硅橡膠復合絕緣子真空注射模具的設計與制作
2023-11-24 14:28:10李寧劉峙趙戰紅
金屬加工(冷加工) 2023年11期
李寧,劉峙,趙戰紅
1. 許昌技術經濟學校 河南長葛 461500 2. 河南易和電器有限公司 河南長葛 461500
1 序言
在高壓電器行業,對產品的絕緣性能和外觀光潔程度要求很高,目的是為了減少設備漏電、爬電及局部放電等現象發生,保障高壓電器設備操作人員的安全,這就要求高壓電器在制造過程中,內部及表面不能有任何微小瑕疵存在[1]。
圖1所示為某型號棒形懸式硅橡膠復合絕緣子,是10~1000kV高壓輸變電線路常用器件,產品結構復雜,特別是增加爬電距離的傘裙特別多,目前采用模具整體注射成型的生產工藝,產品質量非常不理想,主要原因在于原材料液態硅橡膠自模具下方注料,上升過程中硅橡膠液體不斷自各個方向交匯到模具交接面,不可避免地會產生較多的氣泡,這些氣泡隨著黏稠的橡膠液體不斷上升,在硅橡膠上升固化過程中,部分氣泡不能及時排出,存在于產品內部或者傘裙表面,造成復合絕緣子內部放電以及表面存污垢后腐蝕放電等,大大降低產品的絕緣性能和使用壽命,給輸變電線路及設備帶來極大的安全隱患。
根據液態硅橡膠注射的特性,通過對注射模具增加抽真空輔助結構裝置,拆分制造模具腔體,以及改善模具腔體拼塊裝配溫度等工藝,解決了注射時硅橡膠固化過程中存在氣泡的問題,提高了傘裙結合邊界的表面質量,增大了高壓電器設備的爬電距離,大幅提高了復合絕緣子產品的絕緣性能、使用壽命、安全保障性能和外觀美感等。
2 注射模具設計思路
國內生產棒形懸式硅橡膠復合絕緣子普遍采用硅橡膠模具注射成型工藝,存在兩大技術難題,一是產品外形傘裙多,結構復雜,模具設計和制造難度大;二是液態硅橡膠注射時,模具腔體存在的氣體與硅橡膠混合,在硅橡膠固化過程中容易產生氣泡,影響產品性能[2]。
模具設計和制造難度大,主要原因在于復合絕緣子產品外形復雜,模具型腔內部需要加工多處曲面,機械加工難度很大。解決此類問題的思路是把復雜的型腔結構拆分成多個易加工的特征單元,每一個特征單元制作一個拼塊分別進行機械加工,然后把這些加工好的拼塊拼裝起來,再裝配到模具腔體中,合成一個半模,這樣可以解決模具腔體難加工的問題。
產品的氣泡問題,主要原因在于注料時氣體存在于模腔內,液態硅橡膠注射入模具腔體內與腔體內的氣體混合,最后形成氣泡殘留在硅橡膠中,在硅橡膠固化時存在于產品中。解決此問題的關鍵是在液態硅橡膠原料注射入模具腔體前,把模具腔體內的氣體全部清空,并且注射過程中不允許外邊的氣體再進入模具腔體。在模具設計中必須要考慮模具的密封問題,即左右模合緊后可以達到完全密封的狀態。另外,在注料前,為了把模具腔體內的氣體抽空,在模具上方必須設計一套抽真空裝置,左右半模合模后,先將模具中的空氣完全抽出,模具內部達到真空狀態,然后開始注料,材料在上升過程中不會產生氣泡,液態硅橡膠在各腔體內交匯翻滾時,藏在注射料內的渦流氣隙也會因為真空狀態下氣體的體積放大而優先在模具上方被擠走,從而使固化后硅橡膠內部和表面都不會存在微小氣泡。
3 真空注射模具結構設計
為了提升生產效率,模具一般設計兩個型腔,一次注料可以生產兩個產品。模具為左右合模結構,底部為硅橡膠注射孔,頂部為抽真空裝置。同時為了降低模具模腔制造難度,在設計時把此套模具中每一個傘裙特征部分拆分為一個拼塊,每一個拼塊單獨進行加工,最后再用緊固螺釘把各個拼塊固定到模腔當中去,組裝完成整套模具[3]。真空注射模具裝配如圖2所示,其中的零件明細見表1。

表1 真空注射模具裝配圖樣零件明細
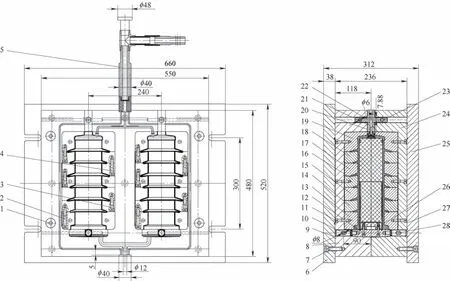
