基于simufact welding 的汽車起重機轉臺焊接變形分析與優化
2023-11-24 06:19:34肖召輝
裝備制造技術 2023年9期
肖召輝,李 林
(1.湖南工業職業技術學院,湖南 長沙 410000;2.三一重工,湖南 長沙 410000)
0 引言
汽車起重機作為工程機械中廣泛使用的一種起重設備,因其靈活的使用工況和快速轉場的特點受到吊裝市場的歡迎。轉臺作為汽車起重機吊載時的直接承載構件,是汽車起重機核心鋼構件之一,因其焊接結構的非對稱性及較大的焊接工作量,焊接變形的控制成為轉臺生產制造過程中的難題[1]。
如何高效地控制轉臺焊接變形的研究得到了國內外學者的普遍關注,徐工集團及森源重工在產品試制階段積累了大量關于反變形的工藝數據[2],通過多次的工藝試驗最終實現精度達標,但同時也增加了產品的開發周期及人力物力成本。
隨著有限元仿真技術的發展,焊接仿真逐漸成為一種新的手段。Fang 等[3]以起重機轉臺底板為對象進行了有限元模擬,通過對底板進行剛性固定,可以很好的預測焊接變形,通過模擬與試驗對比,變形分布于實測結果一致,誤差在6%以內,驗證了有限元分析的可行性。
本項目采用焊接仿真專業軟件Simufact Welding對轉臺整體的焊接工藝進行仿真驗算并提出優化方案。
1 焊接結構
某型號汽車起重機轉臺如圖1 所示。
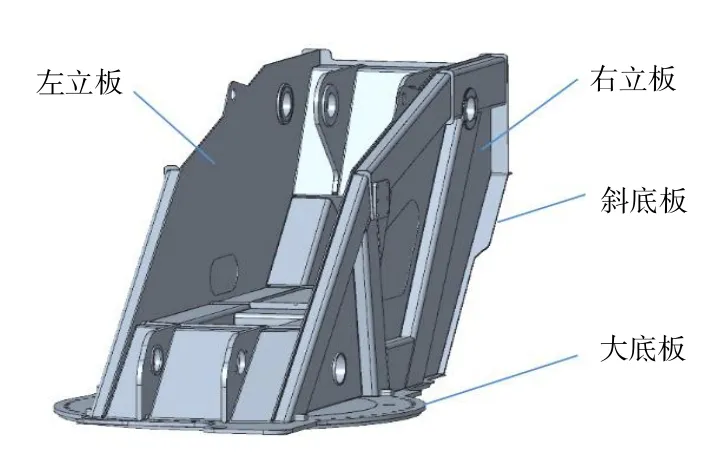
圖1 轉臺結構
轉臺長3070 mm,寬1600 mm,高2150 mm,其由兩塊側立板、一塊大底板、一塊斜底板及若干連接板通過焊接方式連接而成,轉臺為典型的非對稱鋼結構件,存在焊接工作量大、焊接易變形等問題。
