要。加熱室由上下加熱平臺、左右爐門、前后爐門所包圍成是一個封閉的空間。為保證整個加熱室內空間的溫度均勻性指標,加熱平臺一般采用分區溫度控制,即將幾個加熱孔作為一組進行獨立溫度控制;加熱系統的技術關鍵還在于加熱孔的數量和分布設計,以及保溫板、隔熱板等部件的選材和尺寸設計。在實際使用過程中,為達到加熱室及加熱平臺溫度的精準控制,必須配置一套高效、準確的探測系統,作為控制、調節各加熱區電流強度的依據,本文主要針對加熱平臺的溫度探測及控制系統進行分析。
1 測溫系統的搭建
1.1 傳統測溫系統結構[3]
經典的測溫系統中,通常以單片機為核心,然后配合著其他器件,如溫度傳感器、變送器、A/D 轉換器等,也能起到較好的溫度測試效果。圖1 是經典測溫系統的整體結構設計框圖。
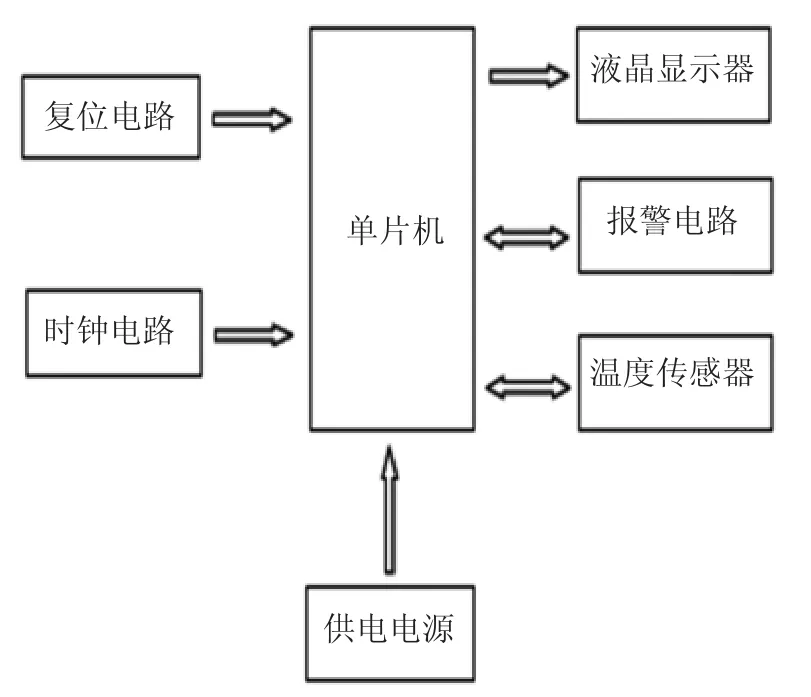
圖1 經典測溫系統的整體結構設計框圖
在PLC 出現之前,單片機作為溫度測試系統的核心部件是非常不錯的選擇,但在PLC 普及后,以其通用性強、使用方便、可靠性高、抗干擾能力強、豐富的I/O 接口模塊、方便組合的模塊化結構、簡單易學的編程、安裝簡單維修方便、驅動能力強等一系列優勢,迅速取代了單片機的地位[4]。
1.2 測溫系統的結構[5]與原理
測溫系統主要的硬件由測溫元件、信號轉換元件、信號處理元件等。測溫元件采用應用最普遍的熱電偶,信號轉換主要采用西門子SM331 熱電偶模塊,信號處理西門子S7-300 PLC 可編程控制器及工業觸摸屏。
如圖2 所示,系統以西門子S7-300 PLC 作為控制基礎,通過熱電偶反饋的熱電勢信號,在西門子SM331 熱電偶換用模塊內轉換為模擬量信號,再經信號模塊轉換成PLC 內部處理用的數字信號,輸送給PLC 經內部處理后在觸摸屏上顯示,便于操作員的觀察,自動存儲。各測溫點測得的溫度值跟觸摸屏設定溫度曲線經FM355 PID 閉環控制器對比、分析、運算后,輸出調制方波信號(PWM)信號給相應的固態繼電器,對不同區域加熱管的開關時間進行調節,以達到迅速調節各點溫度平衡的目的。