圖2 真空注射模具裝配圖樣
4 模具制作技術難題及解決方案
4.1 技術難題
該套模具制作和裝配過程中存在5個技術難題。
1)產品帶有多個傘裙結構,需要根據結構特征和機床加工特點將模腔拆分為多個容易加工的結構拼塊。
2)模具型腔比較深,銑削加工中很容易出現腔體內表面與底面不垂直的情況,需要單獨考慮加工工藝。
3)事先做好拼塊,放入模腔中,需要考慮拼塊與模腔配合的尺寸問題,同時每一拼塊的尺寸公差、幾何公差在設計時都經過細致的計算或仿真,以免拼塊裝入模腔后,左右模具間的傘裙錯位,導致模具注射時產品各結合邊界不光滑。
4)各拼塊和模腔裝配時要保證嚴密性,需要采用熱裝工藝,這就要求控制模具型腔在合適的加熱溫度,在熱裝過程中不能使模具型腔氧化,同時還應防止模具在熱裝中急速降溫,必須考慮模具裝配中的保溫措施。
5)硅橡膠注射時,為了防止產生氣泡影響產品質量,模具頂部增加抽真空裝置,來保障整個模腔內的真空環境,同時還要考慮整套模具的密封問題,以免在注料時出現其他地方進氣的情況。該套模具的典型特點是合模線較長,而且模具內部有20塊拼塊要在模具中固定,軸芯還需要伸出模具,形成了復雜的交接面等,需要考慮多處的密封問題。
4.2 解決方案
針對各技術難題,逐一給出如下解決方案。
1)關于拼塊分界的問題。由于整個傘裙結構比較復雜,因此模具傘裙腔體部分很難一次在機床上加工完成。按照圖3所示拼塊分界方法,在傘裙凹模結構特征末端圓弧的180°象限點處進行分界,這樣傘裙凹模就可以拆分成兩個半圓弧過渡的圓錐面結構,拆分后的結構利用普通數控車床來加工,可以輕松保障傘裙的尺寸公差和幾何公差。
2)關于模具型腔較深的問題。銑削加工時,因刀桿伸出較長,故容易出現模具腔體與底面不垂直的現象。破解這一難題的方案是首先增加銑刀刀桿強度,使用特制刀桿;其次采用多工步小進給量的方式銑削加工。通過這兩種辦法,完全可以解決問題。
3)關于拼塊與拼塊在模腔裝配時,左右模具間的傘裙錯位,模具注射時產品各結合邊界不光滑的問題。解決這一問題的方案是精加工傘裙凹模形狀特征,充分保證傘裙凹模內部形狀的尺寸公差和幾何公差,然后把凹模拼塊組裝到一起,確保在傘裙凹模無錯位的情況下,通過銑床銑削拼塊的外表面,同時注意為拼塊外部尺寸預留正向偏差,以保證拼塊與模腔裝配時的過盈配合。
4)關于拼塊和模腔熱裝工藝問題。通過查詢P20材質的熱膨脹系數以及組裝拼塊的過盈尺寸大小,換算計算確定模腔的加熱溫度,一般模腔加熱溫度控制在220~260℃。模腔加熱溫度一定不要過高,否則很容易導致模腔內金屬被氧化,模腔表面金屬的氧化皮會在注射時凝固在產品外表面而產生黑色斑點,嚴重影響產品質量。若拼塊與模腔裝配時過盈量過大,不易裝配時,可以考慮適當減少拼塊的過盈量。
5)關于整套模具的密封問題。需要密封的地方主要有3處。一是左右兩半模合模時的密封,特別是整套模具的合模線較長時;二是產品內部拼塊要在模具型腔中固定時,螺釘的密封問題;三是軸芯伸出模具的密封問題。解決方案分別為在左右半模合模處增加定制的硅橡膠密封圈,在拼塊的固定螺釘上加裝硅橡膠密封環,然后把伸出模具的軸芯固定在抽真空裝置中。
5 結束語
硅橡膠復合絕緣子產品存在的氣泡、黑點等質量問題,主要原因是液態硅橡膠注射時模具型腔中的氣體難以排除,同時復合絕緣子傘裙部分結構復雜,模具制造及改型難度較大,成本較高,且形狀不易保證,成為生產廠家提升質量的瓶頸。本文根據液態硅橡膠特性,設計制作真空注射模具并增加抽真空輔助結構裝置,通過拆分制造模具腔體、改善拼塊裝配溫度等工藝,解決了模具腔體難加工和產品氣泡問題,取得了事半功倍的效果。