轉臺母材材質為Q460 低合金高強鋼,其化學成分及力學性能見表1。在使用過程中能滿足某噸位汽車起重機使用的工況要求。Q460 鋼含碳量低,淬硬傾向小,在室溫下焊接產生裂紋傾向性低,具有良好的焊接性能。
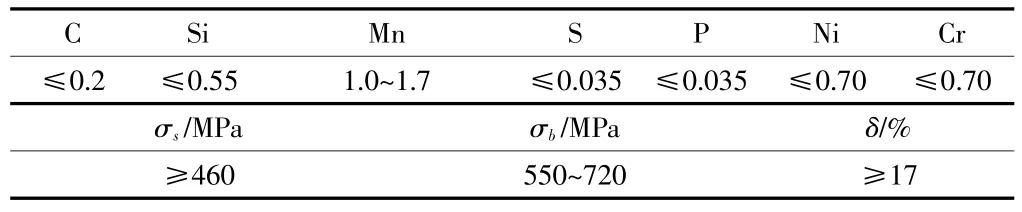
表1 Q460 鋼的化學成分(質量分數,%)和力學性能
2 建立有限元模型
2.1 確定熱源模型及其參數
在焊接數值模擬計算中,焊接熱源模型對于計算的精度有很大的影響,因此,確定合理的熱源模型及其參數至關重要。焊接熱源模型需要根據焊接方式、焊接速度、焊縫形式、母材厚度等因素來確定,文中轉臺連接焊縫多為坡口角焊縫,制造過程中采用的焊接方式為CO2氣體保護焊,針對CO2氣體保護焊的數值模擬,國內外學者做了許多研究。
目前,高斯分布熱源模型和雙橢球熱源模型是常用的兩種熱源模型。在焊接仿真計算時,高斯模型對于平面高能束焊接有著很好的計算精度,而對于坡口角焊縫的焊接方法,采用雙橢球熱源模型更為合適,因此本文選用雙橢球模型進行計算[4-5]。圖2 為雙橢球熱源模型示意圖,模型沿X軸分成前后兩個部分,前后橢球長度不同,更好的模擬熱源在焊接過程中前端和后端溫度梯度的不同。模型沿X軸前半部的熱源模型分布表達式為:
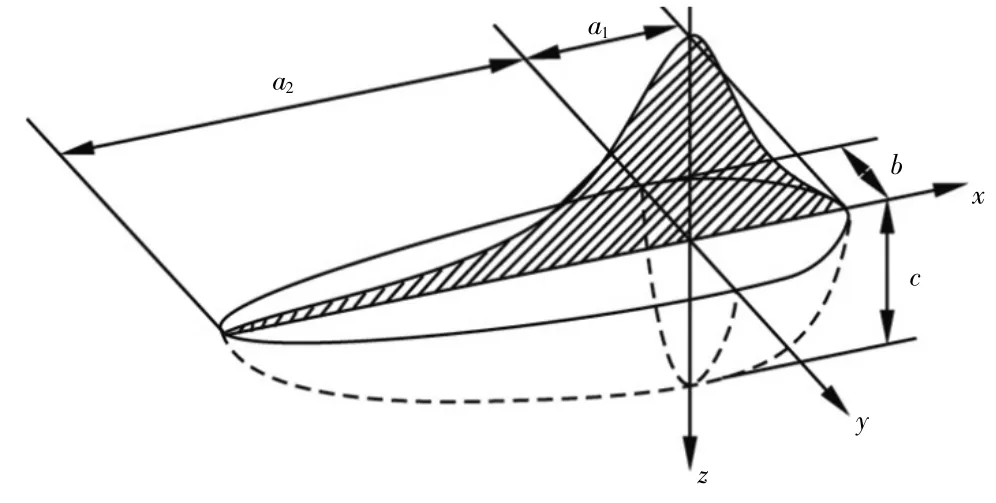
圖2 雙橢球熱源模型
后半部橢球的熱源模型分布表達式為:
其中,f1和f2分別為前后半橢球的能量分布系數,且f1+f2= 2;a1,a2,b,c為定義橢球熱源形狀參數,Q為焊接熱輸入且Q=ηUI,文中焊接材料為實心焊絲,其中熱效率η取0.8。根據轉臺現場焊接經驗,焊接工藝參數如表2 所示。