圖2 測溫系統的組成
2 測溫系統各部分的功能
2.1 熱電偶
熱電偶是溫度測量儀表中常用的測溫元件,應用極為廣泛,它具有結構簡單、制造方便、測量范圍廣、精度高、慣性小和輸出信號便于遠傳等許多優點。另外,由于熱電偶是一種有源傳感器,測量時不需外加電源,使用十分方便。如圖3 所示,其通常由熱電極、絕緣套保護管和接線盒等主要部分組成,通常和顯示儀表、記錄儀表及電子調節器配套使用,在本系統中則和PLC 及溫度模塊配合使用。

圖3 熱電偶的構造
如圖4 所示,在熱電偶回路中接入第三種金屬材料時,只要該材料兩個接點的溫度相同,熱電偶所產生的熱電勢將保持不變,即不受第三種金屬接入回路中的影響。因此,在熱電偶測溫時,可接入測量儀表,測得熱電動勢后,即可知道被測介質的溫度。

圖4 熱電偶的測溫原理
由于熱電偶測量端存在接觸熱阻以及多重換熱,其測溫過程物理上構成一個延遲系統,其熱端的溫度變化總是滯后于被測溫度的變化[7-9]。為能更準確地描述鎧裝熱電偶的動態特性以獲得較好的測量結果,工程上通常采用理論建模和實驗建模結合的方式,并在樣條函數的插值原理以及快速傅立葉算法的基礎上輔以校正函數,來提高測量的動態精度[10]。
2.2 熱電偶模塊
由于溫度中熱電偶提供的是電動勢信號,無法跟模擬量信號直接匹配,以往的做法通常是通過溫度變送器將電動勢信號轉化為4~20mA 輸出后接入模擬量信號,而通常溫度變送器的價格昂貴。
現有的PLC 的溫度模塊已極大增強了系統用于溫度測量和控制的能力,對于有溫度測控要求的場合,無需昂貴的熱電偶和熱電阻變送器,用戶通過配置溫度模塊就可以完成復雜的控制過程。
西門子SM331 模塊主要由A/D 轉換器、切換開關、恒流源、補償電路、光隔離器及邏輯電路組成。A/D 轉換采用積分方法,被測模擬量的精度是所設定積分時間的正函數。即積分時間越長,被測精度越高[11]。
如圖5 所示,熱電偶輸出的電動勢信號由補償導線直接接入SM331 熱電偶模塊,經模塊將電動勢信號轉換為模擬量信號,再經信號模塊轉換成PLC內部處理用的數字信號后,輸送給FM355-2 PID 閉環控制模塊進行PLC 內部處理。

圖5 使用內部補償的熱電偶與模塊的連接
2.3 閉環控制模塊
由于溫度控制系統是一個慣性較大的系統,當給溫區開始加熱之后,并不能立即觀察得到溫度的明顯上升;同樣的,當關閉加熱之后,溫度仍然有一定程度的上升。另外,熱電偶對溫度的檢測,與實際的溫度相比較,也存在一定的滯后效應。這給溫度的控制帶來了困難。因此,如果在溫度檢測值到達設定值時才關斷輸出,可能因溫度的滯后效應而長時間超出設定值,需要較長時間才能回到設定值;如果在溫度檢測值未到設定值時即關斷輸出,則可能因關斷較早而導致溫度難以達到設定值。為了合理地處理系統響應速度(即加熱速度)與系統穩定性之間地矛盾,我們把溫度控制分為兩個階段,如圖6 所示。

圖6 溫度控制的動態響應過程
(1)PID 調節前階段:在這個階段,因為溫區的溫度距離設定值還很遠,為了加快加熱速度,固態繼電器(SSR)與加熱元件處于滿負荷輸出狀態,只有當溫度上升速度超過控制參數“加速速率”,SSR 才關閉輸出。用“加速速率”限制溫升過快,是為了降低溫度進入PID 調節區的慣性,避免首次到達溫度設定值時超調過大。
在這個階段,要么占空比K=0,SSR 關閉;要么占空比K=100%,SSR 全速輸出。PID 控制模塊不起作用,僅由“加速速率”控制溫升快慢。
(2)PID 調節階段:在這個階段,PID 控制模塊調節輸出,根據偏差值計算占空比(0~100%),保證偏差(EV)趨近于零,即使系統受到外部干擾時,也能使系統回到平衡狀態。
如圖7 所示,PID 控制主要通過比例調節、積分調節和微分調節實現。比例調節按比例反應系統的偏差,系統一旦出現了偏差比例調節立即產生調節作用用以減少偏差;積分項消除系統的穩態誤差,提高無差度;微分項反映系統過程變量的變化率,具有預見性,能預見變化的趨勢,因此,能產生超前的調節作用,在偏差還沒有形成之前,已被微分調節作用消除。

圖7 PID 控制原理公式
FM355-2 中一個PID 控制回路包括過程值采樣回路,控制器回路和輸出回路三個子回路。首先經過程值采樣采得數據,然后與設定值相減算出偏差值,再經過PID 運算將結果通過輸出信號輸出到實際的控制器上。
由于PID 調節對象是一個連續變化的模擬量,所以最后的計算結果也是連續變化的模擬量,而本系統的加熱系統是采用固態繼電器輸出控制加熱元件通斷時間的方式,所以PID 的輸出最終應該是一個數字量。這就要對PID 輸出結果進行離散化,再轉化為調制方波脈沖串信號(PWM),即在固定周期內不同占空比的方波脈沖串信號[13]。
2.4 PLC 可編程控制器
系統設計的水平將直接影響控制系統的性能、設備的可靠性。這其中PLC 的選型[14]至關重要,因此需要根據整套探測系統選擇合適的PLC,設計出運行平穩、動作可靠、安全實用、調試方便、易于維護的控制系統。
本系統中選擇采用西門子S7-300 PLC 對SM331 熱電偶模塊輸送的數字信號進行分析,并通過FM355 閉環控制器進行PID 運算后將模擬量信號輸出給各個執行元件。
S7-300 PLC 是模塊化小型PLC 系統,能滿足中等性能要求的應用。各種單獨模塊之間可進行廣泛組合構成不同要求的系統。其具備高速(0.6~0.1μs)的指令運算速度;用浮點數運算比較有效地實現了更為復雜的算術運算;一個帶標準用戶接口的軟件工具方便用戶給所有模塊進行參數賦值;方便的人機界面服務已經集成在S7-300 操作系統內,人機對話的編程要求大大減少。人機界面(HMI)從S7-300中取得數據,S7-300 按用戶指定的刷新速度傳送這些數據。
當PLC 投入運行后,其工作過程一般分為三個階段,即輸入采樣、用戶程序執行和輸出刷新三個階段。完成上述三個階段稱作一個掃描周期,如圖8 所示。在整個運行期間,PLC 的CPU 以一定的掃描速度重復執行上述三個階段,如圖9 所示。

圖8 PLC 的掃描周期
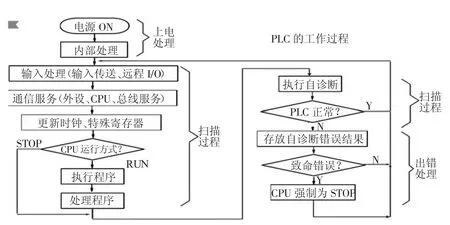
圖9 PLC 的工作過程
本系統要求的最高溫度達到1000℃,且各點的控制精度在升溫過程中保持在±5℃,采用PLC 加上相應的溫度模塊,構成專用的溫度控制系統,并采用PID 模糊控制[16],試驗證明獲得了良好的效果,如圖10 所示,中線測點溫度與角測溫點溫度在整個升溫及降溫過程中始終保持高度一致。