表2 焊接工藝參數
確定焊接熱源模型后,需對熱源模型進行校核以確定模型參數,校核的方法是通過調整模型參數來比較模擬熔池與實際焊接熔池之間的關系,如圖3 所示,圖3(a)為熱源校核的焊縫熔池形狀,圖3(b)為實際焊縫斷面熔池輪廓。當模擬得到的熔池形狀與試驗觀測到的焊縫熔合線兩者相符時,此時的熱源參數將作為等效焊接熱源輸入到轉臺結構的有限元計算中,文中得到的雙橢球模型參數見表3。

表3 雙橢球模型參數(mm)

圖3 熱源校核及焊縫斷面熔池輪廓
2.2 網格劃分及加載邊界條件
采用Croe 軟件建立轉臺幾何模型,由于模型尺寸較大,在六面體網格劃分過程中,通過對轉臺結構的焊縫區和熱影響區的網格進行局部細化來提升數值計算的精確性及效率。在以往經驗的基礎上,對焊接幾何模型進行如下條件設定:(1)工藝支撐:增加4個工藝支撐,其中2 個位于左右立板間,2 個位于上下絞點支板處;(2)定位夾具:轉臺大底板增加4 個定位夾具,夾具夾緊力設定為300 N;(3)焊接順序:采用先立板外側再內側的焊接順序。有限元焊接模型如圖4 所示,總共包含214078 個節點。

圖4 網格劃分及邊界條件定義
3 模擬結果分析
在焊接過程中,隨著熱源的局部加熱作用,焊件的溫度在時間與空間上發生了復雜變化,同時由于焊件結構與工藝的影響,最終導致焊接結構整體發生各種變形。由于轉臺結構的非對稱性,焊縫主要集中在大底板上側,底板應用夾具進行了剛性固定,因此轉臺主要變形的位置是兩側立板,變形的趨勢是沿著兩側立板從下至上逐漸加大。經仿真計算,轉臺焊接結束冷卻后總變形量分布情況如圖5 所示。從結果看出,轉臺焊后最大變形量為7.14 mm,主要發生在兩側立板的上端,與轉臺實際焊接過程中變形趨勢一致。

圖5 總體焊接變形量分布
4 優化方案
根據仿真結果,制定了控制立板上端變形的優化方案,主要從兩方面展開:(1)優化焊接順序;(2)調整立板反變形量。
4.1 優化焊接順序
轉臺焊縫主要布置在兩立板外側及中間位置,先前的焊接順序是先焊接左側立板焊縫,再焊接右側立板焊縫,最后焊接中間焊縫的順序,如圖6(a)所示。優化后的焊接順序改為先內側焊縫,再焊接左側焊縫,最后焊接右側焊縫的順序,如圖6(b)所示。

圖6 焊接順序
4.2 優化反變形量
對左右立板增加反變形量,經驗證,當左右立板反變形量為[+2 mm,-4 mm]時,焊接變形得到顯著控制,立板的反變形量如圖7 所示。通過優化焊接順序及增加反變形量,對模型重新進行仿真分析,焊接結束冷卻后轉臺的總變形分布情況如圖8 所示,可以看出,轉臺焊后最大變形量為4.43 mm,較優化前7.14 mm 降低2.71 mm,降低38%。

圖7 增加反變形量
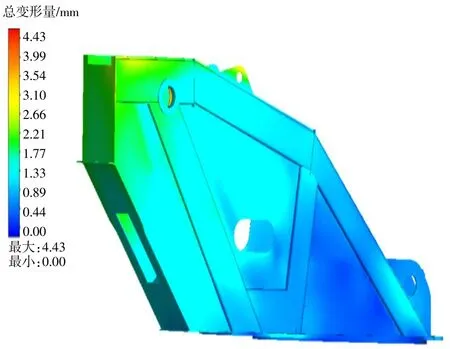
圖8 優化后總體焊接變形量分布
5 實驗驗證
為了驗證計算結果的正確性,現場采用CO2氣體保護焊對轉臺進行焊接驗證,如圖9 所示。采用的焊接工藝要求為:(1)焊接電流270 A,焊接電壓29 V,焊接速度27 cm/min;(2)左右立板分別預留+2 mm、-4 mm 的反變形量;(3)先內側焊縫后外側焊縫的焊接順序。焊接完后,對工件的焊接變形進行測量,轉臺的最大變形量為4.5 mm,實驗的結果與計算的結果基本相近,驗證了模擬的有效性。

圖9 優化后的方案現場驗證
6 結論
(1)通過有限元計算與對策,轉臺整體焊接變形量由對策前的7.14 mm 降低至對策后的4.43 mm。
(2)采用對策后的工藝條件進行了現場驗證,實驗結果與計算結果基本相近,驗證了模擬的有效性。
(3)采用仿真技術控制轉臺焊接變形,可大幅減少產品的試制周期和成本,對同行具有很強的參考意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24