圖10 溫度控制曲線
2.5 觸摸屏(HMI)
本系統中,操作員在觸摸屏上設定溫度曲線和數值指令,指令通過現場Profinet 總線傳送給PLC,PLC 將指令用于跟SM331 熱電偶模塊采集到的溫度信號經FM355-2 PID 閉環控制模塊對比分析;而同時SM331 熱電偶模塊采集到的溫度呢信號經PLC內部處理后在觸摸屏上顯示,便于操作員的觀察,并自動存儲。
PLC 與觸摸屏之間通過串口或以太網連接,如圖11 所示,僅針對測溫系統而言,觸摸屏上可以設定最高溫度,升/降溫速度,溫差允許上限值等,顯示PLC 輸入輸出點的通斷狀態,從而顯示各電氣元件的通斷狀態或工作狀態,可以實現故障的快速診斷,顯示出故障內容以便及時排除,此外觸摸屏還能存儲300 套模具工藝參數。

圖11 PLC 與觸摸屏連接圖
2.6 其他輔助構件
2.6.1 固態繼電器(SSR)
PLC 通過FM355-2 PID 控制器輸出方波信號到SSR,通過SSR 在固定周期內不同占空比的方波脈沖串信號,控制加熱管的的通斷時間,如圖12 所示,工作時只要在A、B 上加上一定的控制信號,就可以控制C、D 兩端之間的“通”和“斷”,實現“開關”的功能,其中耦合電路的功能是為A、B 端輸入的控制信號提供一個輸入/輸出端之間的通道,但又在電氣上斷開SSR 中輸入端和輸出端之間的聯系,以防止輸出端對輸入端的影響,耦合電路用的元件是“光耦合器”,它動作靈敏、響應速度高、輸入/輸出端間的絕緣(耐壓)等級高;由于輸入端的負載是發光二極管,這使SSR 的輸入端很容易做到與輸入信號電平相匹配,在使用時可直接與計算機輸出接口相接,即受“1”與“0”的邏輯電平控制。
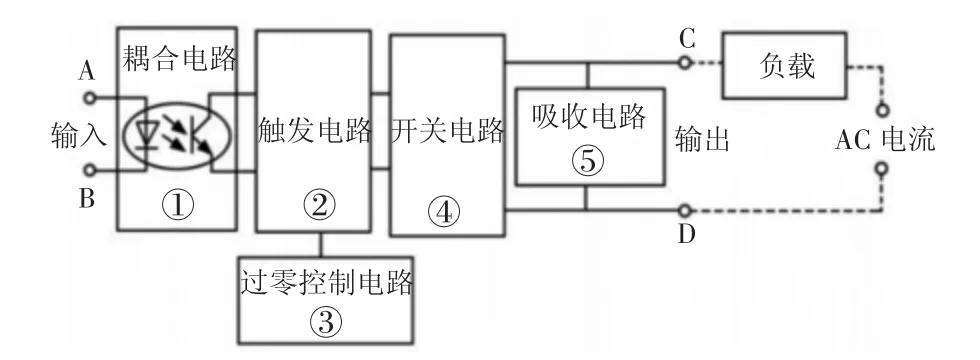
圖12 固態繼電器工作原理
固態繼電器相對于普通繼電器而言,其具有以下特點[18,19]:
(1)高壽命,高可靠性。SSR 沒有機械零部件,由固體器件完成觸點功能,由于沒有運動的零部件,因此能在高沖擊、振動環境下工作,由于組成SSR 的元器件的固有特性,決定了SSR 的壽命長,可靠性高。
(2)靈敏度高,控制功率小,電磁兼容性好。SSR的輸入電壓范圍較寬,驅動功率低,可與大多數邏輯集成電路兼容不需加緩沖器或驅動器。
(3)快速轉換。SSR 因為采用固體器件,所以切換速度可從幾毫秒至幾微秒。
(4)電磁干擾小。SSR 沒有輸入“線圈”,沒有觸點燃弧和回跳,因而減少了電磁干擾。大多數交流輸出SSR 是一個零電壓開關,在零電壓處導通,零電流處關斷,減少了電流波形的突然中斷,從而減少了開關瞬態效應。
2.6.2 屏蔽電纜
由于系統中存在強電流的輸出,以及高溫磁場的干擾,為減少外電磁場對電源或通信線路的影響,或防止線路向外輻射電磁能而影響控制系統,主要線纜采用屏蔽電纜,如圖13 所示,屏蔽線主要使用金屬網狀編織層把信號線包裹起來,編織層一般是紅銅或者鍍錫銅。

圖13 屏蔽線結構
屏蔽線的屏蔽層需正確接地,外來干擾信號可被該層導入大地,避免干擾信號進入內層導體干擾同時降低傳輸信號的損耗。但屏蔽層不允許多點接地,因為不同的接地點會存在電位差。如多點接地,在屏蔽層形成電流,感應到導線上形成電流,感應到信號線上形成干擾,不但起不到屏蔽作用,反而引進干擾。屏蔽線正確接地有助于提高系統的抗干擾性能,提升了總線通信系統的抗干擾能力,使其能夠在惡劣的工作環境中正常、可靠運行[20]。
3 實踐結果
測溫系統的實踐結果如圖14、圖15 所示,其中圖14 表明在加熱溫度設定為500℃時的溫度分布狀況,其中:

圖14 設定加熱溫度550℃時的溫度分布
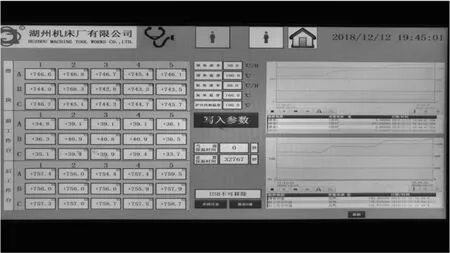
圖15 設定加熱溫度760℃時的溫度分布
(1)上平臺(屏上顯示滑塊)最低溫度441.0℃,最高溫度442.9℃,最大溫差1.9℃;
(2)下平臺(屏上顯示后工作臺)最低溫度418.7℃,最高溫度420.2℃,最大溫差1.5℃。
圖15 表明在加熱溫度設定為760℃時的溫度分布狀況,其中:
(1)上平臺(屏上顯示滑塊)最低溫度742.8℃,最高溫度746.8℃,最大溫差4℃(剔除因熱電偶損壞而產生的非正常溫度768.3℃);
(2)下平臺(屏上顯示后工作臺)最低溫度754.4℃,最高溫度759.5℃,最大溫差5.1℃。
加溫速率以設定值80℃/h 上升,在屏幕右側以溫度—時間曲線的形式呈現,觀察可控。
4 結語
(1)測試結果也對加熱平臺的設計方案作出了評估,結果表明爐門、耐火磚、隔熱墊板、加熱板的材料選擇和尺寸設計、水冷方式及功率的選擇可以滿足設備要求的溫度指標;
(1)實踐證明,利用西門子S7-300 PLC 和模擬量輸入模板設計的模擬量信號采集系統,系統結構簡單明了,提高了系統的現場調試及維護效率;
(2)使用PLC 對溫度數據進行處理和變換,硬件連接方便,軟件也易實現,通過輸出模擬量還可進一步實現精確調溫或其他控制;
(3)本系統也可以在眾多工業環境中引入該溫度測試系統,如鍋爐溫度測試或者實驗室儀器溫度測試等,具有廣泛的市場應用前景。
在測試技術發展中,各種先進的測試技術如激光技術[21]、視覺技術、射頻技術甚至網絡化測試技術等將越來越多地在工程項目中得到應用,測試手段將更快得向現代化、自動化、智能化[22]、數字化、虛擬化、網絡化、一體化等方向發展[23]。
隨著機械制造業的不斷發展,生產單位會不斷引進新型的測試技術,提高機械設備生產質量。近年來,我國機械制造業也出現了新一代的電子自動測試工具、新型數字測試系統以及電子測量儀等高科技產品,極大促進了測量技術的發展。未來我國測試技術將不斷研發引進先進的測量設備。此外,技術人員還要不斷創新測量方法,促進機械制造業技術水平的整體發展。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
